特に航空宇宙、医療、自動車製造などの要求の厳しい分野で高精度を目指す場合、板金製造の精度がプロジェクトの成功を左右します。設計、材料の選択、高度な設備、熟練した労働力に重点を置くことで、より良い品質、より厳しい公差、より高い精度が得られます。これらの要素は、複雑なカスタム部品をサポートしながら、無駄を削減し、生産コストを削減するのに役立ちます。適切な製造業者を選択し、精密板金製造の技術と科学を受け入れることで、一貫した結果と信頼できるパフォーマンスが保証されます。
板金加工における精度の重要性
高精度のメリット
板金加工における精度の重要性は、どれだけ強調してもしすぎることはありません。精度を重視すると、すべての部品が意図したとおりに適合し、機能することが保証されます。この細部へのこだわりが、厳しい業界基準を満たす高品質のアイテムにつながります。高精度によって得られる主な利点を次に示します。
コンポーネントの位置ずれや切断不良によって引き起こされる脆弱性を防ぐことで、構造の耐久性が向上します。
部品が正しく適合して動作するため、機能が向上し、誤動作を回避できます。
滑らかな仕上げとシャープなラインにより、クリーンでプロフェッショナルな外観を維持できます。
材料の無駄ややり直しが減り、コストが節約され、持続可能性の目標がサポートされます。
安全性と規制要件を満たし、事故のリスクを軽減します。
ケーススタディでは、精密板金製造によりリードタイムを短縮し、エラーを減らし、顧客の信頼を築くことができることが示されています。たとえば、高度な機器と統合されたプロセスにより、数千の精密部品を迅速かつ確実に配送できます。このアプローチは製品ライフサイクルを改善するだけでなく、顧客満足度も向上します。
品質にも目に見える改善が見られます。標準化された品質管理と高度な切断技術により、材料の無駄を最大 30% 削減できます。これらの方法は、より優れた寸法精度と表面品質を達成するのに役立ち、効率的な生産と自動化システムとの統合をサポートします。
ヒント: 正確な公差を設定し、三次元測定機 (CMM) などの堅牢な検査ツールを使用すると、やり直し作業が削減され、初回パスの歩留まりが向上します。
一般的な精度の課題
最善の意図を持っていたとしても、高精度を達成するにはいくつかの課題に直面します。これらの障害を理解することは、板金製造プロセス全体を通じてより適切な計画を立て、品質を維持するのに役立ちます。
機械と工具の精度: 機械の設定や工具の摩耗の小さな変化が、曲げの寸法や公差に影響を与える可能性があります。
オペレーターの専門知識: 熟練したオペレーターは力と速度を制御し、精度を維持するために絶えず調整を行う必要があります。
材料の一貫性: シートの厚さまたは内部応力の変動により、寸法の不一致が発生する可能性があります。
表面の変形: 曲げや成形により、特に曲がりや穴の近くに膨らみや凹凸が生じることがあります。
測定の難しさ: 不規則な表面と位置合わせの問題により、一貫した測定を行うことが困難になります。
累積誤差: 複数の曲げやフィーチャーを追加すると、重大な寸法偏差が発生する可能性があります。
特殊機能: リブ、ルーバー、ラグ、またはノッチを追加すると、複雑さが増し、位置ずれのリスクが高まります。
溶接治具: 治具は位置合わせに役立ちますが、過度に使用すると歪みが発生する可能性があるため、初期精度が依然として重要です。
精密板金製造で最良の結果を達成するには、慎重な計画、熟練労働者、高度な品質管理によってこれらの課題に対処する必要があります。
精度を追求した設計と計画
設計の最適化と DFM
設計段階で板金製造における高精度の基礎を築きます。設計の最適化では、有限要素解析やマルチフィジックス シミュレーションなどの高度なコンピューター シミュレーションを使用して、金属を切断する前にアイデアをテストします。これらのツールを使用すると、ストレス、疲労、熱伝達をチェックできます。強度と耐久性を向上させながら、無駄を減らし、生産をスピードアップできます。
製造容易性設計 (DFM) を適用すると、プロセスを簡素化し、精度を高める選択をすることになります。たとえば、次のようにする必要があります。
プレス ブレーキやパンチなどの信頼性の高いツールを使用して生産を合理化します。
不必要な複雑さを避けるために、重要なフィーチャにのみ厳しい許容差を適用します。
曲げ角度と半径を標準化して誤差を減らします。
用途に適した板金ゲージを選択してください。
変形を防ぐために、穴は曲がりから少なくとも 1 つの直径だけ離して配置します。
曲げる際の間違いを避けるために、非対称のフィーチャーを明確にマークします。
DFM では、ハードウェア要件を指定し、マテリアルの使用を最適化することも推奨されます。標準のシート サイズと一貫した厚さを考慮することで、ネスティングが改善され、ばらつきが減ります。これらの戦略は、精度の向上と欠陥の減少を達成するのに役立ちます。
ヒント: 設計チームと製造チームが早期に連携すると、修正が減り、部品の品質が高くなります。
CAD、CAM、CAE ツール
デザインを精密かつ正確に実現するには、高度なソフトウェアが必要です。 CAD ツールを使用すると詳細な 3D モデルを作成できるため、製造前に問題を特定しやすくなります。すべてのフィーチャを視覚化し、すべての図面にわたって変更が自動的に更新されるようにすることができます。これによりエラーが減り、プロジェクトが順調に進みます。
CAM ソフトウェアは設計を機械命令に変換し、ツールパスを最適化し、プロセスを自動化します。これにより、特に CNC 機器を使用する場合、人的エラーが軽減され、一貫した結果が保証されます。 CAE ツールを使用すると、成形や曲げの操作をシミュレーションできるため、問題が発生する前に予測して修正できます。
RADAN や TRUMPF MetaCAM などの最新のソフトウェアは、オフライン プレス ブレーキ プログラミングや 3D シミュレーションなどの機能を提供します。これらのツールは、曲げと切断を最適化し、衝突を回避し、材料の使用量を最大化するのに役立ちます。 CAD、CAM、CAE を統合することで、試行錯誤を最小限に抑え、リードタイムを短縮し、要求の厳しいアプリケーションに必要な高精度を実現します。
材料の選択と準備
一貫した素材の選択
適切な材料を選択することで、精度を高める準備が整います。材料を正確に選択することで、製造するすべての部品が強度、柔軟性、表面仕上げの厳しい要件を確実に満たすことができます。一貫した特性を持つ材料を選択すると、いくつかの利点が得られます。
工具の摩耗を軽減し、厳密な公差管理を維持できます。
より滑らかな表面仕上げと予測可能な曲げ動作が実現します。
手戻りを最小限に抑え、プロセスの再現性を向上させます。
設計エンジニアや材料専門家と早い段階で協力することで、材料の選択を製造性や精度のニーズに合わせて調整できます。
材料の組成や硬度がわずかに異なるだけでも、切断、成形、溶接に対するシートの反応が変化する可能性があります。たとえば、冷間圧延鋼は一貫性が高く、精密な曲げに適していますが、熱間圧延炭素鋼はばらつきが大きくなります。部品の完全性を維持するには、材料の厚さの許容差と固有のばらつきも考慮する必要があります。
ヒント: 材料公差を理解して考慮することは、板金製造において一貫した品質と機能的パフォーマンスを達成するのに役立ちます。
高精度を確保するには、次の手順に従って材料を正確に選択してください。
強度や耐食性など、用途に必要な合金の特性を理解します。
寸法安定性を向上させるために、アニーリングや焼き戻しなどの熱処理を検討してください。
硬度と引張試験を使用して、製造前に材料をテストします。
製造中にノギスまたは三次元測定機 (CMM) を使用して寸法を確認します。
トレーサビリティを確保するために、検査とテスト結果の詳細な記録を保管します。
材料の取り扱いと準備
材料の適切な取り扱いと準備は、精度を達成する上で重要な役割を果たします。次のような正確な方法を使用して、生の金属シートを切断して成形する必要があります。 レーザー、ウォータージェット、またはプラズマ切断。部品を成形したり曲げたりするときは、プレスブレーキやローリングマシンなどの機器を使用して、正確な形状を作成します。
常に金属を清掃して破片を取り除き、一貫した表面仕上げを確保します。
シートをロードおよびアンロードする際は、偶発的に曲がったり損傷したりしないように、シートを慎重に扱ってください。
強力で滑らかな溶接を実現するために、部品の位置を調整して洗浄し、溶接の準備をします。
一貫した表面仕上げにより、曲げ力の変動が軽減され、均一な結果が得られます。慎重な取り扱いと準備は、間違いを回避し、正確な材料の選択に必要な高い基準を維持するのに役立ちます。これらの細部に注意を払うと、信頼性が高く正確な製造の基礎が築かれます。
注: 平らなシートから複雑な形状を成形するには、細心の注意を払った取り扱いと細部への注意が必要です。このアプローチにより誤差が最小限に抑えられ、複雑な部品に必要な精度がサポートされます。
精密板金製造の芸術と科学
芸術と科学の分野で卓越性を達成する 精密板金製造に は、高度な機械、熟練労働者、厳格なプロセス管理を組み合わせる必要があります。切断から成形、組み立てまでの各段階で適切な製造技術を選択する必要があります。このアプローチにより、厳しい公差を確実に満たし、一貫した高品質の結果が得られます。
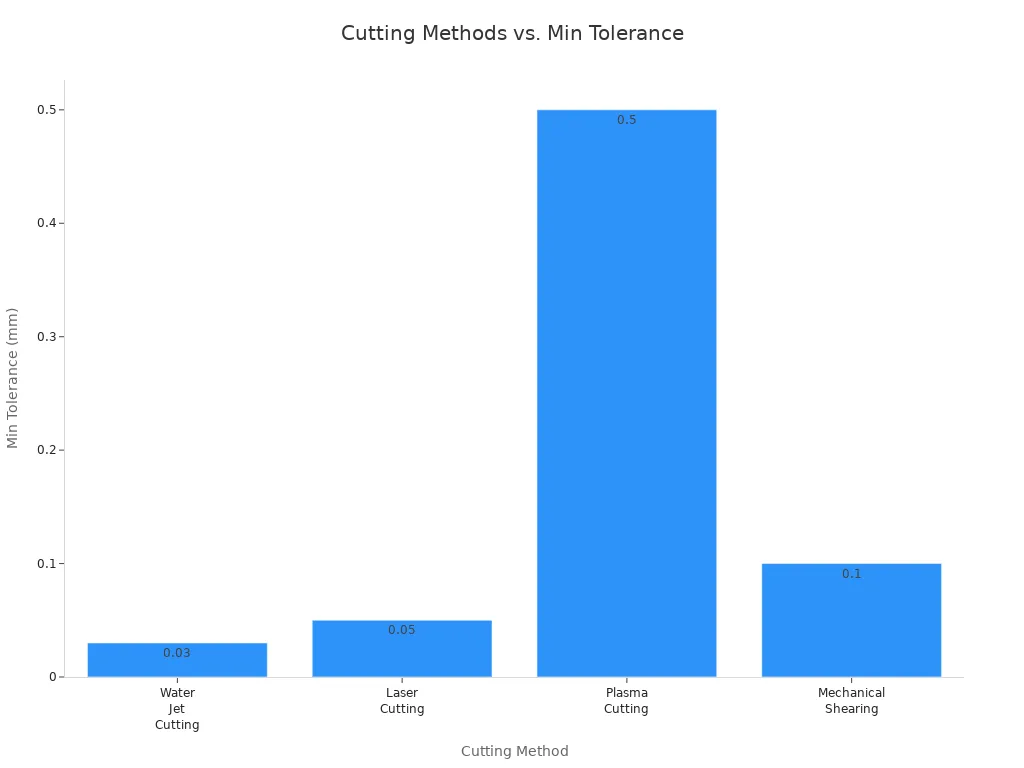
切断方法 (CNC、レーザー、ウォータージェット)
精度の基礎となる切削から始まります。適切な製造方法の選択は、材料、厚さ、必要な公差によって異なります。最も精度の高いオプションでは、最先端の CNC 加工が使用されており、プロセスが自動化され、人的エラーが軽減されます。一般的な切断方法の比較は次のとおりです。
切断方法 |
一般的な公差範囲 (mm) |
主な特徴と適合性 |
ウォータージェット切断 |
±0.03~±0.08 |
最も正確です。冷間切断により熱歪みが除去されます。あらゆる材質と厚さに適しています |
レーザー切断 |
±0.05~±0.1 |
薄肉から中肉まで高精度。より高速な処理。わずかな熱影響 |
プラズマ切断 |
±0.5~±1.5 |
許容差が緩くなる。厚い構造部品に適しています。より高速ですが精度は低くなります |
機械的せん断 |
±0.1~±0.5 |
中程度の精度。直線カットでは費用対効果が高い。刃の状態や材質によって異なります |
ウォーター ジェット切断は、あらゆる材料と厚さにわたって厳しい公差を維持できるという点で際立っています。熱の影響を受けるゾーンを避けることができます。これはチタンや厚いステンレス鋼などの金属にとって重要です。レーザー切断は、薄板から中程度の金属板に対して比類のない速度と精度を提供します。 ±0.002 インチという厳しい公差を実現し、複雑な形状や詳細な彫刻に最適です。最先端の CNC 加工により、特に重要な部品に高い精度が必要な場合に、再現性と精度が保証されます。
また、レーザー切断により、狭い切り口幅ときれいなエッジが得られ、二次加工の必要性が減ります。ウォーター ジェット切断は速度は遅くなりますが、厚い材料を処理し、熱による歪みを回避します。どちらの方法でも CNC 制御を使用するため、大量生産において自動化された再現可能な結果を信頼できます。適切な製造方法を選択すると、残りのプロセスの準備が整います。
成形と曲げの技術
切断後は成形・曲げ作業に入ります。精密板金製造の技術と科学は、正確な形状と角度を実現するための高度な技術と熟練したオペレーターに依存しています。部品の形状と必要な公差に基づいて、正しい製造技術を選択する必要があります。
V-Bending : V 字型のパンチとダイを使用します。エアベンディングにより角度を柔軟に調整できる一方、ボトミングにより再現性のある正確な曲げが保証されます。
コイニング: 強い力を加えてシートを金型に完全に押し込みます。この方法により、最小限のスプリングバックで高精度の曲げが実現します。
ロールベンディング: ローラーを使用して円柱や曲線の形状を徐々に成形します。
ワイプベンディング: エッジをクランプして滑らかなベンドを作成し、フランジやエッジに最適です。
ロータリーベンディング: V 字型ロッカーにより、90 度を超えるスムーズなベンディングを実現します。
最新の CNC プレス ブレーキ機械は、精密板金製造の技術と科学において重要な役割を果たしています。これらの機械は最先端の CNC 加工を使用して曲げを自動化し、人為的エラーを削減し、±0.05 mm という厳しい公差を維持します。複雑な部品や大量生産には不可欠な、一貫した再現性のメリットが得られます。
技術・手法 |
精度と品質への影響 |
業界・応用例 |
CNC 制御プロセス |
機械加工ツールを自動化して人為的エラーを減らし、再現性を高め、厳しい公差 (IT8 または IT6) での正確な成形を可能にします。 |
航空宇宙、自動車、医療、エレクトロニクス |
高精度な成形方法 |
曲げ加工、深絞り加工、ハイドロフォーミング加工が含まれます。正確な角度、複雑な 3D 形状、優れた表面仕上げが可能になります。 |
航空宇宙、自動車、医療 |
ハイドロフォーミングのイノベーション |
双方向電磁衝撃ハイドロフォーミングにより、材料の流れの制御が改善され、薄肉化が減少し、金型の取り付け精度が向上します。 |
航空宇宙、自動車 |
レーザー切断とロボット工学 |
自動化により材料の変形を最小限に抑え、安定した品質を保証します。 |
エレクトロニクス、自動車 |
シミュレーション ソフトウェアと CAD |
部品の形状と成形プロセスを最適化し、材料の挙動を予測し、欠陥とリードタイムを削減します。 |
自動車、航空宇宙 |
意図的に設計を選択することで、精度をさらに向上させることができます。たとえば、3 プレート法は、複雑なアセンブリでの平面度と平行度を維持するのに役立ちます。丸みを帯びた角により応力集中が軽減され、成形の一貫性が向上します。高度な CNC 制御による精密成形により、航空宇宙や医療機器などの業界の最も厳しい要件を確実に満たすことができます。
ヒント: あらゆる曲げや形状で高精度を達成するには、熟練した技術者と堅牢な品質管理が不可欠です。
組み立てと仕上げの手順
精密板金製造の技術と科学の最終ステップには、組み立てと仕上げが含まれます。最終製品がすべての仕様を満たしていることを確認するには、これらの段階全体で精度を維持する必要があります。
機械的組み立て: 非永久的なジョイントにはナット、ボルト、ネジを使用します。この方法により、将来の調整や交換が可能になります。
溶接アセンブリ: パーツを永久的に融合して、強力な構造コンポーネントを実現します。スポット溶接は、永続性が低く、コスト効率の高いオプションです。
リベットアセンブリ: 部品を安全に結合します。航空宇宙や自動車の用途でよく使用されます。
精密機械加工: 厳しい公差を維持するために、穴あけ、フライス加工、面取りを実行します。
エッジのバリ取りと仕上げ: 鋭利なエッジや欠陥を取り除き、外観の品質と寸法精度を確保します。
粉体塗装と塗装: 精度を損なうことなく表面を保護し、外観を維持します。
可能な限り、製造、組み立て、仕上げを 1 つの屋根の下で完了する必要があります。この統合されたアプローチにより、ダウンタイム、人件費、損傷のリスクが軽減され、精度の維持に役立ちます。最先端の CNC 機械加工は、一貫した部品の統合と位置合わせを保証することで、これらのステップをサポートします。
仕上げ技術も寸法精度に影響します。軟化焼鈍などの熱処理により残留応力が軽減され、被削性が向上します。ニアネットシェイプ成形により仕上げ加工の必要性が最小限に抑えられ、変形のリスクが軽減されます。慎重なプロセス計画とパラメータ制御により、必要な公差を達成し、高精度を維持できます。
注: 仕上げ加工が必要な部品の場合は、複雑な形状をニアネットシェイプに成形し、最終加工用に単純な表面を残します。この戦略は、精度を維持し、コストを削減するのに役立ちます。
精密板金製造の技術と科学を習得することで、最も要求の厳しい基準を満たす信頼性の高い高品質の製品を提供できます。
精密板金加工における品質管理
検査・測定
あらゆる段階で厳格な品質管理措置を導入することで、板金製造における高精度と厳しい公差を実現できます。大手メーカーは重要な機能のみの測定に重点を置いているため、検査時間とコストの最適化に役立ちます。機械公差などの場合、冗長なチェックを回避できます。 レーザー切断により、すでに信頼できる結果が得られます。品質検査を生産に直接統合することで、逸脱を早期に発見することができます。
精密な測定には高度なツールが必要です。デジタル ノギス、マイクロメーター、ワイヤレス対応ゲージを使用すると、データを迅速かつ正確に収集できます。三次元測定機 (CMM) と 3D スキャン システムは、完成した部品を CAD モデルと比較し、各部品が設計要件を満たしていることを確認するのに役立ちます。エンコーダ技術を備えた手動測定システムは、作業現場の検査に堅牢でコスト効率の高いソリューションを提供します。これらのツールを各プロセスステップ後のオペレーターによる検査と組み合わせることで、精度を維持し、不適合のリスクを軽減することができます。
ヒント: 品質管理システムを強化するには、校正済みの機器を使用し、ISO 9001:2015 や AS9102 などの業界標準に従ってください。
公差の維持
プロセス制御、フィードバック システム、コラボレーションを組み合わせることで、厳しい許容誤差を維持できます。公差は、パーツのサイズ、形状、位置の許容可能な変動を定義します。機能、材料特性、精度要件に基づいて公差を選択する必要があります。公差が厳しすぎるとコストと複雑さが増加しますが、公差が緩い場合はフィット感や品質の問題が発生する可能性があります。
プロセスを順調に進めるには、統計的プロセス制御 (SPC) とスマート センサーを使用します。これらのシステムは、温度、圧力、材料の厚さなどのパラメータをリアルタイムで監視します。逸脱が発生した場合は、すぐにフィードバックを受け取ることができるため、迅速な調整が可能になります。自動機械や光学スキャナーや CMM などのデジタル検査ツールにより、精度を維持する能力がさらに高まります。
公差タイプ |
典型的な使用例 |
品質への影響 |
次元 |
部品全体のサイズ |
適切なフィット感を確保 |
幾何学的な |
形状と機能の調整 |
組み立てミスを減らす |
平面度・平行度 |
表面とエッジの一貫性 |
耐久性の向上 |
これらの実践に従い、厳格な品質管理手段を使用することで、板金製造における精度と品質の最高基準を満たす部品を一貫して提供できます。
設計、材料の選択、高度な設備、厳格な品質管理に重点を置くことで、板金製造における高精度を実現します。無駄のない製造、自動化、熟練した労働力により、一貫した結果が得られます。ケーススタディでは、切断、曲げ、仕上げを組み合わせることで、柔軟で高品質な部品が作成されることが示されています。
重要な側面 |
板金加工 |
金属スタンピング |
一般的な許容差 |
±0.005インチ~±0.015インチ |
±0.001インチ~±0.005インチ |
ベストユースケース |
小ロット、カスタマイズ |
大量生産、厳しい許容誤差 |
複雑なプロジェクトの場合は、専門家と協力し、認定された材料を使用し、ISO 9001:2015 などの業界標準に従います。継続的な改善により、長期にわたり精度と品質を維持できるようになります。
よくある質問
板金加工において高精度を実現するために最も重要なことは何でしょうか?
設計の最適化に重点を置く必要があります。正確な CAD モデルと明確な公差から始めます。これを熟練したオペレーターと高度な機器と組み合わせます。このアプローチにより、厳格な要件を満たし、一貫した結果が得られます。
製造プロセス中のエラーを最小限に抑えるにはどうすればよいですか?
自動化された CNC マシンとリアルタイムの品質チェックを使用する必要があります。プロセス制御を実装し、主要なパラメータを監視します。逸脱を早期に検出すると、最終製品に影響を及ぼす前に問題を修正できます。
精密板金加工に最適な材料はどれですか?
最良の結果が得られるのは、 冷間圧延鋼、ステンレス鋼、アルミニウム合金。これらの材料は、一貫した厚さと予測可能な動作を提供します。生産を開始する前に、必ず材料証明書とテストサンプルを確認してください。
部品が厳しい公差を確実に満たすようにするにはどうすればよいでしょうか?
CMM やマイクロメーターなどの校正された測定ツールを使用します。各段階で重要な機能を検査します。統計的プロセス制御を適用して変動を監視し、プロセスを迅速に調整します。
精度を維持するのに役立つ仕上げ方法は何ですか?
粉体塗装、陽極酸化処理、または軽機械加工を選択する必要があります。これらの方法は表面を保護し、寸法を維持します。公差要件に合致する仕上げプロセスを常に選択してください。