Fremstilling af metalplader er afhængig af tre hovedteknikkategorier: skæring, formning og sammenføjning. Understøttende trin omfatter efterbehandling og præcis måling. De mest almindelige metoder og værktøjer vises i tabellen nedenfor:
Teknik |
Beskrivelse |
Fælles værktøjer/metoder |
Skæring |
Formning af metal ved at fjerne materiale |
Håndsakse, plasmaskærere, vinkelslibere |
Dannelse |
Bøjning eller strækning af metal i form |
Trykbremse, hammer, engelsk hjul |
Deltager |
Forbindelse af metalstykker |
Svejseudstyr, nittepistoler |
Disse grundlæggende pladefremstillingsteknikker udgør kernen i pladefremstillingsprocessen. Skræddersyede pladefremstillingsprojekter følger ofte de 5 nøgletrin i pladefremstilling: En omfattende vejledning.
5 nøgletrin i fremstilling af metalplader
De 5 nøgletrin i fremstilling af metalplader: en omfattende vejledning, omfatter skæring, formning, sammenføjning, efterbehandling og måling og sikkerhed. Hvert trin bruger specifikke metalfremstillingsteknikker og værktøjer til at omdanne råmaterialer til færdige produkter. De følgende afsnit opdeler disse trin og fremhæver de vigtigste metoder.
Skæring
Skæring er det første skridt i trin til fremstilling af metalplader . Det former metal ved at fjerne materiale ved hjælp af en række grundlæggende pladefremstillingsteknikker. De mest almindelige skæremetoder omfatter klipning, laserskæring, plasmaskæring, vandstråleskæring og savning. Hver metode giver unikke fordele til forskellige applikationer.
Klipning
Klipning bruger to store knive til at skære lige linjer gennem metalplader. Denne teknik er hurtig og effektiv, hvilket gør den ideel til bygge- og infrastrukturprojekter. Klippemaskiner håndterer store mængder og producerer rene, lige snit. Operatører bruger ofte klipning til hurtige job, der ikke kræver indviklede former.
Laserskæring
Laserskæring bruger en fokuseret laserstråle til at skære gennem metal. Denne metode giver høj præcision og hastighed, især for tynde materialer. Laserskæring fungerer godt til højvolumenproduktion og automatiserede systemer. Det er begrænset til materialer op til omkring 5/8 tomme tykke. Mange producenter vælger laserskæring for dens nøjagtighed og rene kanter.
Plasmaskæring
Plasmaskæring bruger hvirvlende gasser og en lysbue til at skære metal. Denne teknik er effektiv til tykkere metaller og giver hurtige skærehastigheder. Plasmaskærere håndterer en række forskellige metaller, herunder stål og aluminium. Operatører vælger plasmaskæring, når de skal behandle tykkere plader hurtigt.
Vandstråleskæring
Vandstråleskæringsprocessen bruger en højtryksstrøm af vand blandet med slibemidler til at skære gennem metal. Vandstråleskæring holder metallet fladt og undgår varmepåvirkede zoner, hvilket gør det ideelt til materialer, der er følsomme over for varme. Vandstråleskæring kan håndtere tykke materialer, herunder stål, keramik og sten. Mange butikker bruger vandstråleskæring til projekter, der kræver præcision uden termisk forvrængning.
Savning
Savning er en af de ældste metalskæringsmetoder. Den producerer lige snit og er velegnet til enkle applikationer. Båndsave og huggesave er almindelige værktøjer til denne teknik. Savning forbliver et pålideligt valg til grundlæggende snit i metalfremstillingsprocessen.
Tip: Præcision er afgørende under skæring. Teknikere bruger avanceret CAD-software og CNC-maskiner til at planlægge og udføre snit, hvilket reducerer fejl og forbedrer sikkerheden.
Dannelse
Formning former metallet til den ønskede geometri. Dette trin omfatter en række metalfremstillingsteknikker, såsom bøjning, stempling, strækning, rulning, dybtrækning, indhak, krympning og beading. Pladeformning er afgørende for at skabe komplekse dele og strukturer.
Bøjning
Bøjning er en kernedel af metalpladeformning. Operatører bruger kantpresser og andre bøjningsteknikker til at skabe vinkler og kurver. Bøjning påfører kraft langs en lige akse og ændrer formen uden at skære eller stanse. Denne metode er almindelig til fremstilling af beslag, kabinetter og bildele. Pladebukning kræver omhyggelig planlægning for at undgå fejl og spild.
Stempling
Stempling bruger højhastighedspresser og matricer til at forme metalplader til bestemte former. Denne teknik er ideel til masseproduktion og snævre tolerancer. Stempling producerer emner som bildøre, maskindele og stålplader. Det er en nøglemetode i de 5 nøgletrin i pladefremstilling: en omfattende guide.
Udstrækning
Stretching trækker metallet for at øge dets overfladeareal. Denne formningsteknik er nyttig til at skabe glatte, buede overflader. Operatører bruger stræk til dele som bilpaneler og flyskind. Udstrækning kræver præcis kontrol for at forhindre rivning eller udtynding.
Rulning
Rulning passerer metalplader gennem ruller for at danne komplekse tværsnitsformer. Denne metode er nøjagtig og effektiv og producerer elementer som tagpaneler, bjælker og opbevaringshylder. Valsning er en vital del af metalpladeformning, især for store strukturelle komponenter.
Dyb tegning
Dybtegning danner hule former ved at trække metalplader ind i en matrice. Denne teknik skaber genstande som dåser, håndvaske og hjelme. Dybtegning er almindeligt i industrier, der har brug for stærke, sømløse dele.
Indhak
Indhak fjerner små sektioner fra kanterne af metalplade. Denne formningsmetode forbereder metallet til yderligere bøjning eller sammenføjning. Udskæring er vigtigt for at passe stykker sammen i samlinger.
Krymper
Krympning reducerer størrelsen af specifikke områder i metalplader. Denne teknik hjælper med at skabe kurver og konturer. Operatører bruger krympning til at justere pasform og finish i tilpassede projekter.
Beading
Beading tilføjer hævede eller indrykkede linjer til metalplader. Denne formningsproces styrker metallet og forbedrer udseendet. Beading er almindelig i dekorative trim og forstærkningsfunktioner.
Bemærk: Håndtering af materialeudvidelse og deformation er en udfordring i formning. Teknikere bruger software som SolidWorks til at beregne mønstre og optimere bøjningssekvenser, hvilket reducerer spild og fejl.
Deltager
Sammenføjning forbinder separate metalstykker for at danne en komplet samling. De vigtigste sammenføjningsteknikker i metalpladefremstilling omfatter svejsning, nitning og klæbende limning. Hver metode byder på forskellige styrker og er valgt ud fra projektets krav.
Svejsning
Svejsning er en permanent sammenføjningsmetode, der smelter metalstykker sammen. Det giver høj belastningsevne og lækagesikre samlinger. Svejsning er velegnet til komplekse former og er meget udbredt i metalfremstillingsprocessen. Operatører skal kontrollere varmen for at forhindre vridning, især i tynde materialer. Metalsvejsning omfatter teknikker som MIG, TIG og lasersvejsning.
Medrivende
Nitning bruger metalbefæstelser til at forbinde plader sammen. Denne teknik skaber stærke, permanente samlinger og giver mulighed for blindmontage. Nitning er omkostningseffektiv og pålidelig, hvilket gør det til et populært valg i mange brancher.
Klæbende limning
Klæbende limning forbinder metalstykker ved hjælp af speciallim. Denne metode er enkel og kan forbinde forskellige materialer. Klæbende limning påvirker ikke metallets fysiske egenskaber. Det giver dog svagere samlinger sammenlignet med svejsning eller nitning.
Kvalitetskontrol er afgørende ved sammenføjning. Operatører bruger klemme, armaturer og automatiserede inspektionssystemer for at sikre stærke, fejlfrie samlinger.
Efterbehandling
Efterbehandling giver metalpladedele deres endelige udseende og beskytter dem mod skader. Dette trin forbedrer holdbarhed, udseende og ydeevne. Teknikere bruger flere metoder til at fjerne skarpe kanter, glatte overflader og påføre beskyttende belægninger.
Afgratning
Afgratning fjerner skarpe kanter og grater efter skæring eller udstansning. Arbejdere bruger håndfiler, afgratningshjul eller specialiserede maskiner. Denne proces forhindrer skader og hjælper dele med at passe glat sammen. Afgratning forbereder også overfladen til yderligere efterbehandlingstrin.
Slibning
Slibning udglatter ru overflader og fjerner overskydende materiale. Operatører bruger vinkelslibere, båndslibere eller bordslibere. Slibning skaber en ensartet overflade og korrigerer mindre ufuldkommenheder. Det er vigtigt at bruge den rigtige korn og teknik for at undgå at beskadige metallet.
Polering
Polering giver metalplader en skinnende, reflekterende finish. Arbejdere bruger polerskiver, polerpuder og specielle forbindelser. Polering forbedrer udseendet og kan også reducere friktionen. Mange dekorative dele, såsom paneler og trim, kræver dette trin.
Belægning
Belægning beskytter metal mod korrosion og slid. Der findes flere belægningsmetoder, hver med sit eget formål. Tabellen nedenfor opsummerer almindelige efterbehandlingsmetoder og deres vigtigste anvendelser:
Efterbehandlingsmetode |
Hovedformål |
Anodisering |
Danner en beskyttende oxidbelægning for at forbedre korrosionsbestandigheden og beskytte mod skader. |
Kemisk formaling |
Ætser dekorative mønstre, logoer eller markeringer på metalpladedele. |
Galvanisering |
Overtræk metaloverflader med et andet metal for at forbedre korrosionsbestandigheden og forbedre udseendet. |
Perlesprængning |
Skaber en mat finish eller fjerner overfladefejl ved at blæse med glasperler. |
Pulverlakering |
Påfører en tør pulverfilm til korrosions- og slidbeskyttelse, giver også en attraktiv farve. |
Flydende maling |
Giver et glat, poleret udseende ved at dække overflader med maling. |
Flammesprøjtning |
Sprayer smeltet metal på opvarmede komponenter for at skabe en glat, færdig overflade. |
Silkescreening |
Påfører silikone blæk for at skabe farverige, dekorative mønstre eller tekst på overfladen. |
Overfladebehandling forbedrer både kvaliteten og levetiden af metalpladedele. Valget af metode afhænger af det ønskede udseende, holdbarhed og pris.
Tip: Omhyggelig håndtering og regelmæssig vedligeholdelse af udstyr hjælper med at forhindre overfladeridser og tilpasningsproblemer under efterbehandling. Brug af beskyttende film og 3D-modelleringssoftware kan også reducere almindelige problemer.
Måling & Sikkerhed
Nøjagtig måling og stærk sikkerhedspraksis sikrer resultater af høj kvalitet ved fremstilling af metalplader. Disse trin hjælper med at forhindre fejl, reducere spild og beskytte medarbejdere.
Måleværktøj
Teknikere bruger en række forskellige værktøjer til at kontrollere dimensioner og tolerancer. Almindelige måleværktøjer omfatter:
Kaliber og mikrometer til præcis tykkelses- og længdekontrol
Målebånd og linealer til generelle mål
Coordinate Measuring Machines (CMM) til komplekse dele med snævre tolerancer
Digitale målere og lasermåleapparater til hurtige, nøjagtige aflæsninger
Dimensionsnøjagtighed er afgørende for korrekt pasform og funktion. Arbejdere dobbelttjekker ofte målene før skæring eller formning. CAD-software, såsom SolidWorks eller Autodesk Fusion 360, hjælper med at indstille og vedligeholde præcise tolerancer gennem hele processen. Regelmæssig kalibrering af måleinstrumenter sikrer pålidelige resultater.
Bemærk: Inspektionsprotokoller på hvert trin – skæring, formning og svejsning – fanger defekter tidligt og reducerer skrotmængden. Førstegangsinspektion og kontinuerlig overvågning hjælper med at opretholde nøjagtigheden, selv når værktøjet slides ned.
Sikkerhedsudstyr
Sikkerhed er fortsat en topprioritet i enhver fabrikationsbutik. Arbejdere bruger personlige værnemidler (PPE) til at beskytte mod skader. Det væsentlige sikkerhedsudstyr inkluderer:
Handsker til at beskytte hænderne mod skarpe kanter og varme overflader
Sikkerhedsbriller eller ansigtsskærme for at forhindre øjenskader
Høreværn i støjende omgivelser
Åndedrætsværn eller masker ved arbejde med støv eller dampe
Hjelme og beskyttelsestøj til svejseopgaver
Butikker håndhæver strenge sikkerhedsprotokoller og sørger for regelmæssig træning. Maskinbeskyttelse, nødstop og lockout/tagout-procedurer forhindrer ulykker med udstyr i bevægelse. God rengøring, ordentlige løfteteknikker og tilstrækkelig ventilation reducerer yderligere risici.
Regelmæssig vedligeholdelse af udstyr, kvalificeret personale og overholdelse af industristandarder som ISO 9001 og AWS D1.1 sikrer både sikkerhed og kvalitet. Disse fremgangsmåder minimerer spild, forebygger skader og hjælper med at levere pålidelige produkter af høj kvalitet.
Pladefremstillingsteknikker
Skæremetoder
Skæring er det første store trin i de fleste pladefremstillingsprocesser. Teknikere bruger en række forskellige pladeskæringsteknikker til at adskille, forme eller dimensionere metalplader. Hver metode tilbyder unikke tolerancer og fungerer bedst med bestemte materialetykkelser. Tabellen nedenfor sammenligner de mest almindelige skæremetoder:
Skæremetode |
Typiske tolerancer (mm) |
Materialetykkelsesområde (mm) |
Nøglekarakteristika og noter |
Vandstråleskæring |
±0,03 til ±0,08 |
Op til 200 |
Mest nøjagtige metode; koldskæring eliminerer termisk forvrængning; ensartet præcision på tværs af tykkelser. |
Laserskæring |
±0,05 til ±0,1 |
Op til 25-30 |
Hurtig behandling; fremragende nøjagtighed på tynde til mellemstore materialer; termisk forvrængning kan påvirke tykke sektioner. |
Plasmaskæring |
±0,5 til ±1,5 |
100+ |
Velegnet til tykke materialer; løsere tolerancer; højhastighedsskæring til strukturelle applikationer. |
Mekanisk klipning |
±0,1 til ±0,5 |
Op til 12 |
Omkostningseffektiv til lige snit; moderat præcision; begrænset tykkelsesevne. |
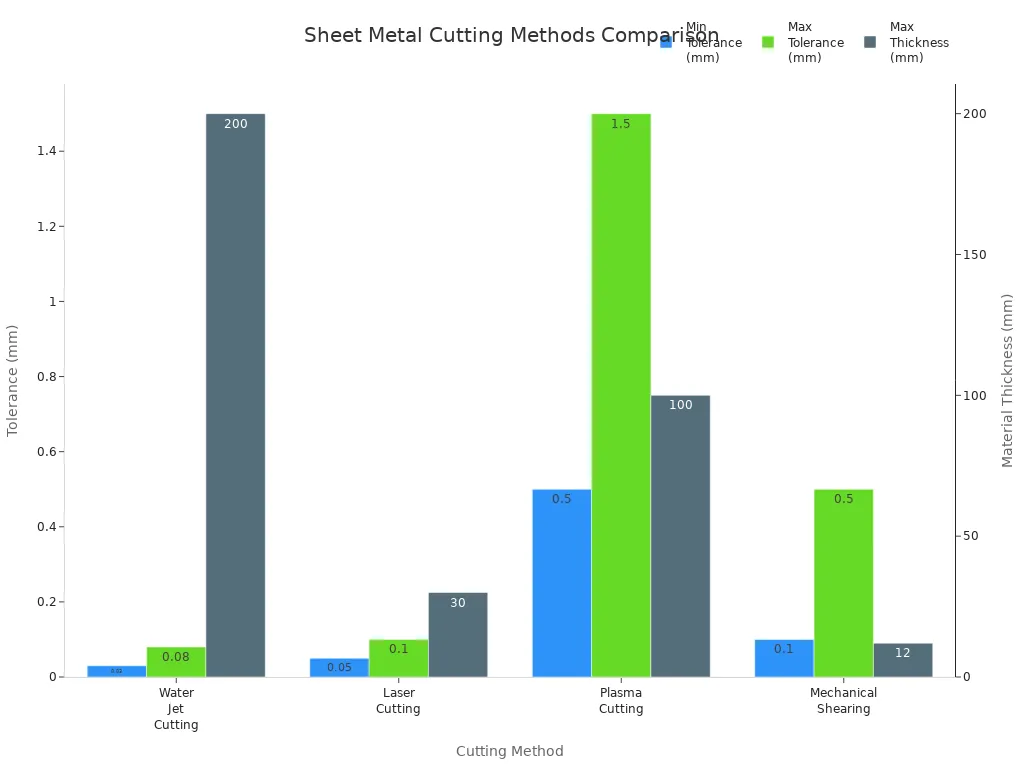
Vandstråleskæring giver den højeste præcision og fungerer godt til tykke materialer. Laserskæring giver hastighed og nøjagtighed til tynde til mellemstore ark. Plasmaskæring håndterer tykke metaller hurtigt, dog med mindre præcision. Mekanisk klipning forbliver omkostningseffektiv til lige snit på tyndere plader. Disse skæreteknikker danner grundlaget for mange metalfremstillingsteknikker.
Tip: Valg af den rigtige skæremetode afhænger af den nødvendige tolerance, materialetykkelse og projektbudget.
Formningsmetoder
Formning forvandler flade metalplader til tredimensionelle former. Pladeformningsteknikker omfatter en bred vifte af processer, der hver især er egnede til specifikke former og materialer. Tabellen nedenfor viser de mest almindelige formningsmetoder og de materialer, der er bedst egnede til hver:
Formningsmetode |
Beskrivelse |
Egnede materialer |
Tryk på bremse |
Bruger en V-formet matrice til at bøje metalplader, hvilket skaber præcise folder og kasselignende strukturer. |
Stål, aluminium, messing |
Slip rullende |
Fører metalplader mellem ruller for at danne kegler og cylindre gennem koldvalsning. |
Stål, aluminium, kobber |
Stempling |
Højvolumen koldformning ved hjælp af matricer og stanser til at forme dele med huller, flanger, prægninger. |
Stål, aluminium, messing |
Afbrænding (Flanging) |
Danner udstrakte eller flangede kanter til læber eller forstærkning. |
Stål, aluminium |
Prægning |
Skaber hævede eller forsænkede designs på metalpladeoverflader. |
Stål, aluminium, kobber |
Afskærmning |
Danner vinklede slidser eller ventilationsåbninger til ventilation eller æstetik. |
Stål, aluminium |
Udmøntning |
Bruger ekstremt pres til at skabe detaljerede indtryk. |
Stål, Messing |
Spinning |
Former metal på en roterende dorn for at producere hule, aksialt symmetriske dele. |
Aluminium, stål |
Rulleformning |
Bøjer metalplader gradvist gennem ruller for at danne lange bøjninger eller kurver. |
Stål, aluminium |
Bøjning skiller sig ud som den mest anvendte formningsproces. Operatører bruger kantpresser til at skabe V-, U- og kanalformer. Tegning strækker metal til matricer til dybe, komplekse dele som bilpaneler. Curling danner rullede kanter for at fjerne skarphed og forbedre sikkerheden. Stempling inkluderer deep draw, fourslide, hydroformning, blanking, coining og prægning. Hver formningsteknik former metallet til dets endelige brug.
Stål, aluminium, kobber og messing er de mest almindelige materialer til metalpladeformning. Stål giver styrke og holdbarhed. Aluminium er let og modstår korrosion. Kobber giver fremragende ledningsevne og formbarhed. Messing kombinerer styrke med en dekorativ finish.
Bemærk: Valg af den rigtige formningsmetode og -materiale sikrer, at den færdige del opfylder kravene til styrke, udseende og omkostninger.
Sammenføjningsmetoder
Sammenføjningsmetoder forbinder separate metalstykker til en enkelt samling. De mest almindelige fremstillingsteknikker til sammenføjning omfatter svejsning, mekanisk fastgørelse, foldesamlinger, clinching og klæbende limning. Tabellen nedenfor opsummerer disse sammenføjningsteknikker:
Sammenføjningsmetode |
Styrke |
Typiske anvendelsestilfælde |
Begrænsninger |
Svejsning |
Høj |
Permanente, højstyrke samlinger i bilindustrien, industrimaskiner, rumfart |
Kræver kvalificeret arbejdskraft, varme kan forvrænge tynde metaller |
Mekanisk fastgørelse |
Moderat |
Aftagelige samlinger, samlebånd, HVAC, apparatfremstilling |
Tilføjer vægt, kan påvirke æstetikken, svagere end svejsning |
Foldesamlinger |
Lav til moderat |
Letvægts, visuelt rene forbindelser, HVAC-kanaler, kabinetter, ikke-bærende bilpaneler |
Begrænset til tynde metaller, mindre stærke end svejsning, kræver præcis bøjning |
Klinker |
Moderat |
Højvolumen fremstilling, HVAC, letvægtssamlinger |
Begrænset styrke, ikke til højstressanvendelser |
Klæbende limning |
Lav til moderat |
Sammenføjning af uens metaller, glatte overflader, lette strukturer |
Lavere styrke, miljøfølsom, længere hærdetid |
Svejsning skaber stærke, permanente samlinger og er afgørende i bilindustrien og industrielle applikationer. Mekanisk fastgørelse bruger skruer, bolte eller nitter til aftagelige forbindelser. Foldesamlinger og clinching fungerer godt til letvægtssamlinger og HVAC-kanaler. Klæbende limning forbinder uens metaller og giver glatte finish, selvom det giver mindre styrke end svejsning.
Teknikere kombinerer ofte sammenføjningsteknikker for at balancere styrke, udseende og produktionshastighed i metalfremstillingsprocessen.
Efterbehandlingsmetoder
Efterbehandlingsmetoder giver metalpladedele deres endelige udseende og beskytter dem mod beskadigelse. Disse teknikker forbedrer holdbarhed, sikkerhed og visuel appel. Arbejderne vælger efterbehandlingsmetoder baseret på delens funktion, miljøet og det ønskede udseende.
Almindelige efterbehandlingsmetoder i metalpladefremstilling:
Afgratning
Afgratning fjerner skarpe kanter og små metalfragmenter, der er tilbage efter skæring eller udstansning. Arbejdere bruger håndfiler, afgratningshjul eller maskiner til denne proces. Afgratning gør dele mere sikre at håndtere og forbereder overflader til yderligere efterbehandling.
Slibning
Slibning udglatter ru overflader og fjerner overskydende materiale. Operatører bruger vinkelslibere, båndslibere eller bordslibere. Slibning skaber en ensartet overflade og korrigerer små ufuldkommenheder. Dette trin er vigtigt for dele, der har brug for en ren, jævn finish.
Polering
Polering giver metalplader en skinnende, reflekterende overflade. Arbejdere bruger polerskiver, polerpuder og specielle forbindelser. Polering forbedrer udseendet af dele og kan også reducere friktionen. Mange dekorative eller synlige dele kræver dette trin.
Coating
Coating beskytter metal mod korrosion, fugt og slid. Der findes flere belægningsmetoder. Hver tilbyder forskellige fordele:
Belægningsmetode |
Hovedfordel |
Typisk brug |
Pulverlakering |
Holdbar, farverig finish |
Hvidevarer, bildele |
Anodisering |
Korrosionsbestandighed, hård overflade |
Aluminium dele |
Galvanisering |
Skinnende, beskyttende metallag |
Dekorative genstande, hardware |
Maleri |
Glat, farverigt udseende |
Paneler, indhegninger |
Pulvercoating bruger tørt pulver og varme til at skabe et sejt, farverigt lag. Anodisering danner et beskyttende oxidlag, for det meste på aluminium. Galvanisering dækker metallet med et andet metal, såsom krom eller nikkel. Maling tilføjer farve og beskytter overfladen.
Perleblæsning
Perleblæsning bruger små glasperler skudt med høj hastighed til at rense og strukturere overfladen. Denne metode fjerner ufuldkommenheder og skaber en mat finish. Arbejdere bruger ofte perleblæsning før maling eller belægning.
Tip: Valg af den rigtige efterbehandlingsmetode afhænger af delens brug, typen af metal og den nødvendige holdbarhed. Korrekt efterbehandling forlænger pladeprodukternes levetid og forbedrer deres ydeevne.
Efterbehandlingsmetoder spiller en nøglerolle i pladefremstillingsprocessen. De sikrer, at dele ser godt ud, holder længere og opfylder sikkerhedsstandarderne. Dygtige teknikere vælger og anvender disse metoder for at opnå de bedste resultater for hvert projekt.
Væsentlige værktøjer
Skæreværktøj
Pladefremstilling begynder med skærende værktøjer. Disse værktøjer former og størrelse metalplader til senere trin. Hvert værktøj tjener et bestemt formål.
Saks
Saksen laver lige snit på flade plader. Operatører bruger guillotineskærere til gentagne opgaver med stort volumen. Klipning fungerer bedst til tyndere materialer og giver rene kanter. Dette værktøj er vigtigt for at forberede metal før formning.
Save
Save håndterer tykkere eller hårdere metaller. Båndsave og elektriske metalsave skærer lige linjer gennem stablede plader. Rullesave hjælper med indviklede designs. Stempelsave skærer rør og profiler. Hver savtype matcher et forskelligt skærebehov.
Klip
Klip ligner kraftige sakse. Blikskær skærer lige linjer og lette kurver i tynde plader. Luftfartsklipper giver mulighed for mere detaljerede kurver og cirkler. Arbejdere bruger snips til små eller kunstneriske projekter.
CNC maskiner
CNC-maskiner automatiserer skæring med høj præcision. Laserskærere, plasmaskærere og vandstråleskærere falder ind under denne kategori. Disse maskiner håndterer komplekse former og snævre tolerancer. CNC-teknologi forbedrer hastighed og nøjagtighed i skæreprocessen.
Tip: Vinkelslibere og metalnibblere spiller også en rolle ved skæring, slibning og polering. De tilbyder alsidighed til både groft og fint arbejde.
Formningsværktøjer
Formeværktøjer former fladt metal til tredimensionelle dele. Dette trin omfatter bøjning, strækning, stempling og rulning. Hvert værktøj understøtter en anden formgivningsmetode.
Tryk bremser
Kantpresser udfører kantpressebøjning. Operatører bruger disse maskiner til at skabe præcise vinkler og folder. Kantbremser udøver kraft langs en lige akse, hvilket gør dem ideelle til at bøje beslag, kabinetter og paneler. Mekaniske og hydrauliske presser tilbyder forskellige hastigheds- og kraftmuligheder.
Rullemaskiner
Valsemaskiner passerer metalplader mellem valser. Denne proces danner kegler, cylindre og buede former. Slip rolling fungerer godt til stål, aluminium og kobber. Rulleformningslinjer håndterer lange, kontinuerlige bøjninger til bjælker og paneler.
Hammere og dukker
Hammere og dukker hjælper med manuel formning. Arbejdere bruger dem til at strække, krympe og forme kurver. Disse værktøjer giver mulighed for detaljerede justeringer og tilpasset arbejde. Engelske hjul hjælper også med at danne glatte, buede overflader.
Bemærk: Formeværktøjer omfatter stanse- og matricesæt til stansning og hulning. Hver formningsteknik kræver det rigtige værktøj for nøjagtighed og effektivitet.
Sammenføjningsværktøjer
Sammenføjningsværktøj forbinder separate metalstykker. De vigtigste sammenføjningsmetoder omfatter svejsning, nitning og klæbende limning.
Svejseudstyr
Svejsemaskiner, såsom TIG- og MIG-svejsere, skaber stærke, permanente bindinger. Disse maskiner tillader præcis kontrol over varme og fyldmateriale. Svejsning opretholder den strukturelle integritet af metalsamlinger. Operatører bruger svejsning i bil-, industri- og reparationsprojekter.
Nittepistoler
Nittepistoler fastgør metalplader sammen med metalstifter. Nitning tilbyder en pålidelig og omkostningseffektiv sammenføjningsmetode. Dette værktøj fungerer godt til blindmontage og højvolumenproduktion.
Klæbende værktøjer
Klæbende værktøjer anvender specialiserede lim til limning af metal. Denne metode forbinder uens materialer og skaber glatte finish. Limning er enkel, men giver svagere samlinger end svejsning eller nitning.
Teknikere bruger ofte fastgørelseselementer, trådskærere og markeringsværktøjer under sammenføjning og efterbehandling. Disse værktøjer sikrer nøjagtig montering og sikre forbindelser.
Efterbehandlingsværktøjer
Efterbehandlingsværktøjer giver metalpladedele deres endelige udseende og beskytter dem mod beskadigelse. Disse værktøjer hjælper med at skabe glatte, sikre og attraktive overflader. Arbejdere bruger efterbehandlingsværktøjer efter skæring, formning og sammenføjning.
Kværne
Slibemaskiner fjerner ru kanter, svejseperler og overfladefejl fra metalplader. De hjælper med at skabe en ensartet finish og forberede dele til maling eller belægning. Arbejderne vælger mellem flere typer kværne:
Vinkelslibere : Disse værktøjer bruger roterende slibeskiver. De fungerer godt til at udglatte svejsninger og rense kanter.
Bænkslibere : Disse stationære maskiner har to slibeskiver. Arbejdere bruger dem til at slibe værktøjer og udglatte små dele.
Båndslibere : Disse maskiner bruger et kontinuerligt slibebånd. De hjælper med store, flade overflader og kan hurtigt fjerne materiale.
Operatører vælger den rigtige slibemaskine baseret på opgavestørrelsen og metaltypen. De bruger ofte forskellige kornstørrelser for at opnå den ønskede finish. Grove gryn fjerner materiale hurtigt, mens fine gryn skaber en glattere overflade.
Tip: Bær altid sikkerhedsbriller og handsker, når du bruger kværne. Gnister og metalfragmenter kan forårsage skader.
Polere
Polermaskiner giver metalplader en skinnende, reflekterende finish. De fjerner fine ridser og får delene til at se rene og professionelle ud. Polermaskiner bruger bløde hjul eller puder med polerblandinger. Disse forbindelser hjælper med at glatte overfladen og få en klar glans frem.
Almindelige typer polermaskiner omfatter:
Roterende polermaskiner : Disse værktøjer drejer en blød pude i cirkler. De fungerer godt til flade og buede overflader.
Orbital polermaskiner : Disse maskiner flytter puden i små baner. De reducerer hvirvelmærker og hjælper med at opnå en jævn finish.
Arbejdere polerer ofte dekorative paneler, trim og synlige dele. De kan bruge flere poleringstrin, begyndende med en grov blanding og afslutte med en fin. Korrekt polering forbedrer både udseendet og korrosionsbestandigheden.
Bemærk: Rengør overfladen før polering. Snavs eller snavs kan ridse metallet og ødelægge finishen.
Belægningsudstyr
Belægningsudstyr beskytter metalplader mod rust, fugt og slid. Det tilføjer også farve og forbedrer udseendet. Der findes flere typer belægningsudstyr:
Udstyrstype |
Hovedanvendelse |
Almindelige belægninger |
Sprøjtepistoler |
Påfør maling eller flydende belægninger |
Maling, emalje, lak |
Pulverlakeringspistoler |
Påfør tørre pulverlakeringer |
Pulverlakering |
Dyptanke |
Nedsænk dele i væske |
Plettering, anodisering |
Sprøjtepistoler bruger trykluft til at påføre et tyndt, jævnt lag maling. Pulverbelægningspistoler bruger elektricitet til at klæbe pulver til metallet, som derefter bliver bagt på. Dyptanke dækker dele ved at dyppe dem i et væskebad.
Operatører vælger det rigtige udstyr baseret på belægningstype og delstørrelse. Korrekt belægning forlænger pladeprodukternes levetid og holder dem til at se nye ud.
Brug af de korrekte efterbehandlingsværktøjer sikrer, at hver pladedel opfylder kvalitets- og sikkerhedsstandarder. Dygtige medarbejdere ved, hvordan de skal vælge og bruge disse værktøjer for at opnå de bedste resultater.
Håndværktøj vs. maskiner
Grundlæggende håndværktøj
Grundlæggende håndværktøj giver metalarbejdere direkte kontrol over fremstillingsprocessen. Disse værktøjer giver mulighed for en praktisk tilgang, hvilket gør dem ideelle til små opgaver, prototyper og detaljeret arbejde. Faglærte arbejdere foretrækker ofte håndværktøj, når de skal mærke materialet og foretage præcise justeringer. Håndværktøjer hjælper også med at lære gode butiksvaner og understøtte videndeling blandt teammedlemmer.
Værktøjsnavn |
Typisk anvendelse |
Trådskærere |
Klipning af flossede ender og trimning af bits fra metalplader. |
Halsløs saks |
At lave buede, uregelmæssige eller lige snit på metal; tillader fri bevægelse af metal omkring bladet. |
Vinkelsliber |
Polering, skæring og slibning af metal; alsidigt håndholdt elværktøj. |
Vinkelsliberskiver |
Forskellige skiver (skæreskiver, slibeskiver, klapskiver) til skæring, slibning og efterbehandling. |
Cleco Fasteners |
Midlertidigt at holde flere metalplader sammen før permanent sammenføjning. |
Borebits |
Bore huller til at kombinere stykker af metalplader; inkluderer standard- og maskinskruebits. |
Markeringsværktøjer |
Værktøjer som skydeskive, skydelære og skillevægge til præcis måling og mærkning på metal. |
Sikkerhedsudstyr |
Hjelme, briller, handsker og beskyttelsestøj for arbejdernes sikkerhed. |
Håndværktøj udmærker sig i situationer, hvor hastighed er mindre vigtig end nøjagtighed og håndværk. Arbejdere kan undgå maskinopsætningstid og foretage hurtige justeringer. For eksempel kan en metalarbejder bruge en halsløs saks til at skære en tilpasset kurve eller markere værktøjer til at udlægge et præcist mønster. Håndværktøj giver også mulighed for bedre feedback og kontrol, hvilket maskiner ikke altid kan give.
Håndværktøj er fortsat afgørende for detaljeret, håndværksorienteret arbejde. De understøtter kreativitet og kompetenceudvikling i enhver fabrikationsbutik.
Elværktøj og maskiner
Elværktøj og maskiner ændrer måden, metalarbejdere håndterer store eller komplekse projekter på. Disse værktøjer øger hastigheden og produktiviteten, hvilket gør dem til det bedste valg til store mængder eller gentagelige opgaver. Maskiner såsom hydrauliske kantpresser, CNC-skærere og automatiserede svejsesystemer leverer ensartede resultater og snævre tolerancer.
Maskiner forbedrer effektiviteten ved at øge produktionshastigheden og reducere menneskelige fejl. Automatiserede systemer håndterer gentagne opgaver med høj præcision. CNC-maskiner og robotsvejsere kan arbejde på komplekse former og store partier uden at blive træt. Sikkerhedsfunktioner såsom beskyttelsesskærme og automatiske slukning hjælper med at beskytte operatører mod skader.
Aspekt |
Maskiner til pladefremstilling |
Grundlæggende håndværktøj til fremstilling af metalplader |
Formål |
Effektiv formning, skæring og formning til større volumener eller præcist, gentageligt arbejde |
Bruges til mindre opgaver, prototyping eller detaljeret håndværksorienteret arbejde |
Lydstyrke og hastighed |
Velegnet til høj volumen og hurtigere produktion |
Mere praktisk til små mængder, eller når hastigheden er mindre kritisk |
Præcision og kontrol |
Maskiner giver ensartet, gentagelig præcision |
Håndværktøj giver mulighed for mere taktil kontrol og følelse |
Ansøgningskontekst |
Industriel fremstilling, masseproduktion |
Håndværk, prototyping, små jobbutikker |
Maskiner udmærker sig i højvolumenproduktion, men håndværktøj er fortsat afgørende for specialarbejde og finjusteringer. En afbalanceret butik bruger begge dele for at opnå de bedste resultater.
Sikkerhed og måling
Sikkerhedsudstyr
Pladefremstilling involverer skarpe kanter, tungt maskineri og støjende miljøer. Arbejdstagere skal bruge det rigtige sikkerhedsudstyr for at beskytte sig selv mod skader. De vigtigste typer af personlige værnemidler (PPE) omfatter:
Handsker : Beskyt hænderne mod snitsår, forbrændinger og skarpe kanter.
ANSI Z87.1-certificerede sikkerhedsbriller : Beskyt øjnene mod flyvende affald og gnister.
Høreværn : Ørepropper eller høreværn reducerer risikoen for høretab i støjende butikker. OSHA kræver høreværn, når støjniveauet overstiger 85 decibel over en otte-timers vagt.
Åndedrætsmasker : Filtrer støv, dampe og luftbårne partikler fra under skæring, slibning eller svejsning.
Beskyttelsesbeklædning : Flammesikre jakker og forklæder beskytter mod gnister og varmt metal.
Butikker bruger også maskinbeskyttelse for at forhindre utilsigtet kontakt med bevægelige dele. Afskærmninger, lysgardiner, interlocks og nødstopknapper hjælper med at holde arbejderne sikre. Lockout/tagout (LOTO) procedurer isolerer energikilder under vedligeholdelse, hvilket reducerer risikoen for elektriske eller mekaniske skader. National Electrical Code (NEC) sætter standarder for elektrisk sikkerhed, mens organisationer som American Welding Society (AWS) og ISO giver uddannelse og certificering for sikker praksis.
Korrekt vedligeholdelse af PPE og regelmæssig træning spiller en nøglerolle i forebyggelse af skader. Rent, velholdt gear fungerer bedre og holder længere. Undersøgelser viser, at omfattende maskinbevogtning og sikkerhedstræning kan reducere hånd- og fingerskader med op til 90 % i pladeværksteder.
Tip: Arbejdere bør inspicere deres sikkerhedsudstyr før hvert skift og udskifte beskadigede genstande med det samme.
Måleapparater
Nøjagtig måling sikrer, at metalpladedele passer sammen og fungerer som designet. Fabrikatorer bruger en række måleinstrumenter, hver med sit eget præcisionsniveau. De mest almindelige værktøjer omfatter:
Præcisionsstållinealer : Giver en nøjagtighed på op til 0,001 tommer, afhængigt af længden.
Præcisionsmålebånd : Tilbyder tolerancer på ±1/32 tomme for længder op til 12 fod og ±1/16 tomme for længere mål.
Kalibrerede stållinealer og målebånd : Disse værktøjer kan spores til nationale standarder og leveres med certificeret nøjagtighed og dokumenterede afvigelser.
Mikrometre : Leverer den højeste nøjagtighed blandt håndholdte værktøjer. Digitale, vernier-, indvendige og bænkmikrometre kræver omhyggelig håndtering. Brugere skal eliminere spindelspil, nulstille enheden, påføre let tryk og holde måleflader rene for de bedste resultater.
Tabellen nedenfor viser typiske toleranceintervaller for forskellige metalpladematerialer:
Materiale Type |
Typisk toleranceområde (tommer) |
Noter |
Aluminiumslegeringer |
±0,010 til ±0,030 |
Blødere, mere formbar |
Rustfrit stål |
±0,005 til ±0,015 |
Hårdere, kræver snævrere tolerancer |
Kulstofstål |
±0,015 til ±0,045 |
Moderat tolerance |
Kobberlegeringer |
±0,008 til ±0,020 |
Moderat tolerance |
Værktøjsstål |
±0,002 til ±0,010 |
Meget snævre tolerancer på grund af hårdhed |
Titanium |
±0,005 til ±0,015 |
Høj styrke-til-vægt-forhold |
Certificerede måleenheder hjælper med at opretholde kvalitet og konsistens i hvert projekt. Regelmæssig kalibrering og omhyggelig brug sikrer, at målingerne forbliver nøjagtige over tid.
Bemærk: Dobbelttjek af målinger før skæring eller formning hjælper med at forhindre dyre fejl og materialespild.
Pladefremstilling former fladt metal til stærke, præcise dele til mange industrier. Arbejdere bruger skære-, form-, sammenføjnings- og efterbehandlingsmetoder med både håndværktøj og maskiner. At forstå hvert trin hjælper med at skabe produkter af høj kvalitet. Valg af den rigtige teknik afhænger af projektets behov, materialeegenskaber og tilgængeligt udstyr. Ny teknologi, som CNC-maskiner, forbedrer hastighed og nøjagtighed. Materialevalg, såsom stål eller aluminium, påvirker omkostninger og ydeevne. Omhyggelig planlægning sikrer, at metalpladefremstilling opfylder designmål og industristandarder.
FAQ
Hvad er det mest almindelige skæreværktøj i metalpladefremstilling?
Saks er det mest almindelige skæreværktøj. Arbejdere bruger dem til lige snit på tynde plader. Saks giver rene kanter og hurtige resultater. Til tykkere eller komplekse former bruger teknikere ofte save eller CNC-maskiner.
Hvordan sikrer teknikere sikkerhed under fremstillingen?
Teknikere bærer handsker, sikkerhedsbriller og høreværn. De følger strenge butiksregler og bruger maskinværn. Regelmæssig træning og udstyrstjek hjælper med at forhindre skader. Butikker bruger også nødstop og lockout/tagout-procedurer.
Hvilke metaller fungerer bedst til pladefremstilling?
Stål, aluminium, kobber og messing er de mest populære valg. Stål giver styrke. Aluminium modstår korrosion og vejer mindre. Kobber giver god ledningsevne. Messing kombinerer styrke med en dekorativ finish.
Hvorfor bruger fabrikanter CNC-maskiner?
CNC-maskiner skærer, bøjer og former metal med høj præcision. De følger programmerede instruktioner. CNC-maskiner reducerer fejl og fremskynder produktionen. Teknikere bruger dem til komplekse former og snævre tolerancer.
Hvilken efterbehandlingsmetode beskytter metal mod rust?
Pulverlakering beskytter metal mod rust og slid. Det skaber et sejt, farverigt lag. Teknikere bruger også maling, anodisering og galvanisering til beskyttelse og udseende.
Hvordan måler arbejdere nøjagtighed i metalpladedele?
Arbejdere bruger skydelære, mikrometer og stållinealer. De kontrollerer tykkelse, længde og vinkler. Digitale målere og koordinatmålemaskiner hjælper med komplekse dele. Dobbelttjek af målinger forhindrer fejl.
Kan håndværktøj erstatte maskiner i fremstillingen?
Håndværktøj fungerer godt til småopgaver, reparationer og detaljeret arbejde. Maskiner håndterer store volumener og komplekse former. De fleste butikker bruger begge for de bedste resultater.
Hvad er den største forskel mellem svejsning og nitning?
Svejsning smelter metalstykker sammen for en permanent binding. Nitning forbinder plader med metalstifter. Svejsning skaber stærkere samlinger. Nitning fungerer godt til blindmontage og hurtig produktion.










