শীট মেটাল ফ্যাব্রিকেশন তিনটি প্রধান কৌশল বিভাগের উপর নির্ভর করে: কাটা, গঠন এবং যোগদান। সহায়ক পদক্ষেপগুলি সমাপ্তি এবং সুনির্দিষ্ট পরিমাপ অন্তর্ভুক্ত। সর্বাধিক সাধারণ পদ্ধতি এবং সরঞ্জামগুলি নীচের সারণীতে উপস্থিত হয়:
টেকনিক |
বর্ণনা |
সাধারণ সরঞ্জাম/পদ্ধতি |
কাটিং |
উপাদান অপসারণ দ্বারা ধাতু আকার |
হাতের কাঁচি, প্লাজমা কাটার, অ্যাঙ্গেল গ্রাইন্ডার |
গঠন |
আকৃতিতে ধাতু বাঁকানো বা প্রসারিত করা |
ব্রেক, হাতুড়ি, ইংরেজি চাকা প্রেস করুন |
যোগদান করছেন |
একসঙ্গে ধাতু টুকরা সংযোগ |
ঢালাই সরঞ্জাম, রিভেট বন্দুক |
এই মৌলিক শীট মেটাল ফ্যাব্রিকেশন কৌশলগুলি শীট মেটাল ফ্যাব্রিকেশন প্রক্রিয়ার মূল গঠন করে। কাস্টম শীট মেটাল ফ্যাব্রিকেশন প্রকল্পগুলি প্রায়শই শীট মেটাল তৈরির 5টি মূল পদক্ষেপ অনুসরণ করে: একটি ব্যাপক নির্দেশিকা৷
শীট মেটাল ফ্যাব্রিকেশনের 5 মূল ধাপ
শীট মেটাল তৈরির 5টি মূল পদক্ষেপ: একটি বিস্তৃত নির্দেশিকা, কাটা, গঠন, যোগদান, সমাপ্তি এবং পরিমাপ ও নিরাপত্তা অন্তর্ভুক্ত করে। প্রতিটি ধাপে কাঁচামালকে সমাপ্ত পণ্যে রূপান্তর করতে নির্দিষ্ট ধাতু তৈরির কৌশল এবং সরঞ্জাম ব্যবহার করে। নিম্নলিখিত বিভাগগুলি এই ধাপগুলি ভেঙে দেয় এবং সবচেয়ে গুরুত্বপূর্ণ পদ্ধতিগুলিকে হাইলাইট করে৷
কাটিং
কাটিং এর প্রথম ধাপ শীট মেটাল ফ্যাব্রিকেশন প্রক্রিয়ার ধাপ । এটি উপাদান অপসারণ করে ধাতুকে আকার দেয়, বিভিন্ন মৌলিক শীট মেটাল তৈরির কৌশল ব্যবহার করে। সবচেয়ে সাধারণ কাটিং পদ্ধতির মধ্যে রয়েছে শিয়ারিং, লেজার কাটিং, প্লাজমা কাটিং, ওয়াটারজেট কাটিং এবং করাত। প্রতিটি পদ্ধতি বিভিন্ন অ্যাপ্লিকেশনের জন্য অনন্য সুবিধা প্রদান করে।
শিয়ারিং
শিট মেটালের মাধ্যমে সরল রেখা কাটতে দুটি বড় ব্লেড ব্যবহার করে শিয়ারিং। এই কৌশলটি দ্রুত এবং দক্ষ, এটি নির্মাণ এবং অবকাঠামো প্রকল্পের জন্য আদর্শ করে তোলে। শিয়ারিং মেশিনগুলি উচ্চ ভলিউম পরিচালনা করে এবং পরিষ্কার, সোজা কাট উত্পাদন করে। অপারেটররা প্রায়ই দ্রুত কাজের জন্য শিয়ারিং ব্যবহার করে যার জন্য জটিল আকারের প্রয়োজন হয় না।
লেজার কাটিং
লেজার কাটিং একটি ফোকাসড লেজার রশ্মি ব্যবহার করে ধাতু ভেদ করে কাটা। এই পদ্ধতি উচ্চ নির্ভুলতা এবং গতি প্রদান করে, বিশেষ করে পাতলা উপকরণের জন্য। লেজার কাটিং উচ্চ-ভলিউম উত্পাদন এবং স্বয়ংক্রিয় সিস্টেমের জন্য ভাল কাজ করে। এটি প্রায় 5/8 ইঞ্চি পুরু পর্যন্ত উপকরণের মধ্যে সীমাবদ্ধ। অনেক নির্মাতারা তার নির্ভুলতা এবং পরিষ্কার প্রান্তের জন্য লেজার কাটিয়া চয়ন করেন।
প্লাজমা কাটিং
প্লাজমা কাটিং ধাতু কাটার জন্য ঘূর্ণায়মান গ্যাস এবং একটি বৈদ্যুতিক চাপ ব্যবহার করে। এই কৌশলটি মোটা ধাতুগুলির জন্য কার্যকর এবং দ্রুত কাটিয়া গতি প্রদান করে। প্লাজমা কাটার ইস্পাত এবং অ্যালুমিনিয়াম সহ বিভিন্ন ধাতু পরিচালনা করে। অপারেটররা যখন ঘন শীট দ্রুত প্রক্রিয়া করার প্রয়োজন হয় তখন প্লাজমা কাটা নির্বাচন করে।
ওয়াটারজেট কাটিং
ওয়াটারজেট কাটার প্রক্রিয়া ধাতব কাটার জন্য ঘষিয়া তুলিয়া ফেলিতে সক্ষম জলের উচ্চ-চাপ প্রবাহ ব্যবহার করে। ওয়াটারজেট কাটিং ধাতুকে সমতল রাখে এবং তাপ-আক্রান্ত অঞ্চল এড়ায়, এটি তাপের প্রতি সংবেদনশীল উপকরণগুলির জন্য আদর্শ করে তোলে। ওয়াটারজেট কাটিং ইস্পাত, সিরামিক এবং পাথর সহ মোটা উপকরণগুলি পরিচালনা করতে পারে। অনেক দোকান তাপীয় বিকৃতি ছাড়াই নির্ভুলতার প্রয়োজন এমন প্রকল্পের জন্য ওয়াটারজেট কাটিং ব্যবহার করে।
করাত
করাত হল প্রাচীনতম ধাতু কাটার একটি পদ্ধতি। এটি সরাসরি কাট তৈরি করে এবং সাধারণ অ্যাপ্লিকেশনের জন্য উপযুক্ত। ব্যান্ড করাত এবং চপ করাত এই কৌশলটির জন্য সাধারণ সরঞ্জাম। ধাতু তৈরির প্রক্রিয়ায় মৌলিক কাটের জন্য করাত একটি নির্ভরযোগ্য পছন্দ।
টিপ: কাটার সময় নির্ভুলতা গুরুত্বপূর্ণ। টেকনিশিয়ানরা উন্নত CAD সফ্টওয়্যার এবং CNC মেশিন ব্যবহার করে কাট পরিকল্পনা এবং কার্যকর করতে, ত্রুটি কমাতে এবং নিরাপত্তা উন্নত করতে।
গঠন
গঠন পছন্দসই জ্যামিতি মধ্যে ধাতু আকার. এই ধাপে ধাতু তৈরির কৌশলগুলির একটি পরিসীমা অন্তর্ভুক্ত রয়েছে যেমন বাঁকানো, স্ট্যাম্পিং, স্ট্রেচিং, রোলিং, গভীর অঙ্কন, খাঁজ কাটা, সঙ্কুচিত করা এবং বিডিং। জটিল অংশ এবং কাঠামো তৈরির জন্য শিট মেটাল গঠন অপরিহার্য।
নমন
নমন হল শীট ধাতু গঠনের একটি মূল অংশ। অপারেটররা কোণ এবং বক্ররেখা তৈরি করতে প্রেস ব্রেক এবং অন্যান্য নমন কৌশল ব্যবহার করে। নমন একটি সরল অক্ষ বরাবর বল প্রয়োগ করে, কাটা বা খোঁচা ছাড়াই আকৃতি পরিবর্তন করে। এই পদ্ধতিটি বন্ধনী, ঘের এবং স্বয়ংচালিত অংশ তৈরিতে সাধারণ। শীট মেটাল নমন ত্রুটি এবং বর্জ্য এড়াতে সতর্ক পরিকল্পনা প্রয়োজন।
স্ট্যাম্পিং
স্ট্যাম্পিং উচ্চ-গতির প্রেস ব্যবহার করে এবং নির্দিষ্ট আকারে শীট মেটাল গঠন করতে মারা যায়। এই কৌশলটি ভর উৎপাদন এবং টাইট সহনশীলতার জন্য আদর্শ। স্ট্যাম্পিং গাড়ির দরজা, মেশিনের যন্ত্রাংশ এবং ইস্পাত প্লেটের মতো আইটেম তৈরি করে। শীট মেটাল তৈরির 5টি মূল ধাপের মধ্যে এটি একটি মূল পদ্ধতি: একটি ব্যাপক নির্দেশিকা।
স্ট্রেচিং
স্ট্রেচিং এর পৃষ্ঠের ক্ষেত্রফল বাড়াতে ধাতুকে টানে। এই গঠনের কৌশলটি মসৃণ, বাঁকা পৃষ্ঠতল তৈরি করার জন্য দরকারী। অপারেটররা স্বয়ংচালিত প্যানেল এবং বিমানের স্কিনগুলির মতো অংশগুলির জন্য স্ট্রেচিং ব্যবহার করে। ছিঁড়ে যাওয়া বা পাতলা হওয়া রোধ করতে স্ট্রেচিংয়ের জন্য সুনির্দিষ্ট নিয়ন্ত্রণ প্রয়োজন।
ঘূর্ণায়মান
ঘূর্ণায়মান জটিল ক্রস-বিভাগীয় আকার তৈরি করতে রোলারের মাধ্যমে শীট ধাতু পাস করে। এই পদ্ধতিটি সঠিক এবং দক্ষ, ছাদের প্যানেল, বিম এবং স্টোরেজ শেল্ফের মতো আইটেম তৈরি করে। রোলিং শীট মেটাল গঠনের একটি গুরুত্বপূর্ণ অংশ, বিশেষ করে বড় কাঠামোগত উপাদানগুলির জন্য।
গভীর অঙ্কন
গভীর অঙ্কন একটি ডাই মধ্যে শীট ধাতু টেনে ফাঁপা আকার গঠন. এই কৌশলটি ক্যান, সিঙ্ক এবং হেলমেটের মতো আইটেম তৈরি করে। গভীর অঙ্কন শিল্পগুলিতে সাধারণ যেগুলির শক্তিশালী, বিজোড় অংশগুলির প্রয়োজন।
খাঁজকাটা
নচিং শীট মেটালের প্রান্ত থেকে ছোট অংশগুলি সরিয়ে দেয়। এই গঠন পদ্ধতি ধাতুকে আরও বাঁকানো বা যোগদানের জন্য প্রস্তুত করে। অ্যাসেম্বলিতে টুকরো একসাথে লাগানোর জন্য খাঁজ করা গুরুত্বপূর্ণ।
সঙ্কুচিত
সঙ্কুচিত করা শীট ধাতুতে নির্দিষ্ট এলাকার আকার হ্রাস করে। এই কৌশলটি কার্ভ এবং কনট্যুর তৈরি করতে সাহায্য করে। অপারেটরগুলি কাস্টম প্রকল্পগুলিতে ফিট এবং ফিনিশ সামঞ্জস্য করতে সঙ্কুচিত ব্যবহার করে।
বিডিং
বিডিং শীট মেটালে উত্থিত বা ইন্ডেন্টেড লাইন যোগ করে। এই গঠন প্রক্রিয়াটি ধাতুকে শক্তিশালী করে এবং চেহারা উন্নত করে। আলংকারিক ট্রিম এবং শক্তিবৃদ্ধি বৈশিষ্ট্যগুলিতে বিডিং সাধারণ।
দ্রষ্টব্য: উপাদান সম্প্রসারণ এবং বিকৃতি ব্যবস্থাপনা গঠন একটি চ্যালেঞ্জ. প্রযুক্তিবিদরা নিদর্শনগুলি গণনা করতে এবং নমনের ক্রমগুলিকে অপ্টিমাইজ করতে, বর্জ্য এবং ত্রুটিগুলি হ্রাস করতে সলিডওয়ার্কসের মতো সফ্টওয়্যার ব্যবহার করেন।
যোগদান করছেন
যোগদান একটি সম্পূর্ণ সমাবেশ গঠন করতে ধাতু পৃথক টুকরা সংযোগ. শীট মেটাল তৈরিতে প্রধান যোগদানের কৌশলগুলির মধ্যে রয়েছে ঢালাই, রিভেটিং এবং আঠালো বন্ধন। প্রতিটি পদ্ধতি বিভিন্ন শক্তি প্রদান করে এবং প্রকল্পের প্রয়োজনীয়তার উপর ভিত্তি করে নির্বাচিত হয়।
ঢালাই
ঢালাই একটি স্থায়ী যোগদানের পদ্ধতি যা ধাতুর টুকরোকে একত্রিত করে। এটি উচ্চ লোড ক্ষমতা এবং লিক-প্রুফ জয়েন্টগুলি প্রদান করে। ঢালাই জটিল আকারের জন্য উপযুক্ত এবং ধাতু তৈরির প্রক্রিয়ায় ব্যাপকভাবে ব্যবহৃত হয়। অপারেটরদের অবশ্যই তাপ নিয়ন্ত্রণ করতে হবে, বিশেষ করে পাতলা পদার্থে ওয়ারিং প্রতিরোধ করতে। ধাতু ঢালাইয়ের মধ্যে রয়েছে এমআইজি, টিআইজি এবং লেজার ওয়েল্ডিংয়ের মতো কৌশল।
রিভেটিং
রিভেটিং শীট একসাথে যোগদানের জন্য ধাতব ফাস্টেনার ব্যবহার করে। এই কৌশলটি শক্তিশালী, স্থায়ী জয়েন্টগুলি তৈরি করে এবং অন্ধ সমাবেশের অনুমতি দেয়। Riveting খরচ-কার্যকর এবং নির্ভরযোগ্য, এটি অনেক শিল্পে একটি জনপ্রিয় পছন্দ করে তোলে।
আঠালো বন্ধন
আঠালো বন্ধন বিশেষ আঠালো ব্যবহার করে ধাতু টুকরা যোগদান. এই পদ্ধতি সহজ এবং বিভিন্ন উপকরণ সংযোগ করতে পারেন. আঠালো বন্ধন ধাতুর শারীরিক বৈশিষ্ট্য প্রভাবিত করে না। যাইহোক, এটি ঢালাই বা রিভেটিং এর তুলনায় দুর্বল জয়েন্টগুলি তৈরি করে।
যোগদানের সময় মান নিয়ন্ত্রণ অপরিহার্য। অপারেটররা শক্তিশালী, ত্রুটিমুক্ত জয়েন্টগুলি নিশ্চিত করতে ক্ল্যাম্পিং, ফিক্সচার এবং স্বয়ংক্রিয় পরিদর্শন ব্যবস্থা ব্যবহার করে।
ফিনিশিং
সমাপ্তি শীট ধাতু অংশ তাদের চূড়ান্ত চেহারা দেয় এবং ক্ষতি থেকে তাদের রক্ষা করে। এই পদক্ষেপটি স্থায়িত্ব, চেহারা এবং কর্মক্ষমতা উন্নত করে। টেকনিশিয়ানরা ধারালো প্রান্ত, মসৃণ পৃষ্ঠতল অপসারণ এবং প্রতিরক্ষামূলক আবরণ প্রয়োগ করার জন্য বিভিন্ন পদ্ধতি ব্যবহার করেন।
ডিবারিং
Deburring ধারালো প্রান্ত এবং কাটা বা ঘুষি পরে বাকি burrs অপসারণ. শ্রমিকরা হ্যান্ড ফাইল, ডিবারিং হুইল বা বিশেষ মেশিন ব্যবহার করে। এই প্রক্রিয়াটি আঘাত প্রতিরোধ করে এবং অংশগুলিকে মসৃণভাবে একসাথে ফিট করতে সহায়তা করে। Deburring আরও সমাপ্তি পদক্ষেপের জন্য পৃষ্ঠ প্রস্তুত করে।
নাকাল
গ্রাইন্ডিং রুক্ষ পৃষ্ঠগুলিকে মসৃণ করে এবং অতিরিক্ত উপাদান সরিয়ে দেয়। অপারেটররা অ্যাঙ্গেল গ্রাইন্ডার, বেল্ট স্যান্ডার বা বেঞ্চ গ্রাইন্ডার ব্যবহার করে। নাকাল একটি অভিন্ন পৃষ্ঠ তৈরি করে এবং ছোটখাটো অসম্পূর্ণতা সংশোধন করে। ধাতুর ক্ষতি এড়াতে সঠিক গ্রিট এবং কৌশল ব্যবহার করা গুরুত্বপূর্ণ।
পলিশিং
পলিশিং শীট ধাতু একটি চকচকে, প্রতিফলিত ফিনিস দেয়। শ্রমিকরা পলিশিং চাকা, বাফিং প্যাড এবং বিশেষ যৌগ ব্যবহার করে। পলিশিং চেহারা উন্নত করে এবং ঘর্ষণ কমাতে পারে। অনেক আলংকারিক অংশ, যেমন প্যানেল এবং ট্রিম, এই পদক্ষেপ প্রয়োজন।
আবরণ
আবরণ জারা এবং পরিধান থেকে ধাতু রক্ষা করে। বেশ কিছু আবরণ পদ্ধতি বিদ্যমান, যার প্রত্যেকটির নিজস্ব উদ্দেশ্য রয়েছে। নীচের সারণিতে সাধারণ সমাপ্তি পদ্ধতি এবং তাদের প্রধান ব্যবহারগুলি সংক্ষিপ্ত করা হয়েছে:
সমাপ্তি পদ্ধতি |
প্রধান উদ্দেশ্য(গুলি) |
অ্যানোডাইজিং |
জারা প্রতিরোধ ক্ষমতা উন্নত করতে এবং ক্ষতি থেকে রক্ষা করার জন্য একটি প্রতিরক্ষামূলক অক্সাইড আবরণ গঠন করে। |
রাসায়নিক মিলিং |
আলংকারিক নিদর্শন, লোগো বা চিহ্নগুলি শীট মেটালের অংশগুলিতে খোদাই করে। |
ইলেক্ট্রোপ্লেটিং |
ক্ষয় প্রতিরোধ ক্ষমতা বাড়াতে এবং চেহারা উন্নত করতে অন্য ধাতু দিয়ে ধাতুর পৃষ্ঠকে আবরণ করে। |
পুঁতি বিস্ফোরণ |
একটি ম্যাট ফিনিশ তৈরি করে বা কাচের পুঁতি দিয়ে ব্লাস্ট করে পৃষ্ঠের অসম্পূর্ণতা দূর করে। |
পাউডার আবরণ |
জারা এবং পরিধান সুরক্ষার জন্য একটি শুকনো পাউডার ফিল্ম প্রয়োগ করে, এছাড়াও আকর্ষণীয় রঙ প্রদান করে। |
তরল পেইন্ট |
পেইন্ট দিয়ে পৃষ্ঠগুলিকে আচ্ছাদন করে একটি মসৃণ, পালিশ চেহারা প্রদান করে। |
শিখা স্প্রে করা |
একটি মসৃণ, সমাপ্ত পৃষ্ঠ তৈরি করতে উত্তপ্ত উপাদানগুলিতে গলিত ধাতু স্প্রে করে। |
সিল্ক স্ক্রীনিং |
পৃষ্ঠে রঙিন, আলংকারিক নিদর্শন বা পাঠ্য তৈরি করতে সিলিকন কালি প্রয়োগ করে। |
সারফেস ফিনিশিং শীট মেটাল অংশগুলির গুণমান এবং জীবনকাল উভয়ই উন্নত করে। পদ্ধতির পছন্দ পছন্দসই চেহারা, স্থায়িত্ব এবং খরচ উপর নির্ভর করে।
টিপ: যত্ন সহকারে পরিচালনা এবং নিয়মিত সরঞ্জাম রক্ষণাবেক্ষণ শেষ করার সময় পৃষ্ঠের স্ক্র্যাচ এবং প্রান্তিককরণের সমস্যাগুলি প্রতিরোধ করতে সহায়তা করে। প্রতিরক্ষামূলক ফিল্ম এবং 3D মডেলিং সফ্টওয়্যার ব্যবহার করা সাধারণ সমস্যাগুলিও কমাতে পারে।
পরিমাপ এবং নিরাপত্তা
সঠিক পরিমাপ এবং শক্তিশালী নিরাপত্তা অনুশীলনগুলি শীট মেটাল তৈরিতে উচ্চ-মানের ফলাফল নিশ্চিত করে। এই পদক্ষেপগুলি ত্রুটি প্রতিরোধ করতে, বর্জ্য কমাতে এবং কর্মীদের রক্ষা করতে সাহায্য করে৷
পরিমাপের সরঞ্জাম
প্রযুক্তিবিদরা মাত্রা এবং সহনশীলতা পরীক্ষা করার জন্য বিভিন্ন সরঞ্জাম ব্যবহার করেন। সাধারণ পরিমাপের সরঞ্জামগুলির মধ্যে রয়েছে:
সুনির্দিষ্ট বেধ এবং দৈর্ঘ্য পরীক্ষা করার জন্য ক্যালিপার এবং মাইক্রোমিটার
সাধারণ পরিমাপের জন্য টেপ পরিমাপ এবং শাসক
আঁটসাঁট সহনশীলতা সহ জটিল অংশগুলির জন্য সমন্বয়কারী পরিমাপ মেশিন (সিএমএম)
দ্রুত, সঠিক রিডিংয়ের জন্য ডিজিটাল গেজ এবং লেজার পরিমাপ ডিভাইস
সঠিক ফিট এবং ফাংশনের জন্য মাত্রিক নির্ভুলতা গুরুত্বপূর্ণ। শ্রমিকরা প্রায়ই কাটা বা গঠনের আগে পরিমাপ দুবার চেক করে। CAD সফ্টওয়্যার, যেমন SolidWorks বা Autodesk Fusion 360, পুরো প্রক্রিয়া জুড়ে সুনির্দিষ্ট সহনশীলতা সেট করতে এবং বজায় রাখতে সাহায্য করে। পরিমাপ যন্ত্রের নিয়মিত ক্রমাঙ্কন নির্ভরযোগ্য ফলাফল নিশ্চিত করে।
দ্রষ্টব্য: প্রতিটি পর্যায়ে পরিদর্শন প্রোটোকল—কাটিং, গঠন, এবং ঢালাই — ত্রুটিগুলি তাড়াতাড়ি ধরা দেয় এবং স্ক্র্যাপের হার কমায়। ফার্স্ট-পিস পরিদর্শন এবং ক্রমাগত নিরীক্ষণ নির্ভুলতা বজায় রাখতে সাহায্য করে এমনকি সরঞ্জামগুলি নষ্ট হয়ে যায়।
নিরাপত্তা সরঞ্জাম
প্রতিটি ফ্যাব্রিকেশনের দোকানে নিরাপত্তা একটি শীর্ষ অগ্রাধিকার অবশেষ। শ্রমিকরা আঘাত থেকে রক্ষা পেতে ব্যক্তিগত সুরক্ষামূলক সরঞ্জাম (পিপিই) ব্যবহার করেন। অপরিহার্য নিরাপত্তা গিয়ার অন্তর্ভুক্ত:
ধারালো প্রান্ত এবং গরম পৃষ্ঠ থেকে হাত রক্ষা করার জন্য গ্লাভস
চোখের আঘাত রোধ করতে নিরাপত্তা চশমা বা ফেস শিল্ড
কোলাহলপূর্ণ পরিবেশে শ্রবণ সুরক্ষা
ধুলো বা ধোঁয়ার সাথে কাজ করার সময় শ্বাসযন্ত্র বা মাস্ক
ঢালাই কাজের জন্য হেলমেট এবং প্রতিরক্ষামূলক পোশাক
দোকানগুলি কঠোর নিরাপত্তা প্রোটোকল প্রয়োগ করে এবং নিয়মিত প্রশিক্ষণ প্রদান করে। মেশিন গার্ডিং, জরুরী স্টপ, এবং লকআউট/ট্যাগআউট পদ্ধতি চলমান সরঞ্জামের সাথে দুর্ঘটনা প্রতিরোধ করে। ভাল গৃহস্থালি, সঠিক উত্তোলন কৌশল এবং পর্যাপ্ত বায়ুচলাচল ঝুঁকি আরও কমিয়ে দেয়।
নিয়মিত সরঞ্জাম রক্ষণাবেক্ষণ, দক্ষ কর্মী, এবং ISO 9001 এবং AWS D1.1 এর মতো শিল্পের মানগুলি মেনে চলা নিরাপত্তা এবং গুণমান উভয়ই নিশ্চিত করে। এই অনুশীলনগুলি বর্জ্য হ্রাস করে, আঘাত প্রতিরোধ করে এবং নির্ভরযোগ্য, উচ্চ-মানের পণ্য সরবরাহ করতে সহায়তা করে।
শীট মেটাল ফ্যাব্রিকেশন কৌশল
কাটার পদ্ধতি
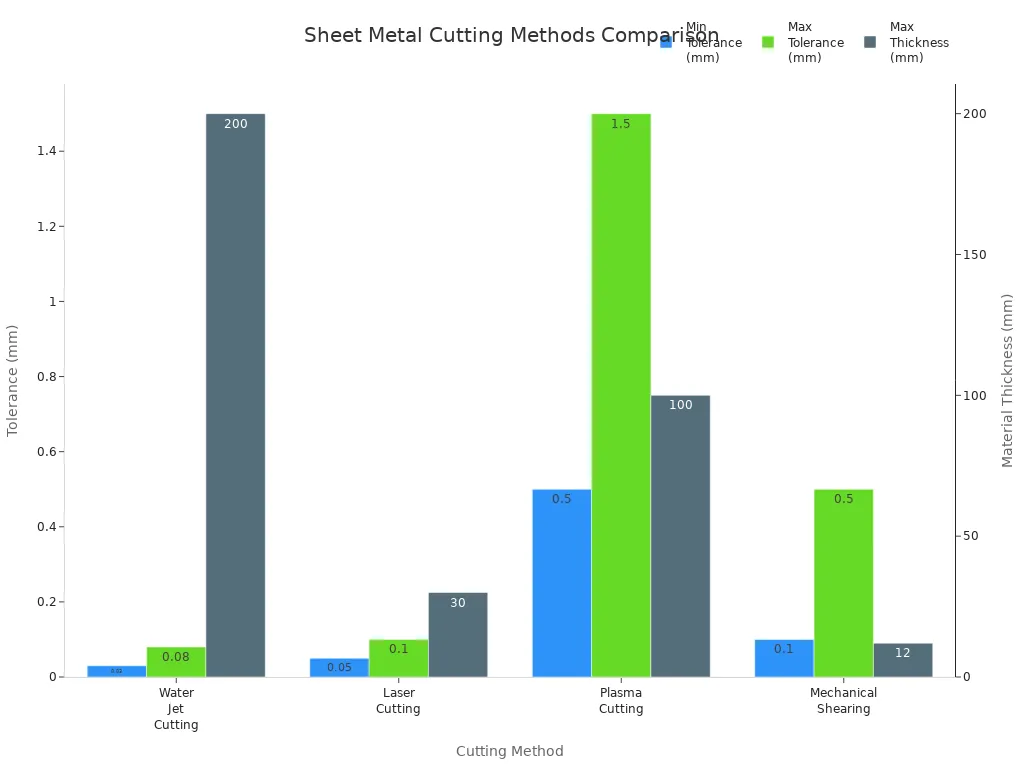
বেশিরভাগ শিট মেটাল ফ্যাব্রিকেশন প্রক্রিয়ার প্রথম প্রধান ধাপ হিসেবে কাটিং দাঁড়ায়। প্রযুক্তিবিদরা ধাতব শীটগুলিকে আলাদা করতে, আকৃতি বা আকার দেওয়ার জন্য বিভিন্ন ধরণের শীট মেটাল কাটার কৌশল ব্যবহার করেন। প্রতিটি পদ্ধতি অনন্য সহনশীলতা প্রদান করে এবং নির্দিষ্ট উপাদান বেধের সাথে সর্বোত্তম কাজ করে। নীচের টেবিলটি সবচেয়ে সাধারণ কাটিয়া পদ্ধতির তুলনা করে:
কাটিং পদ্ধতি |
সাধারণ সহনশীলতা (মিমি) |
উপাদান পুরুত্ব পরিসীমা (মিমি) |
মূল বৈশিষ্ট্য এবং নোট |
ওয়াটার জেট কাটিং |
±0.03 থেকে ±0.08 |
200 পর্যন্ত |
সবচেয়ে সঠিক পদ্ধতি; ঠান্ডা কাটা তাপ বিকৃতি দূর করে; বেধ জুড়ে সামঞ্জস্যপূর্ণ নির্ভুলতা। |
লেজার কাটিং |
±0.05 থেকে ±0.1 |
25-30 পর্যন্ত |
দ্রুত প্রক্রিয়াকরণ; পাতলা থেকে মাঝারি উপকরণের উপর চমৎকার নির্ভুলতা; তাপীয় বিকৃতি পুরু অংশগুলিকে প্রভাবিত করতে পারে। |
প্লাজমা কাটিং |
±0.5 থেকে ±1.5 |
100+ |
পুরু উপকরণ জন্য উপযুক্ত; looser tolerances; কাঠামোগত অ্যাপ্লিকেশনের জন্য উচ্চ গতির কাটিয়া. |
যান্ত্রিক শিয়ারিং |
±0.1 থেকে ±0.5 |
12 পর্যন্ত |
সোজা কাটা জন্য খরচ কার্যকর; মাঝারি নির্ভুলতা; সীমিত বেধ ক্ষমতা। |
ওয়াটার জেট কাটিং সর্বোচ্চ নির্ভুলতা প্রদান করে এবং পুরু উপকরণের জন্য ভাল কাজ করে। লেজার কাটিং পাতলা থেকে মাঝারি শীটগুলির জন্য গতি এবং নির্ভুলতা প্রদান করে। প্লাজমা কাটিং কম নির্ভুলতা সহ, দ্রুত পুরু ধাতু পরিচালনা করে। পাতলা শীটগুলিতে সোজা কাটার জন্য যান্ত্রিক শিয়ারিং ব্যয়-কার্যকর থাকে। এই কাটার কৌশলগুলি অনেক ধাতু তৈরির কৌশলগুলির ভিত্তি তৈরি করে।
টিপ: সঠিক কাটিং পদ্ধতি নির্বাচন করা প্রয়োজনীয় সহনশীলতা, উপাদানের বেধ এবং প্রকল্প বাজেটের উপর নির্ভর করে।
গঠন পদ্ধতি
গঠন ফ্ল্যাট ধাতব শীটকে ত্রিমাত্রিক আকারে রূপান্তরিত করে। শীট মেটাল গঠনের কৌশলগুলির মধ্যে রয়েছে বিস্তৃত প্রসেস, প্রতিটি নির্দিষ্ট আকার এবং উপকরণের জন্য উপযুক্ত। নীচের সারণীটি সবচেয়ে সাধারণ গঠনের পদ্ধতি এবং প্রতিটির জন্য সবচেয়ে উপযুক্ত উপকরণগুলির রূপরেখা দেয়:
গঠন পদ্ধতি |
বর্ণনা |
উপযুক্ত উপকরণ |
ব্রেকিং টিপুন |
শীট ধাতু বাঁকানোর জন্য একটি V- আকৃতির ডাই ব্যবহার করে, সুনির্দিষ্ট ভাঁজ এবং বাক্সের মতো কাঠামো তৈরি করে। |
ইস্পাত, অ্যালুমিনিয়াম, পিতল |
স্লিপ রোলিং |
কোল্ড রোলিংয়ের মাধ্যমে শঙ্কু এবং সিলিন্ডার তৈরি করতে রোলারগুলির মধ্যে শীট মেটাল পাস করে। |
ইস্পাত, অ্যালুমিনিয়াম, তামা |
স্ট্যাম্পিং |
গর্ত, ফ্ল্যাঞ্জ, এমবসমেন্ট সহ অংশগুলিকে আকৃতি দেওয়ার জন্য ডাইস এবং পাঞ্চ ব্যবহার করে উচ্চ-আয়তনের কোল্ড ফর্মিং। |
ইস্পাত, অ্যালুমিনিয়াম, পিতল |
ফ্ল্যাং (ফ্ল্যাং) |
ঠোঁট বা শক্তিবৃদ্ধি জন্য flared বা flanged প্রান্ত ফর্ম. |
ইস্পাত, অ্যালুমিনিয়াম |
এমবসিং |
শীট মেটাল পৃষ্ঠতল উপর উত্থাপিত বা recessed নকশা তৈরি করে. |
ইস্পাত, অ্যালুমিনিয়াম, তামা |
Louvering |
বায়ুচলাচল বা নান্দনিকতার জন্য কৌণিক স্লিট বা ভেন্ট তৈরি করে। |
ইস্পাত, অ্যালুমিনিয়াম |
কয়েনিং |
বিস্তারিত ইমপ্রেশন তৈরি করতে চরম চাপ ব্যবহার করে। |
ইস্পাত, পিতল |
স্পিনিং |
ঠালা, অক্ষীয় প্রতিসম অংশ তৈরি করতে একটি ঘূর্ণায়মান ম্যান্ড্রেলের উপর ধাতুর আকার দেয়। |
অ্যালুমিনিয়াম, ইস্পাত |
রোল গঠন |
ধীরে ধীরে লম্বা বাঁক বা বক্ররেখা তৈরি করতে রোলারের মাধ্যমে শীট মেটাল বাঁকানো হয়। |
ইস্পাত, অ্যালুমিনিয়াম |
বাঁক সবচেয়ে ব্যাপকভাবে ব্যবহৃত গঠন প্রক্রিয়া হিসাবে দাঁড়িয়েছে. অপারেটররা V, U, এবং চ্যানেলের আকার তৈরি করতে প্রেস ব্রেক ব্যবহার করে। স্বয়ংচালিত প্যানেলের মতো গভীর, জটিল অংশগুলির জন্য অঙ্কন ধাতুকে ডাই-এ প্রসারিত করে। কার্লিং তীক্ষ্ণতা অপসারণ এবং নিরাপত্তা উন্নত করতে ঘূর্ণিত প্রান্ত গঠন করে। স্ট্যাম্পিং এর মধ্যে রয়েছে গভীর ড্র, ফোরস্লাইড, হাইড্রোফর্মিং, ব্ল্যাঙ্কিং, কয়েনিং এবং এমবসিং। প্রতিটি গঠনের কৌশল তার চূড়ান্ত ব্যবহারের জন্য ধাতুকে আকার দেয়।
শীট ধাতু গঠনের জন্য ইস্পাত, অ্যালুমিনিয়াম, তামা এবং পিতল সবচেয়ে সাধারণ উপকরণ। ইস্পাত শক্তি এবং স্থায়িত্ব প্রদান করে। অ্যালুমিনিয়াম হালকা ওজনের এবং ক্ষয় প্রতিরোধ করে। কপার চমৎকার পরিবাহিতা এবং নমনীয়তা প্রদান করে। ব্রাস একটি আলংকারিক ফিনিস সঙ্গে শক্তি একত্রিত।
দ্রষ্টব্য: সঠিক গঠন পদ্ধতি এবং উপাদান নির্বাচন করা নিশ্চিত করে যে সমাপ্ত অংশ শক্তি, চেহারা এবং খরচের প্রয়োজনীয়তা পূরণ করে।
যোগদানের পদ্ধতি
যোগদান পদ্ধতি একটি একক সমাবেশে পৃথক ধাতু টুকরা সংযোগ. যোগদানের জন্য সবচেয়ে সাধারণ বানোয়াট কৌশলগুলির মধ্যে রয়েছে ঢালাই, যান্ত্রিক বন্ধন, ভাঁজ জয়েন্টগুলি, ক্লিঞ্চিং এবং আঠালো বন্ধন। নীচের সারণী এই যোগদানের কৌশলগুলিকে সংক্ষিপ্ত করে:
যোগদান পদ্ধতি |
শক্তি |
সাধারণ ব্যবহারের ক্ষেত্রে |
সীমাবদ্ধতা |
ঢালাই |
উচ্চ |
স্বয়ংচালিত, শিল্প যন্ত্রপাতি, মহাকাশে স্থায়ী, উচ্চ-শক্তির জয়েন্ট |
দক্ষ শ্রম প্রয়োজন, তাপ পাতলা ধাতু বিকৃত করতে পারে |
যান্ত্রিক বন্ধন |
পরিমিত |
বিচ্ছিন্ন জয়েন্ট, সমাবেশ লাইন, HVAC, যন্ত্রপাতি উত্পাদন |
ওজন যোগ করে, নান্দনিকতাকে প্রভাবিত করতে পারে, ঢালাইয়ের চেয়ে দুর্বল |
জোড় ভাঁজ |
নিম্ন থেকে মাঝারি |
লাইটওয়েট, দৃশ্যত পরিষ্কার সংযোগ, এইচভিএসি ডাক্টওয়ার্ক, ঘের, অ-লোড বহনকারী স্বয়ংচালিত প্যানেল |
পাতলা ধাতুর মধ্যে সীমাবদ্ধ, ঢালাইয়ের চেয়ে কম শক্তিশালী, সুনির্দিষ্ট নমন প্রয়োজন |
ক্লিঞ্চিং |
পরিমিত |
উচ্চ-ভলিউম উত্পাদন, HVAC, লাইটওয়েট সমাবেশ |
সীমিত শক্তি, উচ্চ চাপ প্রয়োগের জন্য নয় |
আঠালো বন্ধন |
নিম্ন থেকে মাঝারি |
ভিন্ন ধাতু যোগদান, মসৃণ শেষ, লাইটওয়েট কাঠামো |
নিম্ন শক্তি, পরিবেশের প্রতি সংবেদনশীল, দীর্ঘ নিরাময় সময় |
ঢালাই শক্তিশালী, স্থায়ী জয়েন্ট তৈরি করে এবং স্বয়ংচালিত এবং শিল্প অ্যাপ্লিকেশনগুলিতে অপরিহার্য। যান্ত্রিক বন্ধন স্ক্রু, বোল্ট বা রিভেট ব্যবহার করে বিচ্ছিন্ন সংযোগের জন্য। ফোল্ডিং জয়েন্ট এবং ক্লিঞ্চিং হালকা ওজনের সমাবেশ এবং HVAC ডাক্টওয়ার্কের জন্য ভাল কাজ করে। আঠালো বন্ধন ভিন্ন ধাতুর সাথে যোগ দেয় এবং মসৃণ সমাপ্তি প্রদান করে, যদিও এটি ঢালাইয়ের তুলনায় কম শক্তি প্রদান করে।
টেকনিশিয়ানরা প্রায়শই ধাতু তৈরির প্রক্রিয়ায় শক্তি, চেহারা এবং উত্পাদন গতির ভারসাম্য বজায় রাখতে যোগদানের কৌশলগুলিকে একত্রিত করে।
সমাপ্তি পদ্ধতি
সমাপ্তি পদ্ধতি শীট ধাতু অংশ তাদের চূড়ান্ত চেহারা দেয় এবং ক্ষতি থেকে তাদের রক্ষা করে। এই কৌশলগুলি স্থায়িত্ব, নিরাপত্তা এবং চাক্ষুষ আবেদন উন্নত করে। কর্মীরা অংশের কার্যকারিতা, পরিবেশ এবং পছন্দসই চেহারার উপর ভিত্তি করে সমাপ্তি পদ্ধতি নির্বাচন করে।
শীট মেটাল তৈরিতে সাধারণ সমাপ্তি পদ্ধতি:
Deburring
Deburring ধারালো প্রান্ত এবং কাটা বা ঘুষি পরে অবশিষ্ট ছোট ধাতব টুকরা অপসারণ. শ্রমিকরা এই প্রক্রিয়ার জন্য হ্যান্ড ফাইল, ডিবারিং হুইল বা মেশিন ব্যবহার করে। ডিবারিং অংশগুলিকে হ্যান্ডেল করা নিরাপদ করে এবং আরও সমাপ্তির জন্য পৃষ্ঠগুলি প্রস্তুত করে।
গ্রাইন্ডিং
গ্রাইন্ডিং রুক্ষ পৃষ্ঠগুলিকে মসৃণ করে এবং অতিরিক্ত উপাদান সরিয়ে দেয়। অপারেটররা অ্যাঙ্গেল গ্রাইন্ডার, বেল্ট স্যান্ডার বা বেঞ্চ গ্রাইন্ডার ব্যবহার করে। নাকাল একটি অভিন্ন পৃষ্ঠ তৈরি করে এবং ছোট অপূর্ণতা সংশোধন করে। এই পদক্ষেপটি এমন অংশগুলির জন্য গুরুত্বপূর্ণ যেগুলির জন্য একটি পরিষ্কার, এমনকি ফিনিস প্রয়োজন৷
মসৃণতা
পলিশিং শীট ধাতু একটি চকচকে, প্রতিফলিত পৃষ্ঠ দেয়। শ্রমিকরা পলিশিং চাকা, বাফিং প্যাড এবং বিশেষ যৌগ ব্যবহার করে। পলিশিং অংশের চেহারা উন্নত করে এবং ঘর্ষণ কমাতে পারে। অনেক আলংকারিক বা দৃশ্যমান অংশ এই পদক্ষেপ প্রয়োজন.
আবরণ
আবরণ ধাতুকে জারা, আর্দ্রতা এবং পরিধান থেকে রক্ষা করে। বিভিন্ন আবরণ পদ্ধতি বিদ্যমান। প্রতিটি বিভিন্ন সুবিধা অফার করে:
আবরণ পদ্ধতি |
প্রধান সুবিধা |
সাধারণ ব্যবহার |
পাউডার আবরণ |
টেকসই, রঙিন ফিনিস |
যন্ত্রপাতি, স্বয়ংচালিত যন্ত্রাংশ |
অ্যানোডাইজিং |
জারা প্রতিরোধের, হার্ড পৃষ্ঠ |
অ্যালুমিনিয়াম অংশ |
ইলেক্ট্রোপ্লেটিং |
চকচকে, প্রতিরক্ষামূলক ধাতু স্তর |
আলংকারিক আইটেম, হার্ডওয়্যার |
পেইন্টিং |
মসৃণ, রঙিন চেহারা |
প্যানেল, ঘের |
পাউডার আবরণ একটি শক্ত, রঙিন স্তর তৈরি করতে শুকনো পাউডার এবং তাপ ব্যবহার করে। অ্যানোডাইজিং একটি প্রতিরক্ষামূলক অক্সাইড স্তর গঠন করে, বেশিরভাগ অ্যালুমিনিয়ামে। ইলেক্ট্রোপ্লেটিং ধাতুটিকে ক্রোম বা নিকেলের মতো অন্য ধাতু দিয়ে আবৃত করে। পেইন্টিং রঙ যোগ করে এবং পৃষ্ঠকে রক্ষা করে।
বিড ব্লাস্টিং
বিড ব্লাস্টিং পৃষ্ঠ পরিষ্কার এবং টেক্সচার করতে উচ্চ গতিতে ছোট কাচের পুঁতি ব্যবহার করে। এই পদ্ধতিটি অসম্পূর্ণতা দূর করে এবং একটি ম্যাট ফিনিশ তৈরি করে। শ্রমিকরা প্রায়ই পেইন্টিং বা লেপের আগে পুঁতি ব্লাস্টিং ব্যবহার করে।
পরামর্শ: সঠিক ফিনিশিং পদ্ধতি বেছে নেওয়া অংশের ব্যবহার, ধাতুর ধরন এবং প্রয়োজনীয় স্থায়িত্বের উপর নির্ভর করে। সঠিক সমাপ্তি শীট ধাতু পণ্য জীবন প্রসারিত এবং তাদের কর্মক্ষমতা উন্নত.
ফিনিশিং পদ্ধতিগুলি শীট মেটাল তৈরির প্রক্রিয়াতে একটি মূল ভূমিকা পালন করে। তারা নিশ্চিত করে যে অংশগুলি ভাল দেখায়, দীর্ঘস্থায়ী হয় এবং নিরাপত্তার মান পূরণ করে। দক্ষ প্রযুক্তিবিদরা প্রতিটি প্রকল্পের জন্য সর্বোত্তম ফলাফল অর্জনের জন্য এই পদ্ধতিগুলি নির্বাচন করেন এবং প্রয়োগ করেন।
প্রয়োজনীয় সরঞ্জাম
কাটিং টুলস
শীট মেটাল ফ্যাব্রিকেশন কাটার সরঞ্জাম দিয়ে শুরু হয়। এই সরঞ্জামগুলি পরবর্তী পদক্ষেপের জন্য আকৃতি এবং আকারের ধাতব শীট। প্রতিটি টুল একটি নির্দিষ্ট উদ্দেশ্য পরিবেশন করে।
কাঁচি
কাঁচি সমতল শীটগুলিতে সরল-রেখার কাট তৈরি করে। অপারেটররা উচ্চ-ভলিউম, পুনরাবৃত্তিমূলক কাজের জন্য গিলোটিন কাটার ব্যবহার করে। শিয়ারিং পাতলা উপকরণের জন্য সবচেয়ে ভালো কাজ করে এবং পরিষ্কার প্রান্ত তৈরি করে। গঠনের আগে ধাতু প্রস্তুত করার জন্য এই সরঞ্জামটি অপরিহার্য।
করাত
করাত মোটা বা শক্ত ধাতু পরিচালনা করে। ব্যান্ডসো এবং বৈদ্যুতিক ধাতব করাত স্তুপীকৃত শীটগুলির মধ্য দিয়ে সরল রেখা কাটে। স্ক্রোল করাত জটিল ডিজাইনে সাহায্য করে। পারস্পরিক করাত কাটা পাইপ এবং প্রোফাইল. প্রতিটি করাত প্রকার একটি ভিন্ন কাটিয়া প্রয়োজন মেলে.
স্নিপস
Snips ভারী-শুল্ক কাঁচি অনুরূপ. টিনের স্নিপগুলি পাতলা শীটে সরল রেখা এবং সামান্য বক্ররেখা কাটে। এভিয়েশন স্নিপ আরও বিস্তারিত বক্ররেখা এবং বৃত্তের জন্য অনুমতি দেয়। শ্রমিকরা ছোট আকারের বা শৈল্পিক প্রকল্পের জন্য স্নিপ ব্যবহার করে।
সিএনসি মেশিন
সিএনসি মেশিনগুলি উচ্চ নির্ভুলতার সাথে কাটা স্বয়ংক্রিয় করে। লেজার কাটার, প্লাজমা কাটার এবং ওয়াটার জেট কাটার এই বিভাগে পড়ে। এই মেশিনগুলি জটিল আকার এবং টাইট সহনশীলতা পরিচালনা করে। CNC প্রযুক্তি কাটিয়া প্রক্রিয়ার গতি এবং নির্ভুলতা উন্নত করে।
টিপ: অ্যাঙ্গেল গ্রাইন্ডার এবং ধাতব নিব্লারগুলি কাটা, গ্রাইন্ডিং এবং পলিশ করার ক্ষেত্রেও ভূমিকা পালন করে। তারা রুক্ষ এবং সূক্ষ্ম উভয় কাজের জন্য বহুমুখিতা অফার.
সরঞ্জাম গঠন
গঠন সরঞ্জাম ত্রিমাত্রিক অংশে সমতল ধাতু আকার. এই ধাপে নমন, স্ট্রেচিং, স্ট্যাম্পিং এবং রোলিং অন্তর্ভুক্ত রয়েছে। প্রতিটি টুল একটি ভিন্ন গঠন পদ্ধতি সমর্থন করে।
ব্রেক টিপুন
প্রেস ব্রেক প্রেস ব্রেক নমন সঞ্চালন. অপারেটররা সুনির্দিষ্ট কোণ এবং ভাঁজ তৈরি করতে এই মেশিনগুলি ব্যবহার করে। প্রেস ব্রেকগুলি একটি সরল অক্ষ বরাবর বল প্রয়োগ করে, এগুলিকে বন্ধনী, ঘের এবং প্যানেলের জন্য আদর্শ করে তোলে। যান্ত্রিক এবং জলবাহী প্রেস বিভিন্ন গতি এবং বল বিকল্প প্রস্তাব.
রোলিং মেশিন
রোলিং মেশিনগুলি রোলারগুলির মধ্যে শীট মেটাল পাস করে। এই প্রক্রিয়াটি শঙ্কু, সিলিন্ডার এবং বাঁকা আকার তৈরি করে। স্লিপ রোলিং ইস্পাত, অ্যালুমিনিয়াম এবং তামার জন্য ভাল কাজ করে। রোল গঠনের লাইনগুলি বিম এবং প্যানেলের জন্য দীর্ঘ, অবিচ্ছিন্ন বাঁক পরিচালনা করে।
হাতুড়ি এবং ডলি
হাতুড়ি এবং ডলি ম্যানুয়াল গঠনে সাহায্য করে। শ্রমিকরা এগুলোকে প্রসারিত, সঙ্কুচিত এবং বক্ররেখার জন্য ব্যবহার করে। এই সরঞ্জামগুলি বিস্তারিত সমন্বয় এবং কাস্টম কাজের জন্য অনুমতি দেয়। ইংরেজি চাকাগুলি মসৃণ, বাঁকা পৃষ্ঠগুলি গঠনে সহায়তা করে।
দ্রষ্টব্য: ফর্মিং সরঞ্জামগুলির মধ্যে স্ট্যাম্পিং এবং হোল পাঞ্চিংয়ের জন্য পাঞ্চ এবং ডাই সেট অন্তর্ভুক্ত রয়েছে। প্রতিটি গঠনের কৌশলের সঠিকতা এবং দক্ষতার জন্য সঠিক টুল প্রয়োজন।
যোগদান সরঞ্জাম
যোগদান সরঞ্জাম পৃথক ধাতু টুকরা সংযোগ. প্রধান যোগদান পদ্ধতির মধ্যে রয়েছে ঢালাই, রিভেটিং এবং আঠালো বন্ধন।
ঢালাই সরঞ্জাম
ওয়েল্ডিং মেশিন, যেমন TIG এবং MIG ওয়েল্ডার, শক্তিশালী, স্থায়ী বন্ধন তৈরি করে। এই মেশিনগুলি তাপ এবং ফিলার উপাদানের উপর সুনির্দিষ্ট নিয়ন্ত্রণের অনুমতি দেয়। ঢালাই ধাতব সমাবেশগুলির কাঠামোগত অখণ্ডতা বজায় রাখে। অপারেটররা স্বয়ংচালিত, শিল্প এবং মেরামত প্রকল্পে ঢালাই ব্যবহার করে।
রিভেট বন্দুক
রিভেট বন্দুকগুলি ধাতব পিনের সাথে একত্রে ধাতব শীটগুলিকে বেঁধে রাখে। রিভেটিং একটি নির্ভরযোগ্য এবং সাশ্রয়ী যোগদানের পদ্ধতি অফার করে। এই টুল অন্ধ সমাবেশ এবং উচ্চ ভলিউম উত্পাদন জন্য ভাল কাজ করে.
আঠালো সরঞ্জাম
আঠালো সরঞ্জাম বন্ধন ধাতু জন্য বিশেষ আঠালো প্রয়োগ. এই পদ্ধতি ভিন্ন ভিন্ন উপকরণ যোগদান করে এবং মসৃণ সমাপ্তি তৈরি করে। আঠালো বন্ধন সহজ কিন্তু ঢালাই বা রিভেটিং এর চেয়ে দুর্বল জয়েন্টগুলি তৈরি করে।
যোগদান এবং সমাপ্তির সময় প্রযুক্তিবিদরা প্রায়শই ফাস্টেনার, তারের কাটার এবং চিহ্নিতকরণ সরঞ্জাম ব্যবহার করেন। এই সরঞ্জামগুলি সঠিক সমাবেশ এবং সুরক্ষিত সংযোগ নিশ্চিত করে।
ফিনিশিং টুলস
ফিনিশিং টুল শীট মেটাল অংশগুলিকে তাদের চূড়ান্ত চেহারা দেয় এবং ক্ষতি থেকে রক্ষা করে। এই সরঞ্জামগুলি মসৃণ, নিরাপদ এবং আকর্ষণীয় পৃষ্ঠ তৈরি করতে সহায়তা করে। শ্রমিকরা কাটা, গঠন এবং যোগদানের ধাপের পর ফিনিশিং টুল ব্যবহার করে।
গ্রাইন্ডার
গ্রাইন্ডার শীট মেটাল থেকে রুক্ষ প্রান্ত, জোড় জপমালা এবং পৃষ্ঠের অসম্পূর্ণতা দূর করে। তারা একটি অভিন্ন ফিনিস তৈরি করতে এবং পেইন্টিং বা আবরণের জন্য অংশ প্রস্তুত করতে সহায়তা করে। শ্রমিকরা বিভিন্ন ধরণের গ্রাইন্ডার থেকে বেছে নেয়:
অ্যাঙ্গেল গ্রাইন্ডার : এই সরঞ্জামগুলি ঘূর্ণায়মান ঘষিয়া তুলিয়া ফেলিতে সক্ষম ডিস্ক ব্যবহার করে। তারা ঝালাই মসৃণ করার জন্য এবং প্রান্তগুলি পরিষ্কার করার জন্য ভাল কাজ করে।
বেঞ্চ গ্রাইন্ডার : এই স্থির মেশিনে দুটি গ্রাইন্ডিং চাকা থাকে। শ্রমিকরা এগুলিকে সরঞ্জামগুলি তীক্ষ্ণ করার জন্য এবং ছোট অংশগুলিকে মসৃণ করার জন্য ব্যবহার করে।
বেল্ট গ্রাইন্ডার : এই মেশিনগুলি একটি অবিচ্ছিন্ন ঘষিয়া তুলিয়া ফেলিতে সক্ষম বেল্ট ব্যবহার করে। তারা বড়, সমতল পৃষ্ঠের সাথে সাহায্য করে এবং দ্রুত উপাদান অপসারণ করতে পারে।
কাজের আকার এবং ধাতব ধরণের উপর ভিত্তি করে অপারেটররা সঠিক গ্রাইন্ডার নির্বাচন করে। তারা প্রায়ই পছন্দসই ফিনিস অর্জন করতে বিভিন্ন গ্রিট আকার ব্যবহার করে। মোটা গ্রিট দ্রুত উপাদান অপসারণ করে, যখন সূক্ষ্ম গ্রিট একটি মসৃণ পৃষ্ঠ তৈরি করে।
পরামর্শ: গ্রাইন্ডার ব্যবহার করার সময় সর্বদা নিরাপত্তা চশমা এবং গ্লাভস পরুন। স্পার্ক এবং ধাতব টুকরা আঘাতের কারণ হতে পারে।
পোলিশার্স
Polishers শীট ধাতু একটি চকচকে, প্রতিফলিত ফিনিস দেয়। তারা সূক্ষ্ম স্ক্র্যাচগুলি সরিয়ে দেয় এবং অংশগুলিকে পরিষ্কার এবং পেশাদার দেখায়। পলিশকারীরা পলিশিং যৌগগুলির সাথে নরম চাকা বা প্যাড ব্যবহার করে। এই যৌগগুলি পৃষ্ঠকে মসৃণ করতে এবং একটি উজ্জ্বল চকচকে আনতে সাহায্য করে।
সাধারণ ধরনের পলিশারের মধ্যে রয়েছে:
রোটারি পলিশার্স : এই টুলগুলি বৃত্তে একটি নরম প্যাড ঘোরায়। তারা সমতল এবং বাঁকা পৃষ্ঠতলের জন্য ভাল কাজ করে।
অরবিটাল পলিশার্স : এই মেশিনগুলো প্যাডকে ছোট কক্ষপথে নিয়ে যায়। তারা ঘূর্ণায়মান চিহ্ন হ্রাস করে এবং একটি সমান সমাপ্তি অর্জনে সহায়তা করে।
শ্রমিকরা প্রায়ই আলংকারিক প্যানেল, ট্রিম এবং দৃশ্যমান অংশগুলিকে পালিশ করে। তারা একটি মোটা যৌগ দিয়ে শুরু করে এবং একটি সূক্ষ্ম একটি দিয়ে শেষ করার জন্য বিভিন্ন পলিশিং ধাপ ব্যবহার করতে পারে। সঠিক পলিশিং চেহারা এবং জারা প্রতিরোধের উভয় উন্নতি করে।
দ্রষ্টব্য: পলিশ করার আগে পৃষ্ঠটি পরিষ্কার করুন। ময়লা বা গ্রিট ধাতু স্ক্র্যাচ করতে পারে এবং ফিনিস নষ্ট করতে পারে।
আবরণ সরঞ্জাম
আবরণ সরঞ্জাম মরিচা, আর্দ্রতা এবং পরিধান থেকে শীট ধাতু রক্ষা করে। এটি রঙ যোগ করে এবং চেহারা উন্নত করে। বিভিন্ন ধরনের আবরণ সরঞ্জাম বিদ্যমান:
সরঞ্জামের ধরন |
প্রধান ব্যবহার |
সাধারণ আবরণ |
স্প্রে বন্দুক |
পেইন্ট বা তরল আবরণ প্রয়োগ করুন |
পেইন্ট, এনামেল, বার্ণিশ |
পাউডার আবরণ বন্দুক |
শুকনো পাউডার আবরণ প্রয়োগ করুন |
পাউডার আবরণ |
ডুবো ট্যাংক |
অংশগুলিকে তরলে নিমজ্জিত করুন |
কলাই, anodizing |
স্প্রে বন্দুকগুলি একটি পাতলা, এমনকি পেইন্টের স্তর প্রয়োগ করতে সংকুচিত বায়ু ব্যবহার করে। পাউডার লেপ বন্দুক ধাতুতে পাউডার লাগানোর জন্য বিদ্যুৎ ব্যবহার করে, যা পরে বেক হয়। তরল স্নানে ডুবিয়ে ট্যাঙ্কের কোট অংশগুলি ডুবিয়ে দিন।
অপারেটররা লেপের ধরন এবং অংশের আকারের উপর ভিত্তি করে সঠিক সরঞ্জাম নির্বাচন করে। সঠিক আবরণ শীট ধাতু পণ্যের আয়ু বাড়ায় এবং তাদের নতুন দেখায়।
সঠিক ফিনিশিং টুল ব্যবহার করা নিশ্চিত করে যে প্রতিটি শীট মেটাল অংশ গুণমান এবং নিরাপত্তা মান পূরণ করে। দক্ষ কর্মীরা জানেন কিভাবে সেরা ফলাফলের জন্য এই টুলগুলি নির্বাচন এবং ব্যবহার করতে হয়।
হ্যান্ড টুল বনাম মেশিন
বেসিক হ্যান্ড টুলস
বেসিক হ্যান্ড টুলগুলি মেটালওয়ার্কারদের ফ্যাব্রিকেশন প্রক্রিয়ার উপর সরাসরি নিয়ন্ত্রণ দেয়। এই সরঞ্জামগুলি হ্যান্ডস-অন পদ্ধতির জন্য অনুমতি দেয়, এগুলিকে ছোট চাকরি, প্রোটোটাইপিং এবং বিস্তারিত কাজের জন্য আদর্শ করে তোলে। দক্ষ কর্মীরা প্রায়শই হ্যান্ড টুল পছন্দ করেন যখন তাদের উপাদান অনুভব করতে হয় এবং সুনির্দিষ্ট সমন্বয় করতে হয়। হ্যান্ড টুলগুলি ভাল দোকানের অভ্যাস শেখাতে এবং দলের সদস্যদের মধ্যে জ্ঞান ভাগাভাগি করতে সহায়তা করে।
টুলের নাম |
সাধারণ আবেদন |
তারের কাটার |
শীট মেটাল প্রান্ত থেকে frayed শেষ এবং ট্রিমিং বিট. |
গলাবিহীন কাঁচি |
ধাতুর উপর বাঁকা, অনিয়মিত বা সোজা কাটা তৈরি করা; ব্লেডের চারপাশে ধাতুর বিনামূল্যে চলাচলের অনুমতি দেয়। |
কোণ পেষকদন্ত |
মসৃণতা, কাটিং, এবং ধাতু নাকাল; বহুমুখী হ্যান্ডহেল্ড পাওয়ার টুল। |
কোণ পেষকদন্ত ডিস্ক |
কাটিং, গ্রাইন্ডিং এবং ফিনিশিং এর জন্য বিভিন্ন ডিস্ক (কাটঅফ হুইল, গ্রাইন্ডিং হুইল, ফ্ল্যাপ ডিস্ক)। |
ক্লেকো ফাস্টেনার |
স্থায়ীভাবে যোগদানের আগে সাময়িকভাবে ধাতুর একাধিক শীট একসাথে রাখা। |
ড্রিল বিট |
শীট ধাতু টুকরা একত্রিত করার জন্য গর্ত তুরপুন; স্ট্যান্ডার্ড এবং মেশিন স্ক্রু বিট অন্তর্ভুক্ত. |
মার্কিং টুলস |
সুনির্দিষ্ট পরিমাপ এবং ধাতুতে চিহ্নিত করার জন্য স্ক্রাইবার, ক্যালিপার এবং ডিভাইডারের মতো সরঞ্জাম। |
নিরাপত্তা সরঞ্জাম |
কর্মীদের নিরাপত্তার জন্য হেলমেট, চশমা, গ্লাভস এবং প্রতিরক্ষামূলক পোশাক। |
হ্যান্ড টুল এমন পরিস্থিতিতে উৎকর্ষ লাভ করে যেখানে নির্ভুলতা এবং কারুকার্যের চেয়ে গতি কম গুরুত্বপূর্ণ। শ্রমিকরা মেশিন সেটআপের সময় এড়াতে এবং দ্রুত সমন্বয় করতে পারে। উদাহরণস্বরূপ, একজন ধাতব কর্মী একটি কাস্টম বক্ররেখা কাটার জন্য গলাবিহীন কাঁচি ব্যবহার করতে পারেন বা একটি সুনির্দিষ্ট প্যাটার্ন তৈরি করতে মার্কিং টুল ব্যবহার করতে পারেন। হ্যান্ড টুলগুলি আরও ভাল প্রতিক্রিয়া এবং নিয়ন্ত্রণের অনুমতি দেয়, যা মেশিনগুলি সর্বদা প্রদান করতে পারে না।
বিস্তারিত, নৈপুণ্য-ভিত্তিক কাজের জন্য হ্যান্ড টুলগুলি অপরিহার্য। তারা প্রতিটি ফ্যাব্রিকেশনের দোকানে সৃজনশীলতা এবং দক্ষতা বিকাশকে সমর্থন করে।
পাওয়ার টুলস এবং মেশিন
পাওয়ার টুলস এবং মেশিনগুলি ধাতুকর্মীরা বড় বা জটিল প্রকল্পগুলি পরিচালনা করার উপায়কে রূপান্তরিত করে। এই সরঞ্জামগুলি গতি এবং উত্পাদনশীলতা বাড়ায়, এগুলি উচ্চ-ভলিউম বা পুনরাবৃত্তিযোগ্য কাজের জন্য সেরা পছন্দ করে। হাইড্রোলিক প্রেস ব্রেক, সিএনসি কাটার এবং স্বয়ংক্রিয় ওয়েল্ডিং সিস্টেমের মতো মেশিনগুলি ধারাবাহিক ফলাফল এবং কঠোর সহনশীলতা প্রদান করে।
মেশিনগুলি উত্পাদনের গতি বাড়িয়ে এবং মানুষের ত্রুটি হ্রাস করে দক্ষতা উন্নত করে। স্বয়ংক্রিয় সিস্টেমগুলি উচ্চ নির্ভুলতার সাথে পুনরাবৃত্তিমূলক কাজগুলি পরিচালনা করে। CNC মেশিন এবং রোবোটিক ওয়েল্ডারগুলি ক্লান্তি ছাড়াই জটিল আকার এবং বড় ব্যাচে কাজ করতে পারে। সুরক্ষা বৈশিষ্ট্য যেমন প্রতিরক্ষামূলক গার্ড এবং স্বয়ংক্রিয় শাটঅফ অপারেটরদের আঘাত থেকে রক্ষা করতে সহায়তা করে।
দৃষ্টিভঙ্গি |
শীট মেটাল ফ্যাব্রিকেশন মেশিন |
শীট মেটাল ফ্যাব্রিকেশনে বেসিক হ্যান্ড টুলস |
উদ্দেশ্য |
বৃহত্তর ভলিউম বা সুনির্দিষ্ট, পুনরাবৃত্তিযোগ্য কাজের জন্য দক্ষ আকার, কাটা এবং গঠন |
ছোট কাজ, প্রোটোটাইপিং বা বিশদ নৈপুণ্য-ভিত্তিক কাজের জন্য ব্যবহৃত হয় |
আয়তন এবং গতি |
উচ্চ ভলিউম এবং দ্রুত উৎপাদনের জন্য উপযুক্ত |
অল্প পরিমাণে বা যখন গতি কম সমালোচনামূলক হয় তখন আরও ব্যবহারিক |
যথার্থতা এবং নিয়ন্ত্রণ |
মেশিনগুলি সামঞ্জস্যপূর্ণ, পুনরাবৃত্তিযোগ্য নির্ভুলতা প্রদান করে |
হ্যান্ড টুলগুলি আরও স্পর্শকাতর নিয়ন্ত্রণ এবং অনুভূতির জন্য অনুমতি দেয় |
অ্যাপ্লিকেশন প্রসঙ্গ |
শিল্প নির্মাণ, ব্যাপক উত্পাদন |
কারুকাজ, প্রোটোটাইপিং, ছোট কাজের দোকান |
মেশিনগুলি উচ্চ-ভলিউম উত্পাদনে পারদর্শী, তবে কাস্টম কাজ এবং সূক্ষ্ম সমন্বয়ের জন্য হ্যান্ড টুলগুলি গুরুত্বপূর্ণ থাকে। একটি সুষম দোকান সর্বোত্তম ফলাফল অর্জন করতে উভয়ই ব্যবহার করে।
নিরাপত্তা এবং পরিমাপ
নিরাপত্তা গিয়ার
শীট মেটাল তৈরিতে তীক্ষ্ণ প্রান্ত, ভারী যন্ত্রপাতি এবং উচ্চ শব্দের পরিবেশ জড়িত। আঘাত থেকে নিজেদের রক্ষা করার জন্য শ্রমিকদের অবশ্যই সঠিক নিরাপত্তা গিয়ার ব্যবহার করতে হবে। সবচেয়ে গুরুত্বপূর্ণ ধরনের ব্যক্তিগত সুরক্ষামূলক সরঞ্জাম (PPE) এর মধ্যে রয়েছে:
গ্লাভস : কাটা, পোড়া এবং ধারালো প্রান্ত থেকে হাত রক্ষা করুন।
ANSI Z87.1 সার্টিফাইড নিরাপত্তা চশমা : উড়ন্ত ধ্বংসাবশেষ এবং স্পার্ক থেকে চোখ রক্ষা করুন।
শ্রবণ সুরক্ষা : ইয়ারপ্লাগ বা কানের পাত্রগুলি কোলাহলপূর্ণ দোকানগুলিতে শ্রবণশক্তি হ্রাসের ঝুঁকি হ্রাস করে। আট ঘণ্টার শিফটে শব্দের মাত্রা ৮৫ ডেসিবেলের বেশি হলে OSHA-এর শ্রবণ সুরক্ষা প্রয়োজন।
রেসপিরেটরি মাস্ক : কাটা, গ্রাইন্ডিং বা ঢালাই করার সময় ধুলো, ধোঁয়া এবং বায়ুবাহিত কণা ফিল্টার করুন।
প্রতিরক্ষামূলক পোশাক : শিখা-প্রতিরোধী জ্যাকেট এবং অ্যাপ্রনগুলি স্পার্ক এবং গরম ধাতু থেকে রক্ষা করে।
চলন্ত যন্ত্রাংশের সাথে দুর্ঘটনাজনিত সংস্পর্শ এড়াতে দোকানগুলিও মেশিন গার্ডিং ব্যবহার করে। গার্ড, হালকা পর্দা, ইন্টারলক এবং জরুরী স্টপ বোতাম শ্রমিকদের নিরাপদ রাখতে সাহায্য করে। লকআউট/ট্যাগআউট (LOTO) পদ্ধতিগুলি রক্ষণাবেক্ষণের সময় শক্তির উত্সগুলিকে বিচ্ছিন্ন করে, বৈদ্যুতিক বা যান্ত্রিক আঘাতের ঝুঁকি হ্রাস করে। ন্যাশনাল ইলেকট্রিক্যাল কোড (NEC) বৈদ্যুতিক নিরাপত্তার জন্য মান নির্ধারণ করে, যখন আমেরিকান ওয়েল্ডিং সোসাইটি (AWS) এবং ISO-এর মতো সংস্থাগুলি নিরাপদ অনুশীলনের জন্য প্রশিক্ষণ এবং সার্টিফিকেশন প্রদান করে।
সঠিক PPE রক্ষণাবেক্ষণ এবং নিয়মিত প্রশিক্ষণ আঘাত প্রতিরোধে গুরুত্বপূর্ণ ভূমিকা পালন করে। পরিষ্কার, ভালভাবে রক্ষণাবেক্ষণ করা গিয়ার আরও ভাল কাজ করে এবং দীর্ঘস্থায়ী হয়। অধ্যয়নগুলি দেখায় যে ব্যাপক মেশিন গার্ডিং এবং নিরাপত্তা প্রশিক্ষণ শিট মেটালের দোকানগুলিতে হাত এবং আঙুলের আঘাতগুলি 90% পর্যন্ত কমাতে পারে।
টিপ: শ্রমিকদের প্রতিটি শিফটের আগে তাদের নিরাপত্তা গিয়ার পরিদর্শন করা উচিত এবং ক্ষতিগ্রস্থ জিনিসগুলি অবিলম্বে প্রতিস্থাপন করা উচিত।
পরিমাপ ডিভাইস
সঠিক পরিমাপ নিশ্চিত করে যে শীট মেটাল অংশগুলি একসাথে ফিট করে এবং ডিজাইন হিসাবে কাজ করে। ফ্যাব্রিকেটাররা পরিমাপের যন্ত্রের একটি পরিসীমা ব্যবহার করে, যার প্রতিটির নিজস্ব স্তরের নির্ভুলতা রয়েছে। সর্বাধিক সাধারণ সরঞ্জামগুলির মধ্যে রয়েছে:
যথার্থ ইস্পাত শাসক : দৈর্ঘ্যের উপর নির্ভর করে 0.001 ইঞ্চি পর্যন্ত নির্ভুলতা প্রদান করুন।
যথার্থ টেপ পরিমাপ : 12 ফুট পর্যন্ত দৈর্ঘ্যের জন্য ±1/32 ইঞ্চি এবং দীর্ঘ পরিমাপের জন্য ±1/16 ইঞ্চি সহনশীলতার অফার করুন।
ক্যালিব্রেটেড স্টিলের শাসক এবং টেপ পরিমাপ : জাতীয় মানগুলির সাথে ট্রেসযোগ্য, এই সরঞ্জামগুলি প্রত্যয়িত নির্ভুলতা এবং নথিভুক্ত বিচ্যুতির সাথে আসে।
মাইক্রোমিটার : হাতে ধরা সরঞ্জামগুলির মধ্যে সর্বোচ্চ নির্ভুলতা সরবরাহ করে। ডিজিটাল, ভার্নিয়ার, ভিতরে, এবং বেঞ্চ মাইক্রোমিটার সাবধানে পরিচালনার প্রয়োজন। ব্যবহারকারীদের অবশ্যই স্পিন্ডল প্লে বাদ দিতে হবে, ডিভাইসকে শূন্য করতে হবে, হালকা চাপ প্রয়োগ করতে হবে এবং সর্বোত্তম ফলাফলের জন্য মুখ পরিমাপ করতে হবে।
নীচের সারণীটি বিভিন্ন শীট ধাতু উপকরণগুলির জন্য সাধারণ সহনশীলতার সীমাগুলি দেখায়:
উপাদানের ধরন |
সাধারণ সহনশীলতা পরিসীমা (ইঞ্চি) |
নোট |
অ্যালুমিনিয়াম অ্যালয় |
±0.010 থেকে ±0.030 |
নরম, আরো নমনীয় |
স্টেইনলেস স্টীল |
±0.005 থেকে ±0.015 |
কঠিন, কঠোর সহনশীলতা প্রয়োজন |
কার্বন ইস্পাত |
±0.015 থেকে ±0.045 |
পরিমিত সহনশীলতা |
কপার অ্যালয় |
±0.008 থেকে ±0.020 |
পরিমিত সহনশীলতা |
টুল ইস্পাত |
±0.002 থেকে ±0.010 |
কঠোরতার কারণে খুব শক্ত সহনশীলতা |
টাইটানিয়াম |
±0.005 থেকে ±0.015 |
উচ্চ শক্তি-থেকে-ওজন অনুপাত |
প্রত্যয়িত পরিমাপ ডিভাইস প্রতিটি প্রকল্পের গুণমান এবং ধারাবাহিকতা বজায় রাখতে সাহায্য করে। নিয়মিত ক্রমাঙ্কন এবং সতর্ক ব্যবহার নিশ্চিত করে যে পরিমাপ সময়ের সাথে সঠিক থাকে।
দ্রষ্টব্য: কাটা বা গঠনের আগে পরিমাপ দুবার চেক করা ব্যয়বহুল ভুল এবং উপাদানের অপচয় রোধ করতে সহায়তা করে।
শীট মেটাল ফ্যাব্রিকেশন সমতল ধাতুকে অনেক শিল্পের জন্য শক্তিশালী, সুনির্দিষ্ট অংশে পরিণত করে। শ্রমিকরা হাতের যন্ত্র এবং মেশিন উভয়ের মাধ্যমে কাটা, গঠন, যোগদান এবং সমাপ্তি পদ্ধতি ব্যবহার করে। প্রতিটি ধাপ বোঝা উচ্চ-মানের পণ্য তৈরি করতে সাহায্য করে। সঠিক কৌশল নির্বাচন করা প্রকল্পের প্রয়োজন, উপাদান বৈশিষ্ট্য এবং উপলব্ধ সরঞ্জামের উপর নির্ভর করে। নতুন প্রযুক্তি, যেমন CNC মেশিন, গতি এবং নির্ভুলতা উন্নত করে। উপাদান নির্বাচন, যেমন ইস্পাত বা অ্যালুমিনিয়াম, খরচ এবং কর্মক্ষমতা প্রভাবিত করে। যত্নশীল পরিকল্পনা নিশ্চিত করে যে শীট মেটাল তৈরি নকশা লক্ষ্য এবং শিল্পের মান পূরণ করে।
FAQ
শীট মেটাল ফ্যাব্রিকেশনে সবচেয়ে সাধারণ কাটিয়া টুল কি?
কাঁচি হল সবচেয়ে সাধারণ কাটিং টুল। শ্রমিকরা পাতলা শীট উপর সোজা কাটা জন্য তাদের ব্যবহার. কাঁচি পরিষ্কার প্রান্ত এবং দ্রুত ফলাফল প্রদান. মোটা বা জটিল আকারের জন্য, প্রযুক্তিবিদরা প্রায়ই করাত বা CNC মেশিন ব্যবহার করেন।
প্রযুক্তিবিদরা কীভাবে তৈরির সময় নিরাপত্তা নিশ্চিত করেন?
প্রযুক্তিবিদরা গ্লাভস, নিরাপত্তা চশমা এবং শ্রবণ সুরক্ষা পরেন। তারা কঠোর দোকানের নিয়ম অনুসরণ করে এবং মেশিন গার্ড ব্যবহার করে। নিয়মিত প্রশিক্ষণ এবং সরঞ্জাম পরীক্ষা আঘাত প্রতিরোধ করতে সাহায্য করে। দোকানগুলি জরুরী স্টপ এবং লকআউট/ট্যাগআউট পদ্ধতিও ব্যবহার করে।
কোন ধাতুগুলি শীট মেটাল তৈরির জন্য সবচেয়ে ভাল কাজ করে?
ইস্পাত, অ্যালুমিনিয়াম, তামা এবং পিতল সবচেয়ে জনপ্রিয় পছন্দ। ইস্পাত শক্তি প্রদান করে। অ্যালুমিনিয়াম ক্ষয় প্রতিরোধ করে এবং কম ওজন করে। কপার ভাল পরিবাহিতা প্রদান করে। ব্রাস একটি আলংকারিক ফিনিস সঙ্গে শক্তি একত্রিত।
কেন ফ্যাব্রিকেটররা সিএনসি মেশিন ব্যবহার করে?
সিএনসি মেশিনগুলি উচ্চ নির্ভুলতার সাথে ধাতু কাটা, বাঁক এবং আকৃতি দেয়। তারা প্রোগ্রাম করা নির্দেশাবলী অনুসরণ করে। সিএনসি মেশিন ত্রুটি কমায় এবং উত্পাদন গতি বাড়ায়। প্রযুক্তিবিদরা এগুলিকে জটিল আকার এবং আঁটসাঁট সহনশীলতার জন্য ব্যবহার করেন।
কোন সমাপ্তি পদ্ধতি ধাতুকে মরিচা থেকে রক্ষা করে?
পাউডার আবরণ ধাতুকে মরিচা ও পরিধান থেকে রক্ষা করে। এটি একটি শক্ত, রঙিন স্তর তৈরি করে। প্রযুক্তিবিদরাও সুরক্ষা এবং চেহারার জন্য পেইন্টিং, অ্যানোডাইজিং এবং ইলেক্ট্রোপ্লেটিং ব্যবহার করেন।
কিভাবে শ্রমিকরা শীট মেটাল অংশে নির্ভুলতা পরিমাপ করে?
শ্রমিকরা ক্যালিপার, মাইক্রোমিটার এবং স্টিল রুলার ব্যবহার করে। তারা বেধ, দৈর্ঘ্য এবং কোণ পরীক্ষা করে। ডিজিটাল গেজ এবং সমন্বয় পরিমাপের মেশিনগুলি জটিল অংশগুলির সাথে সাহায্য করে। ডাবল-চেকিং পরিমাপ ভুল প্রতিরোধ করে।
হ্যান্ড টুল কি বানোয়াট মেশিন প্রতিস্থাপন করতে পারে?
হ্যান্ড টুলগুলি ছোট কাজ, মেরামত এবং বিস্তারিত কাজের জন্য ভাল কাজ করে। মেশিনগুলি বড় ভলিউম এবং জটিল আকারগুলি পরিচালনা করে। বেশিরভাগ দোকান সেরা ফলাফলের জন্য উভয়ই ব্যবহার করে।
ঢালাই এবং riveting মধ্যে প্রধান পার্থক্য কি?
ঢালাই একটি স্থায়ী বন্ধনের জন্য ধাতু টুকরা একসঙ্গে ফিউজ. Riveting ধাতু পিন সঙ্গে শীট যোগদান. ঢালাই শক্তিশালী জয়েন্টগুলি তৈরি করে। অন্ধ সমাবেশ এবং দ্রুত উৎপাদনের জন্য রিভেটিং ভাল কাজ করে।