ການຜະລິດໂລຫະແຜ່ນແມ່ນອີງໃສ່ສາມປະເພດເຕັກນິກຕົ້ນຕໍ: ການຕັດ, ກອບເປັນຈໍານວນ, ແລະເຂົ້າຮ່ວມ. ຂັ້ນຕອນທີ່ສະຫນັບສະຫນູນປະກອບມີການສໍາເລັດຮູບແລະການວັດແທກທີ່ຊັດເຈນ. ວິທີການແລະເຄື່ອງມືທົ່ວໄປທີ່ສຸດປາກົດຢູ່ໃນຕາຕະລາງຂ້າງລຸ່ມນີ້:
ເຕັກນິກ |
ລາຍລະອຽດ |
ເຄື່ອງມື/ວິທີການທົ່ວໄປ |
ການຕັດ |
ຮູບຮ່າງຂອງໂລຫະໂດຍການຖອດວັດສະດຸ |
ເຄື່ອງຕັດດ້ວຍມື, ເຄື່ອງຕັດ plasma, ເຄື່ອງຕັດມຸມ |
ກອບເປັນຈໍານວນ |
ງໍຫຼືຍືດໂລຫະເຂົ້າໄປໃນຮູບຮ່າງ |
ກົດຫ້າມລໍ້, hammer, ລໍ້ພາສາອັງກິດ |
ເຂົ້າຮ່ວມ |
ເຊື່ອມຕໍ່ຊິ້ນສ່ວນໂລຫະເຂົ້າກັນ |
ອຸປະກອນການເຊື່ອມ, ປືນ rivet |
ເຕັກນິກການຜະລິດໂລຫະແຜ່ນພື້ນຖານເຫຼົ່ານີ້ປະກອບເປັນຫຼັກຂອງຂະບວນການຜະລິດໂລຫະແຜ່ນ. ໂຄງການຜະລິດແຜ່ນໂລຫະແບບກຳນົດເອງມັກຈະປະຕິບັດຕາມ 5 ຂັ້ນຕອນຫຼັກໃນການຜະລິດໂລຫະແຜ່ນ: ຄູ່ມືທີ່ສົມບູນແບບ.
5 ຂັ້ນຕອນທີ່ສໍາຄັນໃນການຜະລິດແຜ່ນໂລຫະ
5 ຂັ້ນຕອນທີ່ສໍາຄັນໃນການຜະລິດໂລຫະແຜ່ນ: ຄູ່ມືທີ່ສົມບູນແບບ, ປະກອບມີການຕັດ, ກອບເປັນຈໍານວນ, ເຂົ້າຮ່ວມ, ສໍາເລັດຮູບ, ແລະການວັດແທກຄວາມປອດໄພ. ແຕ່ລະບາດກ້າວນຳໃຊ້ເຕັກນິກ ແລະ ເຄື່ອງມືການຜະລິດໂລຫະສະເພາະເພື່ອຫັນເປັນວັດຖຸດິບເປັນຜະລິດຕະພັນສຳເລັດຮູບ. ພາກສ່ວນຕໍ່ໄປນີ້ແຍກຂັ້ນຕອນເຫຼົ່ານີ້ແລະເນັ້ນໃສ່ວິທີການທີ່ສໍາຄັນທີ່ສຸດ.
ການຕັດ
ການຕັດແມ່ນຂັ້ນຕອນທໍາອິດໃນ ຂັ້ນຕອນຂະບວນການຜະລິດໂລຫະແຜ່ນ . ມັນສ້າງຮູບຮ່າງຂອງໂລຫະໂດຍການຖອດວັດສະດຸ, ນໍາໃຊ້ເຕັກນິກການຜະລິດໂລຫະແຜ່ນພື້ນຖານ. ວິທີການຕັດທົ່ວໄປທີ່ສຸດປະກອບມີການຕັດ, ຕັດດ້ວຍເລເຊີ, ຕັດ plasma, ຕັດ waterjet, ແລະ sawing. ແຕ່ລະວິທີສະເຫນີຂໍ້ໄດ້ປຽບທີ່ເປັນເອກະລັກສໍາລັບຄໍາຮ້ອງສະຫມັກທີ່ແຕກຕ່າງກັນ.
ຕັດ
ການຂັດແມ່ນໃຊ້ໃບມີດໃຫຍ່ສອງໃບເພື່ອຕັດເສັ້ນຊື່ຜ່ານໂລຫະແຜ່ນ. ເຕັກນິກນີ້ແມ່ນໄວແລະມີປະສິດທິພາບ, ເຮັດໃຫ້ມັນເຫມາະສົມສໍາລັບໂຄງການກໍ່ສ້າງແລະພື້ນຖານໂຄງລ່າງ. ເຄື່ອງຕັດຕັດມີປະລິມານສູງແລະຜະລິດການຕັດທີ່ສະອາດ, ຊື່. ຜູ້ປະຕິບັດງານມັກຈະໃຊ້ການຕັດສໍາລັບວຽກທີ່ລວດໄວທີ່ບໍ່ຕ້ອງການຮູບຮ່າງທີ່ສັບສົນ.
ການຕັດເລເຊີ
ການຕັດດ້ວຍເລເຊີໃຊ້ເລເຊີທີ່ສຸມໃສ່ເພື່ອຕັດຜ່ານໂລຫະ. ວິທີການນີ້ສະຫນອງຄວາມແມ່ນຍໍາສູງແລະຄວາມໄວ, ໂດຍສະເພາະສໍາລັບວັດສະດຸບາງໆ. ການຕັດເລເຊີເຮັດວຽກໄດ້ດີສໍາລັບການຜະລິດປະລິມານສູງແລະລະບົບອັດຕະໂນມັດ. ມັນຈໍາກັດກັບວັດສະດຸທີ່ມີຄວາມຫນາປະມານ 5/8 ນິ້ວ. ຜູ້ຜະລິດຈໍານວນຫຼາຍເລືອກການຕັດ laser ສໍາລັບຄວາມຖືກຕ້ອງແລະແຄມທີ່ສະອາດຂອງມັນ.
ການຕັດ Plasma
ການຕັດ plasma ໃຊ້ກ໊າຊ swirling ແລະ arc ໄຟຟ້າເພື່ອຕັດໂລຫະ. ເຕັກນິກນີ້ແມ່ນມີປະສິດທິພາບສໍາລັບໂລຫະທີ່ຫນາກວ່າແລະສະຫນອງຄວາມໄວການຕັດໄວ. ເຄື່ອງຕັດ plasma ຈັດການຄວາມຫລາກຫລາຍຂອງໂລຫະ, ລວມທັງເຫຼັກກ້າແລະອາລູມິນຽມ. ຜູ້ປະກອບການເລືອກການຕັດ plasma ເມື່ອພວກເຂົາຕ້ອງການປຸງແຕ່ງແຜ່ນຫນາໄວ.
ການຕັດນ້ຳ
ຂະບວນການຕັດ waterjet ໃຊ້ສາຍນ້ໍາທີ່ມີຄວາມກົດດັນສູງປະສົມກັບເຄື່ອງຂັດເພື່ອຕັດຜ່ານໂລຫະ. ການຕັດ Waterjet ຮັກສາໂລຫະໃຫ້ຮາບພຽງຢູ່ແລະຫຼີກເວັ້ນເຂດທີ່ໄດ້ຮັບຜົນກະທົບຈາກຄວາມຮ້ອນ, ເຮັດໃຫ້ມັນເຫມາະສົມສໍາລັບວັດສະດຸທີ່ອ່ອນໄຫວຕໍ່ກັບຄວາມຮ້ອນ. ການຕັດ Waterjet ສາມາດຈັດການວັດສະດຸຫນາ, ລວມທັງເຫຼັກ, ເຊລາມິກ, ແລະແກນ. ຮ້ານຄ້າຈໍານວນຫຼາຍໃຊ້ການຕັດ waterjet ສໍາລັບໂຄງການທີ່ຕ້ອງການຄວາມແມ່ນຍໍາໂດຍບໍ່ມີການບິດເບືອນຄວາມຮ້ອນ.
ເລື່ອຍ
ເລື່ອຍແມ່ນຫນຶ່ງໃນວິທີການຕັດໂລຫະເກົ່າແກ່ທີ່ສຸດ. ມັນຜະລິດການຕັດຊື່ແລະເຫມາະສົມກັບຄໍາຮ້ອງສະຫມັກທີ່ງ່າຍດາຍ. saws ແຖບແລະ saws chop ແມ່ນເຄື່ອງມືທົ່ວໄປສໍາລັບເຕັກນິກນີ້. Sawing ຍັງຄົງເປັນທາງເລືອກທີ່ເຊື່ອຖືໄດ້ສໍາລັບການຕັດພື້ນຖານໃນຂະບວນການ fabrication ໂລຫະ.
ຄໍາແນະນໍາ: ຄວາມຊັດເຈນແມ່ນສໍາຄັນໃນລະຫວ່າງການຕັດ. ນັກວິຊາການໃຊ້ຊໍແວ CAD ຂັ້ນສູງແລະເຄື່ອງຈັກ CNC ເພື່ອວາງແຜນແລະປະຕິບັດການຕັດ, ການຫຼຸດຜ່ອນຄວາມຜິດພາດແລະການປັບປຸງຄວາມປອດໄພ.
ກອບເປັນຈໍານວນ
ການສ້າງຮູບຮ່າງຂອງໂລຫະເຂົ້າໄປໃນເລຂາຄະນິດທີ່ຕ້ອງການ. ຂັ້ນຕອນນີ້ປະກອບມີລະດັບຂອງເຕັກນິກການຜະລິດດ້ວຍໂລຫະເຊັ່ນການງໍ, stamping, stretching, rolling, ການແຕ້ມເລິກ, notching, shrinking, ແລະ beading. ການສ້າງແຜ່ນໂລຫະແມ່ນມີຄວາມຈໍາເປັນສໍາລັບການສ້າງພາກສ່ວນທີ່ຊັບຊ້ອນແລະໂຄງສ້າງ.
ງໍ
ແຜ່ນເຫຼັກແມ່ນສ່ວນຫຼັກຂອງການປະກອບແຜ່ນໂລຫະ. ຜູ້ປະຕິບັດງານໃຊ້ເບກກົດແລະເຕັກນິກການໂຄ້ງອື່ນໆເພື່ອສ້າງມຸມແລະເສັ້ນໂຄ້ງ. ການງໍໃຊ້ຜົນບັງຄັບໃຊ້ຕາມແກນຊື່, ການປ່ຽນຮູບຮ່າງໂດຍບໍ່ມີການຕັດ ຫຼື ເຈາະ. ວິທີການນີ້ແມ່ນທົ່ວໄປໃນການສ້າງວົງເລັບ, enclosures, ແລະພາກສ່ວນລົດຍົນ. ແຜ່ນເຫຼັກແຜ່ນຮຽກຮ້ອງໃຫ້ມີການວາງແຜນຢ່າງລະມັດລະວັງເພື່ອຫຼີກເວັ້ນຄວາມຜິດພາດແລະສິ່ງເສດເຫຼືອ.
ການປະທັບຕາ
ການປະທັບຕາໃຊ້ເຄື່ອງກົດທີ່ມີຄວາມໄວສູງແລະຕາຍເພື່ອສ້າງເປັນໂລຫະແຜ່ນເຂົ້າໄປໃນຮູບຮ່າງສະເພາະ. ເຕັກນິກນີ້ແມ່ນເຫມາະສົມສໍາລັບການຜະລິດຈໍານວນຫລາຍແລະຄວາມທົນທານທີ່ແຫນ້ນຫນາ. ການປະທັບຕາຜະລິດລາຍການເຊັ່ນ: ປະຕູລົດ, ຊິ້ນສ່ວນເຄື່ອງຈັກ, ແລະແຜ່ນເຫຼັກ. ມັນເປັນວິທີການທີ່ສໍາຄັນໃນ 5 ຂັ້ນຕອນທີ່ສໍາຄັນໃນການຜະລິດໂລຫະແຜ່ນ: ຄູ່ມືທີ່ສົມບູນແບບ.
ຍືດຍາວ
Stretching ດຶງໂລຫະເພື່ອເພີ່ມພື້ນທີ່ຫນ້າດິນຂອງຕົນ. ເຕັກນິກການສ້າງແບບນີ້ແມ່ນເປັນປະໂຫຍດສໍາລັບການສ້າງພື້ນຜິວທີ່ລຽບ, ໂຄ້ງ. ຜູ້ປະຕິບັດການໃຊ້ stretching ສໍາລັບພາກສ່ວນເຊັ່ນ: ກະດານລົດຍົນແລະຜິວຫນັງເຮືອບິນ. ການຍືດຍາວຕ້ອງການການຄວບຄຸມທີ່ຊັດເຈນເພື່ອປ້ອງກັນການຈີກຂາດຫຼືບາງໆ.
ມ້ວນ
Rolling ຜ່ານໂລຫະແຜ່ນຜ່ານ rollers ເພື່ອສ້າງເປັນຮູບຕັດຕັດສະລັບສັບຊ້ອນ. ວິທີການນີ້ແມ່ນຖືກຕ້ອງແລະມີປະສິດທິພາບ, ການຜະລິດລາຍການເຊັ່ນ: ກະດານມຸງ, beam, ແລະ shelves ການເກັບຮັກສາ. ມ້ວນແມ່ນສ່ວນຫນຶ່ງທີ່ສໍາຄັນຂອງການປະກອບແຜ່ນໂລຫະ, ໂດຍສະເພາະສໍາລັບອົງປະກອບໂຄງສ້າງຂະຫນາດໃຫຍ່.
ການແຕ້ມເລິກ
ການແຕ້ມເລິກເຮັດໃຫ້ຮູບຮ່າງເປັນຮູໂດຍການດຶງແຜ່ນໂລຫະເຂົ້າໄປໃນຕາຍ. ເຕັກນິກນີ້ສ້າງລາຍການເຊັ່ນ: ກະປ໋ອງ, ອ່າງລ້າງ, ແລະຫມວກກັນກະທົບ. ການແຕ້ມເລິກແມ່ນທົ່ວໄປໃນອຸດສາຫະກໍາທີ່ຕ້ອງການພາກສ່ວນທີ່ເຂັ້ມແຂງ, seamless.
ຮອຍແຕກ
Notching ເອົາສ່ວນຂະຫນາດນ້ອຍອອກຈາກແຄມຂອງແຜ່ນໂລຫະ. ວິທີການກອບເປັນຈໍານວນນີ້ກະກຽມໂລຫະສໍາລັບການງໍເພີ່ມເຕີມຫຼືເຂົ້າຮ່ວມ. Notching ແມ່ນສໍາຄັນສໍາລັບການ fitting ຕ່ອນຮ່ວມກັນໃນການປະກອບ.
ການຫົດຕົວ
ການຫົດຕົວຫຼຸດລົງຂະຫນາດຂອງພື້ນທີ່ສະເພາະໃນໂລຫະແຜ່ນ. ເຕັກນິກນີ້ຊ່ວຍສ້າງເສັ້ນໂຄ້ງແລະ contours. ຜູ້ປະກອບການໃຊ້ການຫົດຕົວເພື່ອປັບຄວາມສອດຄ່ອງແລະສໍາເລັດໃນໂຄງການທີ່ກໍາຫນົດເອງ.
ການຖັກແສ່ວ
Beading ເພີ່ມເສັ້ນຍົກຫຼືຫຍໍ້ຫນ້າໃສ່ໂລຫະແຜ່ນ. ຂະບວນການກອບເປັນຈໍານວນນີ້ເສີມສ້າງຄວາມເຂັ້ມແຂງຂອງໂລຫະແລະປັບປຸງຮູບລັກສະນະ. Beading ແມ່ນທົ່ວໄປໃນ trims ອອກແບບແລະລັກສະນະເສີມ.
ຫມາຍເຫດ: ການຄຸ້ມຄອງການຂະຫຍາຍວັດສະດຸແລະການປ່ຽນຮູບແບບແມ່ນສິ່ງທ້າທາຍໃນການສ້າງ. ນັກວິຊາການໃຊ້ຊອຟແວເຊັ່ນ SolidWorks ເພື່ອຄິດໄລ່ຮູບແບບແລະປັບປຸງລໍາດັບການບິດ, ຫຼຸດຜ່ອນສິ່ງເສດເຫຼືອແລະຄວາມຜິດພາດ.
ເຂົ້າຮ່ວມ
ການເຂົ້າຮ່ວມເຊື່ອມຕໍ່ຊິ້ນສ່ວນຂອງໂລຫະທີ່ແຍກຕ່າງຫາກເພື່ອສ້າງການປະກອບທີ່ສົມບູນ. ເຕັກນິກການປະກອບຕົ້ນຕໍໃນການຜະລິດໂລຫະແຜ່ນປະກອບມີການເຊື່ອມໂລຫະ, riveting, ແລະການຕິດກາວ. ແຕ່ລະວິທີການສະຫນອງຄວາມເຂັ້ມແຂງທີ່ແຕກຕ່າງກັນແລະຖືກເລືອກໂດຍອີງໃສ່ຄວາມຕ້ອງການຂອງໂຄງການ.
ການເຊື່ອມໂລຫະ
ການເຊື່ອມໂລຫະແມ່ນວິທີການຕິດກັນແບບຖາວອນທີ່ເຊື່ອມຊິ້ນສ່ວນໂລຫະເຂົ້າກັນ. ມັນສະຫນອງຄວາມສາມາດໃນການໂຫຼດສູງແລະຂໍ້ຕໍ່ທີ່ຮົ່ວໄຫຼ. ການເຊື່ອມໂລຫະແມ່ນເຫມາະສົມສໍາລັບຮູບຮ່າງທີ່ສັບສົນແລະຖືກນໍາໃຊ້ຢ່າງກວ້າງຂວາງໃນຂະບວນການຜະລິດໂລຫະ. ຜູ້ປະຕິບັດງານຕ້ອງຄວບຄຸມຄວາມຮ້ອນເພື່ອປ້ອງກັນການ warping, ໂດຍສະເພາະໃນວັດສະດຸບາງໆ. ການເຊື່ອມໂລຫະປະກອບມີເຕັກນິກເຊັ່ນ MIG, TIG, ແລະການເຊື່ອມໂລຫະດ້ວຍເລເຊີ.
ໂລ່ງ
Riveting ໃຊ້ fasteners ໂລຫະເພື່ອປະກອບແຜ່ນຮ່ວມກັນ. ເຕັກນິກນີ້ສ້າງຂໍ້ຕໍ່ທີ່ເຂັ້ມແຂງ, ຖາວອນແລະອະນຸຍາດໃຫ້ປະກອບເປັນຕາບອດ. Riveting ແມ່ນຄ່າໃຊ້ຈ່າຍທີ່ມີປະສິດທິພາບແລະເຊື່ອຖືໄດ້, ເຮັດໃຫ້ມັນເປັນທາງເລືອກທີ່ເປັນທີ່ນິຍົມໃນຫລາຍອຸດສາຫະກໍາ.
ການຜູກມັດກາວ
ການຍຶດຕິດກາວເຂົ້າຮ່ວມຊິ້ນສ່ວນໂລຫະໂດຍໃຊ້ກາວພິເສດ. ວິທີການນີ້ແມ່ນງ່າຍດາຍແລະສາມາດເຊື່ອມຕໍ່ອຸປະກອນທີ່ແຕກຕ່າງກັນ. ການຜູກມັດກາວບໍ່ມີຜົນກະທົບຕໍ່ຄຸນສົມບັດທາງກາຍະພາບຂອງໂລຫະ. ຢ່າງໃດກໍຕາມ, ມັນຜະລິດຂໍ້ຕໍ່ທີ່ອ່ອນແອເມື່ອທຽບກັບການເຊື່ອມຫຼື riveting.
ການຄວບຄຸມຄຸນນະພາບເປັນສິ່ງຈໍາເປັນໃນລະຫວ່າງການເຂົ້າຮ່ວມ. ຜູ້ປະຕິບັດການນໍາໃຊ້ clamping, fixtures, ແລະລະບົບການກວດກາອັດຕະໂນມັດເພື່ອຮັບປະກັນຂໍ້ຕໍ່ທີ່ເຂັ້ມແຂງ, ບໍ່ມີຂໍ້ບົກພ່ອງ.
ຈົບ
ການສໍາເລັດຮູບເຮັດໃຫ້ຊິ້ນສ່ວນໂລຫະແຜ່ນເບິ່ງສຸດທ້າຍຂອງພວກເຂົາແລະປົກປ້ອງພວກເຂົາຈາກຄວາມເສຍຫາຍ. ຂັ້ນຕອນນີ້ປັບປຸງຄວາມທົນທານ, ຮູບລັກສະນະແລະການປະຕິບັດ. ນັກວິຊາການໃຊ້ຫຼາຍວິທີເພື່ອເອົາຂອບແຫຼມ, ພື້ນຜິວທີ່ລຽບ, ແລະນໍາໃຊ້ການເຄືອບປ້ອງກັນ.
Deburring
Deburring ເອົາແຄມແຫຼມແລະ burrs ຊ້າຍຫຼັງຈາກການຕັດຫຼື punching. ພະນັກງານໃຊ້ໄຟລ໌ມື, ລໍ້ deburring, ຫຼືເຄື່ອງຈັກພິເສດ. ຂະບວນການນີ້ປ້ອງກັນການບາດເຈັບແລະຊ່ວຍໃຫ້ພາກສ່ວນຕ່າງໆເຂົ້າກັນໄດ້ຢ່າງລຽບງ່າຍ. Deburring ຍັງກະກຽມພື້ນຜິວສໍາລັບຂັ້ນຕອນສໍາເລັດຮູບຕື່ມອີກ.
ຕຳ
ການຂັດເຮັດໃຫ້ພື້ນຜິວທີ່ຫຍາບຄາຍແລະເອົາວັດສະດຸທີ່ເກີນ. ຜູ້ປະກອບການໃຊ້ເຄື່ອງຕັດມຸມ, ເຄື່ອງຂັດສາຍແອວ, ຫຼືເຄື່ອງ grinders bench. ການຂັດສ້າງພື້ນຜິວທີ່ເປັນເອກະພາບແລະແກ້ໄຂຄວາມບໍ່ສົມບູນເລັກນ້ອຍ. ມັນເປັນສິ່ງສໍາຄັນທີ່ຈະນໍາໃຊ້ grit ທີ່ຖືກຕ້ອງແລະເຕັກນິກເພື່ອຫຼີກເວັ້ນການທໍາລາຍໂລຫະ.
ຂັດ
ການຂັດເງົາເຮັດໃຫ້ໂລຫະແຜ່ນເປັນເງົາ, ສະທ້ອນແສງ. ຄົນງານໃຊ້ລໍ້ຂັດ, ແຜ່ນຮອງ, ແລະທາດປະສົມພິເສດ. ການຂັດເງົາປັບປຸງຮູບລັກສະນະແລະຍັງສາມາດຫຼຸດຜ່ອນ friction. ພາກສ່ວນຕົກແຕ່ງຈໍານວນຫຼາຍ, ເຊັ່ນ: ກະດານແລະ trims, ຮຽກຮ້ອງໃຫ້ມີຂັ້ນຕອນນີ້.
ການເຄືອບ
ການເຄືອບປ້ອງກັນໂລຫະຈາກການກັດກ່ອນແລະການສວມໃສ່. ມີວິທີການເຄືອບຈໍານວນຫນຶ່ງ, ແຕ່ລະຄົນມີຈຸດປະສົງຂອງຕົນເອງ. ຕາຕະລາງຂ້າງລຸ່ມນີ້ສະຫຼຸບວິທີການສໍາເລັດຮູບທົ່ວໄປແລະການນໍາໃຊ້ຕົ້ນຕໍຂອງພວກເຂົາ:
ວິທີການສໍາເລັດຮູບ |
ຈຸດປະສົງຫຼັກ |
Anodizing |
ປະກອບເປັນສານເຄືອບ oxide ປ້ອງກັນເພື່ອປັບປຸງການຕໍ່ຕ້ານ corrosion ແລະປ້ອງກັນຄວາມເສຍຫາຍ. |
ໂຮງງານເຄມີ |
ຝັງຮູບແບບການຕົກແຕ່ງ, ໂລໂກ້, ຫຼືເຄື່ອງໝາຍໃສ່ຊິ້ນສ່ວນໂລຫະແຜ່ນ. |
ການວາງໄຟຟ້າ |
ເຄືອບດ້ານໂລຫະດ້ວຍໂລຫະອື່ນເພື່ອເສີມຂະຫຍາຍການຕໍ່ຕ້ານ corrosion ແລະປັບປຸງຮູບລັກສະນະ. |
ການລະເບີດລູກປັດ |
ສ້າງການສໍາເລັດຮູບ matte ຫຼືກໍາຈັດຄວາມບໍ່ສົມບູນຂອງພື້ນຜິວໂດຍການລະເບີດດ້ວຍລູກປັດແກ້ວ. |
ການເຄືອບຜົງ |
ນໍາໃຊ້ຮູບເງົາຝຸ່ນແຫ້ງສໍາລັບການກັດກ່ອນແລະການສວມໃສ່, ຍັງໃຫ້ສີທີ່ດຶງດູດ. |
ສີຂອງແຫຼວ |
ສະຫນອງການເບິ່ງກ້ຽງ, ຂັດໂດຍການປົກປິດພື້ນຜິວດ້ວຍສີ. |
ການສີດພົ່ນແປວໄຟ |
ສີດໂລຫະທີ່ລະລາຍໃສ່ອົງປະກອບທີ່ມີຄວາມຮ້ອນເພື່ອສ້າງພື້ນຜິວທີ່ລຽບ, ສໍາເລັດຮູບ. |
ຜ້າໄໝ |
ໃຊ້ຫມຶກຊິລິໂຄນເພື່ອສ້າງສີສັນ, ຮູບແບບການຕົກແຕ່ງຫຼືຂໍ້ຄວາມຢູ່ເທິງຫນ້າດິນ. |
ການສໍາເລັດຮູບຫນ້າດິນປັບປຸງທັງຄຸນນະພາບແລະອາຍຸການຂອງຊິ້ນສ່ວນໂລຫະແຜ່ນ. ທາງເລືອກຂອງວິທີການແມ່ນຂຶ້ນກັບລັກສະນະທີ່ຕ້ອງການ, ຄວາມທົນທານ, ແລະຄ່າໃຊ້ຈ່າຍ.
ເຄັດລັບ: ການຈັດການຢ່າງລະມັດລະວັງແລະການບໍາລຸງຮັກສາອຸປະກອນເປັນປົກກະຕິຊ່ວຍປ້ອງກັນຄວາມຂັດຂອງຫນ້າດິນແລະບັນຫາການຈັດວາງໃນລະຫວ່າງການສໍາເລັດຮູບ. ການນໍາໃຊ້ຮູບເງົາປ້ອງກັນແລະຊອບແວສ້າງແບບຈໍາລອງ 3D ຍັງສາມາດຫຼຸດຜ່ອນບັນຫາທົ່ວໄປໄດ້.
ການວັດແທກ ແລະຄວາມປອດໄພ
ການວັດແທກທີ່ຖືກຕ້ອງແລະການປະຕິບັດຄວາມປອດໄພທີ່ເຂັ້ມແຂງຮັບປະກັນຜົນໄດ້ຮັບທີ່ມີຄຸນນະພາບສູງໃນການຜະລິດໂລຫະແຜ່ນ. ຂັ້ນຕອນເຫຼົ່ານີ້ຊ່ວຍປ້ອງກັນຄວາມຜິດພາດ, ຫຼຸດຜ່ອນສິ່ງເສດເຫຼືອ, ແລະປົກປ້ອງພະນັກງານ.
ເຄື່ອງມືວັດແທກ
ນັກວິຊາການໃຊ້ເຄື່ອງມືທີ່ຫລາກຫລາຍເພື່ອກວດເບິ່ງຂະຫນາດແລະຄວາມທົນທານ. ເຄື່ອງມືວັດແທກທົ່ວໄປປະກອບມີ:
Calipers ແລະ micrometers ສໍາລັບການກວດສອບຄວາມຫນາແລະຄວາມຍາວທີ່ຊັດເຈນ
ມາດຕະການ tape ແລະໄມ້ບັນທັດສໍາລັບການວັດແທກທົ່ວໄປ
ເຄື່ອງວັດແທກປະສານງານ (CMM) ສໍາລັບພາກສ່ວນທີ່ຊັບຊ້ອນທີ່ມີຄວາມທົນທານແຫນ້ນແຫນ້ນ
ເຄື່ອງວັດດິຈິຕອລ ແລະອຸປະກອນວັດແທກເລເຊີສຳລັບການອ່ານທີ່ຖືກຕ້ອງ ແລະໄວ
ຄວາມຖືກຕ້ອງຂອງມິຕິລະດັບແມ່ນສໍາຄັນຕໍ່ຄວາມເຫມາະສົມແລະຫນ້າທີ່ທີ່ເຫມາະສົມ. ຄົນງານມັກຈະກວດເບິ່ງການວັດແທກສອງຄັ້ງກ່ອນທີ່ຈະຕັດຫຼືກອບເປັນຈໍານວນ. ຊອບແວ CAD, ເຊັ່ນ SolidWorks ຫຼື Autodesk Fusion 360, ຊ່ວຍກໍານົດແລະຮັກສາຄວາມທົນທານທີ່ຊັດເຈນຕະຫຼອດຂະບວນການ. ການປັບທຽບປົກກະຕິຂອງເຄື່ອງມືວັດແທກຮັບປະກັນຜົນໄດ້ຮັບທີ່ຫນ້າເຊື່ອຖື.
ຫມາຍເຫດ: ຂັ້ນຕອນການກວດກາໃນແຕ່ລະຂັ້ນຕອນ - ຕັດ, ປະກອບ, ແລະການເຊື່ອມໂລຫະ - ຈັບຂໍ້ບົກພ່ອງກ່ອນໄວແລະຫຼຸດຜ່ອນອັດຕາການຂູດ. ການກວດສອບຊິ້ນສ່ວນທໍາອິດແລະການຕິດຕາມຢ່າງຕໍ່ເນື່ອງຊ່ວຍຮັກສາຄວາມຖືກຕ້ອງເຖິງແມ່ນວ່າເຄື່ອງມືຫຼຸດລົງ.
ອຸປະກອນຄວາມປອດໄພ
ຄວາມປອດໄພຍັງຄົງເປັນບູລິມະສິດອັນດັບຕົ້ນໆໃນທຸກຮ້ານຕັດຫຍິບ. ພະນັກງານໃຊ້ອຸປະກອນປ້ອງກັນສ່ວນບຸກຄົນ (PPE) ເພື່ອປ້ອງກັນການບາດເຈັບ. ເຄື່ອງມືຄວາມປອດໄພທີ່ສໍາຄັນປະກອບມີ:
ຖົງມືເພື່ອປົກປ້ອງມືຈາກແຄມແຫຼມແລະຫນ້າຮ້ອນ
ແວ່ນຕານິລະໄພຫຼືໄສ້ໃບຫນ້າເພື່ອປ້ອງກັນການບາດເຈັບຕາ
ການປ້ອງກັນການໄດ້ຍິນໃນສະພາບແວດລ້ອມທີ່ມີສຽງດັງ
ເຄື່ອງຊ່ວຍຫາຍໃຈຫຼືຜ້າອັດດັງເມື່ອເຮັດວຽກກັບຂີ້ຝຸ່ນຫຼືຄວັນ
ຫມວກກັນກະທົບແລະເຄື່ອງນຸ່ງປ້ອງກັນສໍາລັບວຽກງານການເຊື່ອມໂລຫະ
ຮ້ານຄ້າບັງຄັບໃຊ້ພິທີການດ້ານຄວາມປອດໄພຢ່າງເຂັ້ມງວດ ແລະໃຫ້ການຝຶກອົບຮົມເປັນປົກກະຕິ. ການເຝົ້າລະວັງເຄື່ອງຈັກ, ການຢຸດສຸກເສີນ, ແລະຂັ້ນຕອນການປິດ/ tagout ປ້ອງກັນອຸປະຕິເຫດກັບອຸປະກອນເຄື່ອນທີ່. ການຮັກສາເຮືອນທີ່ດີ, ເຕັກນິກການຍົກທີ່ຖືກຕ້ອງ, ແລະການລະບາຍອາກາດທີ່ພຽງພໍຊ່ວຍຫຼຸດຜ່ອນຄວາມສ່ຽງ.
ການບໍາລຸງຮັກສາອຸປະກອນເປັນປົກກະຕິ, ພະນັກງານທີ່ມີຄວາມຊໍານິຊໍານານ, ແລະປະຕິບັດຕາມມາດຕະຖານອຸດສາຫະກໍາເຊັ່ນ ISO 9001 ແລະ AWS D1.1 ຮັບປະກັນທັງຄວາມປອດໄພແລະຄຸນນະພາບ. ການປະຕິບັດເຫຼົ່ານີ້ຫຼຸດຜ່ອນສິ່ງເສດເຫຼືອ, ປ້ອງກັນການບາດເຈັບ, ແລະຊ່ວຍຈັດສົ່ງຜະລິດຕະພັນທີ່ມີຄຸນນະພາບສູງທີ່ເຊື່ອຖືໄດ້.
ເຕັກນິກການຜະລິດແຜ່ນໂລຫະ
ວິທີການຕັດ
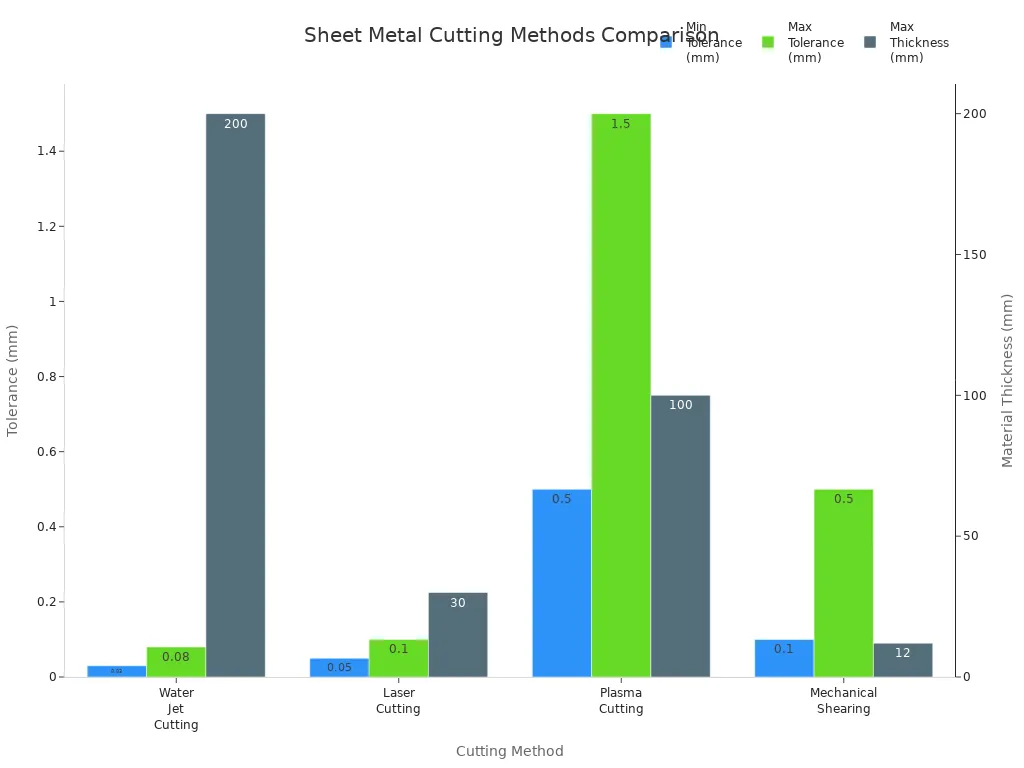
ການຕັດແມ່ນເປັນບາດກ້າວທໍາອິດທີ່ສໍາຄັນໃນຂະບວນການຜະລິດໂລຫະແຜ່ນສ່ວນໃຫຍ່. ນັກວິຊາການໃຊ້ເຕັກນິກການຕັດໂລຫະແຜ່ນຕ່າງໆເພື່ອແຍກ, ຮູບຮ່າງ, ຫຼືຂະຫນາດຂອງແຜ່ນໂລຫະ. ແຕ່ລະວິທີການສະຫນອງຄວາມທົນທານເປັນເອກະລັກແລະເຮັດວຽກທີ່ດີທີ່ສຸດກັບຄວາມຫນາຂອງອຸປະກອນການສະເພາະໃດຫນຶ່ງ. ຕາຕະລາງຂ້າງລຸ່ມນີ້ປຽບທຽບວິທີການຕັດທົ່ວໄປທີ່ສຸດ:
ວິທີການຕັດ |
ຄວາມທົນທານປົກກະຕິ (ມມ) |
ຊ່ວງຄວາມໜາວັດສະດຸ (ມມ) |
ລັກສະນະຫຼັກ ແລະໝາຍເຫດ |
Water Jet Cutting |
±0.03 ຫາ ±0.08 |
ເຖິງ 200 |
ວິທີການທີ່ຖືກຕ້ອງທີ່ສຸດ; ການຕັດເຢັນກໍາຈັດການບິດເບືອນຄວາມຮ້ອນ; ຄວາມແມ່ນຍໍາສອດຄ່ອງໃນທົ່ວຄວາມຫນາ. |
ການຕັດເລເຊີ |
±0.05 ຫາ ±0.1 |
ເຖິງ 25-30 |
ການປຸງແຕ່ງໄວ; ຄວາມຖືກຕ້ອງທີ່ດີເລີດກ່ຽວກັບວັດສະດຸບາງເຖິງຂະຫນາດກາງ; ການບິດເບືອນຄວາມຮ້ອນສາມາດສົ່ງຜົນກະທົບຕໍ່ພາກສ່ວນຫນາ. |
ການຕັດ Plasma |
±0.5 ຫາ ±1.5 |
100+ |
ເຫມາະສໍາລັບວັດສະດຸຫນາ; looser ຄວາມທົນທານ; ການຕັດຄວາມໄວສູງສໍາລັບການນໍາໃຊ້ໂຄງສ້າງ. |
ການຕັດດ້ວຍກົນຈັກ |
±0.1 ຫາ ±0.5 |
ເຖິງ 12 |
ຄ່າໃຊ້ຈ່າຍທີ່ມີປະສິດທິພາບສໍາລັບການຕັດຊື່; ຄວາມແມ່ນຍໍາປານກາງ; ຄວາມສາມາດຄວາມຫນາຈໍາກັດ. |
ການຕັດ jet ນ້ໍາສະຫນອງຄວາມແມ່ນຍໍາສູງສຸດແລະເຮັດວຽກໄດ້ດີສໍາລັບວັດສະດຸຫນາ. ການຕັດດ້ວຍເລເຊີໃຫ້ຄວາມໄວແລະຄວາມຖືກຕ້ອງສໍາລັບແຜ່ນບາງໆເຖິງຂະຫນາດກາງ. ການຕັດ plasma ຈັດການໂລຫະຫນາຢ່າງໄວວາ, ເຖິງແມ່ນວ່າມີຄວາມແມ່ນຍໍາຫນ້ອຍ. ການຕັດດ້ວຍກົນຈັກຍັງຄົງມີຄ່າໃຊ້ຈ່າຍທີ່ມີປະສິດທິພາບສໍາລັບການຕັດຊື່ໃນແຜ່ນບາງໆ. ເຕັກນິກການຕັດເຫຼົ່ານີ້ສ້າງພື້ນຖານສໍາລັບເຕັກນິກການຜະລິດໂລຫະຈໍານວນຫຼາຍ.
ຄໍາແນະນໍາ: ການເລືອກວິທີການຕັດທີ່ຖືກຕ້ອງແມ່ນຂຶ້ນກັບຄວາມທົນທານທີ່ຕ້ອງການ, ຄວາມຫນາຂອງວັດສະດຸ, ແລະງົບປະມານຂອງໂຄງການ.
ວິທີການປະກອບ
ກອບເປັນຈໍານວນປ່ຽນແຜ່ນໂລຫະແປເປັນຮູບສາມມິຕິ. ເຕັກນິກການສ້າງແຜ່ນໂລຫະປະກອບມີຂະບວນການທີ່ຫລາກຫລາຍ, ແຕ່ລະອັນເຫມາະສົມກັບຮູບຮ່າງແລະວັດສະດຸສະເພາະ. ຕາຕະລາງຂ້າງລຸ່ມນີ້ອະທິບາຍວິທີການສ້າງແບບທົ່ວໄປທີ່ສຸດແລະວັດສະດຸທີ່ເຫມາະສົມທີ່ສຸດສໍາລັບແຕ່ລະຄົນ:
ວິທີການປະກອບ |
ລາຍລະອຽດ |
ວັດສະດຸທີ່ເຫມາະສົມ |
ກົດເບກ |
ໃຊ້ຮູບຊົງຕົວ V ເພື່ອງໍໂລຫະແຜ່ນ, ສ້າງການພັບທີ່ຊັດເຈນແລະໂຄງສ້າງຄ້າຍຄືກ່ອງ. |
ເຫຼັກກ້າ, ອະລູມີນຽມ, ທອງເຫລືອງ |
Slip Rolling |
ຜ່ານໂລຫະແຜ່ນລະຫວ່າງມ້ວນເພື່ອປະກອບເປັນໂກນແລະກະບອກໂດຍຜ່ານການມ້ວນເຢັນ. |
ເຫຼັກກ້າ, ອະລູມີນຽມ, ທອງແດງ |
ການປະທັບຕາ |
ຮູບແບບເຢັນທີ່ມີປະລິມານສູງໂດຍໃຊ້ dies ແລະ punches ເພື່ອຮູບຮ່າງຂອງພາກສ່ວນທີ່ມີຮູ, flanges, embossments. |
ເຫຼັກກ້າ, ອະລູມີນຽມ, ທອງເຫລືອງ |
Flaring (Flanging) |
ຮູບແບບ flared ຫຼື flanged ແຄມສໍາລັບສົບຫຼື reinforcement. |
ເຫຼັກກ້າ, ອາລູມິນຽມ |
ໂບມ |
ສ້າງການອອກແບບທີ່ຍົກຂຶ້ນຫຼື recessed ເທິງຫນ້າໂລຫະແຜ່ນ. |
ເຫຼັກກ້າ, ອະລູມີນຽມ, ທອງແດງ |
Louvering |
ຮູບແບບເປັນມຸມຫຼືຊ່ອງລະບາຍອາກາດສໍາລັບການລະບາຍອາກາດຫຼືຄວາມງາມ. |
ເຫຼັກກ້າ, ອາລູມິນຽມ |
ຫຼຽນ |
ໃຊ້ຄວາມກົດດັນທີ່ສຸດເພື່ອສ້າງຄວາມປະທັບໃຈແບບລະອຽດ. |
ເຫຼັກ, ທອງເຫຼືອງ |
ໝຸນ |
ຮູບຮ່າງໂລຫະເທິງ mandrel ໝູນວຽນເພື່ອຜະລິດສ່ວນທີ່ເປັນຮູ, axially symmetric. |
ອາລູມິນຽມ, ເຫຼັກກ້າ |
ມ້ວນກອບເປັນຈໍານວນ |
ຄ່ອຍໆງໍໂລຫະແຜ່ນຜ່ານ rollers ເພື່ອສ້າງເປັນໂຄ້ງຍາວຫຼືເສັ້ນໂຄ້ງ. |
ເຫຼັກກ້າ, ອາລູມິນຽມ |
ງໍຢືນອອກເປັນຂະບວນການກອບເປັນຈໍານວນການນໍາໃຊ້ຢ່າງກວ້າງຂວາງທີ່ສຸດ. ຜູ້ປະກອບການໃຊ້ເບຣກກົດເພື່ອສ້າງຮູບຊົງ V, U ແລະຊ່ອງທາງ. ການແຕ້ມຮູບຍືດໂລຫະເຂົ້າໄປໃນຕາຍສໍາລັບພາກສ່ວນທີ່ເລິກ, ສະລັບສັບຊ້ອນເຊັ່ນ: ກະດານລົດຍົນ. Curling ກອບເປັນຮູບມ້ວນເພື່ອເອົາຄວາມຄົມຊັດແລະປັບປຸງຄວາມປອດໄພ. ການສະແຕມປະກອບມີການແຕ້ມເລິກ, ສີ່ສະໄລ້, ການສ້າງຮູບແບບ hydroforming, blanking, coining, ແລະ embossing. ແຕ່ລະເຕັກນິກການສ້າງຮູບຮ່າງຂອງໂລຫະສໍາລັບການນໍາໃຊ້ສຸດທ້າຍຂອງມັນ.
ເຫຼັກກ້າ, ອາລູມິນຽມ, ທອງແດງ, ແລະທອງເຫລືອງແມ່ນວັດສະດຸທົ່ວໄປທີ່ສຸດສໍາລັບການເຮັດໂລຫະແຜ່ນ. ເຫຼັກກ້າໃຫ້ຄວາມເຂັ້ມແຂງແລະຄວາມທົນທານ. ອາລູມິນຽມມີນ້ໍາຫນັກເບົາແລະທົນທານຕໍ່ການກັດກ່ອນ. ທອງແດງສະຫນອງການນໍາທີ່ດີເລີດແລະ malleability. ທອງເຫລືອງສົມທົບຄວາມເຂັ້ມແຂງດ້ວຍການສໍາເລັດຮູບຕົກແຕ່ງ.
ຫມາຍເຫດ: ການເລືອກເອົາວິທີການສ້າງຮູບແບບທີ່ເຫມາະສົມແລະອຸປະກອນການເຮັດໃຫ້ແນ່ໃຈວ່າພາກສ່ວນສໍາເລັດຮູບຕອບສະຫນອງຄວາມເຂັ້ມແຂງ, ຮູບລັກສະນະ, ແລະຄ່າໃຊ້ຈ່າຍ.
ວິທີການເຂົ້າຮ່ວມ
ວິທີການເຂົ້າຮ່ວມເຊື່ອມຕໍ່ຊິ້ນສ່ວນໂລຫະແຍກຕ່າງຫາກເຂົ້າໄປໃນການປະກອບດຽວ. ເຕັກນິກການຜະລິດທົ່ວໄປທີ່ສຸດສໍາລັບການເຂົ້າຮ່ວມປະກອບມີການເຊື່ອມໂລຫະ, fastening ກົນຈັກ, ຂໍ້ຕໍ່ພັບ, clinching, ແລະການຕິດກາວ. ຕາຕະລາງຂ້າງລຸ່ມນີ້ສະຫຼຸບເຕັກນິກການເຂົ້າຮ່ວມເຫຼົ່ານີ້:
ວິທີການເຂົ້າຮ່ວມ |
ຄວາມເຂັ້ມແຂງ |
ກໍລະນີການນໍາໃຊ້ທົ່ວໄປ |
ຂໍ້ຈໍາກັດ |
ການເຊື່ອມໂລຫະ |
ສູງ |
ຖາວອນ, ຂໍ້ຕໍ່ທີ່ມີຄວາມເຂັ້ມແຂງສູງໃນລົດຍົນ, ເຄື່ອງຈັກອຸດສາຫະກໍາ, ຍານອາວະກາດ |
ຕ້ອງການແຮງງານທີ່ມີຄວາມຊໍານິຊໍານານ, ຄວາມຮ້ອນສາມາດບິດເບືອນໂລຫະບາງໆ |
Fastening ກົນຈັກ |
ປານກາງ |
ຂໍ້ຕໍ່ທີ່ຖອດອອກໄດ້, ສາຍປະກອບ, HVAC, ການຜະລິດເຄື່ອງໃຊ້ |
ເພີ່ມນ້ໍາຫນັກ, ອາດຈະສົ່ງຜົນກະທົບຕໍ່ຄວາມງາມ, ອ່ອນກວ່າການເຊື່ອມໂລຫະ |
ຂໍ້ຕໍ່ພັບ |
ຕໍ່າຫາປານກາງ |
ນ້ຳໜັກເບົາ, ການເຊື່ອມຕໍ່ທີ່ສະອາດທາງສາຍຕາ, ທໍ່ HVAC, ຝາປິດ, ແຜງລົດຍົນທີ່ບໍ່ມີການໂຫຼດ |
ຈໍາກັດກັບໂລຫະບາງໆ, ເຂັ້ມແຂງຫນ້ອຍກ່ວາການເຊື່ອມໂລຫະ, ຮຽກຮ້ອງໃຫ້ມີການບິດທີ່ຊັດເຈນ |
ການຈັບມື |
ປານກາງ |
ການຜະລິດປະລິມານສູງ, HVAC, ສະພາແຫ່ງນ້ໍາຫນັກເບົາ |
ຄວາມເຂັ້ມແຂງຈໍາກັດ, ບໍ່ແມ່ນສໍາລັບຄໍາຮ້ອງສະຫມັກທີ່ມີຄວາມກົດດັນສູງ |
ການຜູກມັດກາວ |
ຕໍ່າຫາປານກາງ |
ເຂົ້າຮ່ວມໂລຫະທີ່ບໍ່ຄ້າຍຄືກັນ, ສໍາເລັດຮູບກ້ຽງ, ໂຄງສ້າງນ້ໍາຫນັກເບົາ |
ຄວາມເຂັ້ມແຂງຕ່ໍາ, ຄວາມອ່ອນໄຫວກັບສະພາບແວດລ້ອມ, ເວລາປິ່ນປົວດົນກວ່າ |
ການເຊື່ອມໂລຫະສ້າງຂໍ້ຕໍ່ທີ່ເຂັ້ມແຂງ, ຖາວອນແລະເປັນສິ່ງຈໍາເປັນໃນການນໍາໃຊ້ລົດຍົນແລະອຸດສາຫະກໍາ. ການຍຶດກົນຈັກໃຊ້ສະກູ, ສະລັອດ, ຫຼື rivets ສໍາລັບການເຊື່ອມຕໍ່ທີ່ຖອດອອກໄດ້. ຂໍ້ຕໍ່ພັບແລະ clinching ເຮັດວຽກໄດ້ດີສໍາລັບການປະກອບນ້ໍາຫນັກເບົາແລະ HVAC ductwork. ການເຊື່ອມໂລຫະກາວແມ່ນສົມທົບກັບໂລຫະທີ່ແຕກຕ່າງກັນແລະສະຫນອງການສໍາເລັດຮູບກ້ຽງ, ເຖິງແມ່ນວ່າມັນສະຫນອງຄວາມເຂັ້ມແຂງຫນ້ອຍກ່ວາການເຊື່ອມໂລຫະ.
ຊ່າງເຕັກນິກມັກຈະສົມທົບເຕັກນິກການເຂົ້າຮ່ວມເພື່ອດຸ່ນດ່ຽງຄວາມເຂັ້ມແຂງ, ຮູບລັກສະນະ, ແລະຄວາມໄວການຜະລິດໃນຂະບວນການຜະລິດໂລຫະ.
ວິທີການສໍາເລັດຮູບ
ວິທີການສໍາເລັດຮູບໃຫ້ຊິ້ນສ່ວນໂລຫະແຜ່ນຮູບລັກສະນະສຸດທ້າຍຂອງພວກເຂົາແລະປົກປ້ອງພວກເຂົາຈາກຄວາມເສຍຫາຍ. ເຕັກນິກເຫຼົ່ານີ້ປັບປຸງຄວາມທົນທານ, ຄວາມປອດໄພ, ແລະການດຶງດູດສາຍຕາ. ຜູ້ອອກແຮງງານເລືອກວິທີການສໍາເລັດຮູບໂດຍອີງໃສ່ຫນ້າທີ່ຂອງພາກສ່ວນ, ສະພາບແວດລ້ອມ, ແລະລັກສະນະທີ່ຕ້ອງການ.
ວິທີການສໍາເລັດຮູບທົ່ວໄປໃນການຜະລິດແຜ່ນໂລຫະ:
Deburring
Deburring ເອົາແຄມແຫຼມແລະຊິ້ນໂລຫະຂະຫນາດນ້ອຍທີ່ປະໄວ້ຫຼັງຈາກການຕັດຫຼື punching. ພະນັກງານໃຊ້ໄຟລ໌ມື, ລໍ້ deburring, ຫຼືເຄື່ອງຈັກສໍາລັບຂະບວນການນີ້. Deburring ເຮັດໃຫ້ພາກສ່ວນທີ່ປອດໄພກວ່າໃນການຈັດການແລະກະກຽມຫນ້າດິນສໍາລັບການສໍາເລັດຮູບຕື່ມອີກ.
ການ
ຂັດເຄື່ອງຂັດເຮັດໃຫ້ພື້ນຜິວທີ່ຫຍາບຄາຍແລະເອົາວັດສະດຸທີ່ເກີນ. ຜູ້ປະກອບການໃຊ້ເຄື່ອງຕັດມຸມ, ເຄື່ອງຂັດສາຍແອວ, ຫຼືເຄື່ອງ grinders bench. ການຂັດສ້າງພື້ນຜິວທີ່ເປັນເອກະພາບແລະແກ້ໄຂຄວາມບໍ່ສົມບູນແບບຂະຫນາດນ້ອຍ. ຂັ້ນຕອນນີ້ແມ່ນສໍາຄັນສໍາລັບພາກສ່ວນທີ່ຕ້ອງການຄວາມສະອາດ, ເຖິງແມ່ນວ່າສໍາເລັດຮູບ.
ການຂັດ ຂັດ
ເຮັດໃຫ້ໂລຫະແຜ່ນເປັນເງົາ, ສະທ້ອນແສງ. ຄົນງານໃຊ້ລໍ້ຂັດ, ແຜ່ນຮອງ, ແລະທາດປະສົມພິເສດ. Polishing ປັບປຸງຮູບລັກສະນະຂອງພາກສ່ວນແລະຍັງສາມາດຫຼຸດຜ່ອນ friction. ພາກສ່ວນອອກແບບຫຼືເບິ່ງເຫັນຫຼາຍຕ້ອງການຂັ້ນຕອນນີ້.
ການເຄືອບ ເຄືອບ
ປ້ອງກັນໂລຫະຈາກການກັດກ່ອນ, ຄວາມຊຸ່ມຊື່ນ, ແລະການສວມໃສ່. ມີວິທີການເຄືອບຫຼາຍ. ແຕ່ລະຄົນໃຫ້ຜົນປະໂຫຍດທີ່ແຕກຕ່າງກັນ:
ວິທີການເຄືອບ |
ຜົນປະໂຫຍດຕົ້ນຕໍ |
ການນໍາໃຊ້ປົກກະຕິ |
ການເຄືອບຜົງ |
ທົນທານ, ສໍາເລັດຮູບສີ |
ເຄື່ອງໃຊ້, ຊິ້ນສ່ວນລົດຍົນ |
Anodizing |
ທົນທານຕໍ່ການກັດກ່ອນ, ດ້ານແຂງ |
ຊິ້ນສ່ວນອາລູມິນຽມ |
ການວາງໄຟຟ້າ |
ເຫຼື້ອມ, ຊັ້ນໂລຫະປ້ອງກັນ |
ເຄື່ອງຕົກແຕ່ງ, ຮາດແວ |
ການແຕ້ມຮູບ |
ກ້ຽງ, ຮູບລັກສະນະທີ່ມີສີສັນ |
ຫມູ່ຄະນະ, enclosures |
ການເຄືອບຜົງໃຊ້ຜົງແຫ້ງແລະຄວາມຮ້ອນເພື່ອສ້າງຊັ້ນທີ່ທົນທານ, ມີສີສັນ. Anodizing ປະກອບເປັນຊັ້ນ oxide ປ້ອງກັນ, ສ່ວນໃຫຍ່ແມ່ນກ່ຽວກັບອາລູມິນຽມ. electroplating ກວມເອົາໂລຫະທີ່ມີໂລຫະອື່ນ, ເຊັ່ນ: chrome ຫຼື nickel. ການທາສີເພີ່ມສີແລະປົກປ້ອງຫນ້າດິນ.
Bead Blasting
Bead blasting ໃຊ້ລູກປັດແກ້ວຂະຫນາດນ້ອຍຍິງດ້ວຍຄວາມໄວສູງເພື່ອເຮັດຄວາມສະອາດແລະໂຄງສ້າງພື້ນຜິວ. ວິທີນີ້ ກຳ ຈັດຄວາມບໍ່ສົມບູນແລະສ້າງສີຜິວ matte. ຄົນງານມັກຈະໃຊ້ການລະເບີດລູກປັດກ່ອນທີ່ຈະທາສີຫຼືການເຄືອບ.
ຄໍາແນະນໍາ: ການເລືອກວິທີການສໍາເລັດຮູບທີ່ເຫມາະສົມແມ່ນຂຶ້ນກັບການນໍາໃຊ້ຂອງສ່ວນ, ປະເພດຂອງໂລຫະ, ແລະຄວາມທົນທານທີ່ຕ້ອງການ. ການສໍາເລັດຮູບທີ່ເຫມາະສົມຂະຫຍາຍຊີວິດຂອງຜະລິດຕະພັນໂລຫະແຜ່ນແລະປັບປຸງການປະຕິບັດຂອງພວກເຂົາ.
ວິທີການສໍາເລັດຮູບມີບົດບາດສໍາຄັນໃນຂະບວນການຜະລິດໂລຫະແຜ່ນ. ພວກເຂົາເຈົ້າຮັບປະກັນວ່າພາກສ່ວນທີ່ເບິ່ງດີ, ໃຊ້ໄດ້ດົນນານ, ແລະໄດ້ມາດຕະຖານຄວາມປອດໄພ. ນັກວິຊາການທີ່ມີຄວາມຊໍານິຊໍານານເລືອກແລະນໍາໃຊ້ວິທີການເຫຼົ່ານີ້ເພື່ອບັນລຸຜົນໄດ້ຮັບທີ່ດີທີ່ສຸດສໍາລັບແຕ່ລະໂຄງການ.
ເຄື່ອງມືທີ່ຈໍາເປັນ
ເຄື່ອງມືຕັດ
ການຜະລິດໂລຫະແຜ່ນ ເລີ່ມຕົ້ນດ້ວຍເຄື່ອງມືຕັດ. ເຄື່ອງມືເຫຼົ່ານີ້ຮູບຮ່າງແລະຂະຫນາດແຜ່ນໂລຫະສໍາລັບຂັ້ນຕອນຕໍ່ມາ. ແຕ່ລະເຄື່ອງມືຮັບໃຊ້ຈຸດປະສົງສະເພາະ.
ຕັດ
Shears ເຮັດໃຫ້ມີການຕັດເສັ້ນຊື່ໃນແຜ່ນແປ. ຜູ້ປະຕິບັດງານໃຊ້ເຄື່ອງຕັດ guillotine ສໍາລັບວຽກງານທີ່ມີປະລິມານສູງ, ຊ້ໍາກັນ. ການຂັດແມ່ນໃຊ້ໄດ້ດີທີ່ສຸດສໍາລັບວັດສະດຸບາງໆ ແລະຜະລິດຂອບທີ່ສະອາດ. ເຄື່ອງມືນີ້ເປັນສິ່ງຈໍາເປັນສໍາລັບການກະກຽມໂລຫະກ່ອນທີ່ຈະປະກອບເປັນ.
ເລື່ອຍ
Saws ຈັບໂລຫະທີ່ຫນາກວ່າຫຼືແຂງກວ່າ. ເລື່ອຍ ແລະ ເລື່ອຍໂລຫະໄຟຟ້າ ຕັດເສັ້ນຊື່ຜ່ານແຜ່ນທີ່ຊ້ອນກັນ. saws ເລື່ອນຊ່ວຍໃນການອອກແບບ intricate. Reciprocating saws ຕັດທໍ່ແລະໂປຣໄຟລ໌. ແຕ່ລະປະເພດເຄື່ອງຕັດແມ່ນກົງກັບຄວາມຕ້ອງການຕັດທີ່ແຕກຕ່າງກັນ.
Snips
Snips ຄ້າຍຄືກັບມີດຕັດທີ່ເຮັດໜ້າທີ່ໜັກ. ກົ່ວ snips ຕັດເສັ້ນຊື່ແລະເສັ້ນໂຄ້ງເລັກນ້ອຍໃນແຜ່ນບາງໆ. snips ການບິນອະນຸຍາດໃຫ້ມີເສັ້ນໂຄ້ງທີ່ລະອຽດກວ່າແລະວົງມົນ. ຄົນງານໃຊ້ snips ສໍາລັບໂຄງການຂະຫນາດນ້ອຍຫຼືສິລະປະ.
ເຄື່ອງຈັກ CNC
ເຄື່ອງ CNC ອັດຕະໂນມັດການຕັດດ້ວຍຄວາມແມ່ນຍໍາສູງ. ເຄື່ອງຕັດເລເຊີ, ເຄື່ອງຕັດ plasma, ແລະເຄື່ອງຕັດນ້ໍາຕົກຢູ່ໃນປະເພດນີ້. ເຄື່ອງຈັກເຫຼົ່ານີ້ຈັດການຮູບຮ່າງທີ່ສັບສົນແລະຄວາມທົນທານທີ່ແຫນ້ນຫນາ. ເທກໂນໂລຍີ CNC ປັບປຸງຄວາມໄວແລະຄວາມຖືກຕ້ອງໃນຂະບວນການຕັດ.
ເຄັດລັບ: ເຄື່ອງ grinders ມຸມແລະ nibblers ໂລຫະຍັງມີບົດບາດໃນການຕັດ, ມາດ, ແລະການຂັດ. ພວກເຂົາເຈົ້າສະເຫນີໃຫ້ versatility ສໍາລັບທັງສອງ rough ແລະດີ.
ເຄື່ອງມືປະກອບ
ເຄື່ອງມືກອບເປັນຈໍານວນຮູບຮ່າງໂລຫະແປເປັນສາມມິຕິລະດັບ. ຂັ້ນຕອນນີ້ປະກອບມີການງໍ, stretching, stamping, ແລະມ້ວນ. ແຕ່ລະເຄື່ອງມືສະຫນັບສະຫນູນວິທີການສ້າງຮູບແບບທີ່ແຕກຕ່າງກັນ.
ກົດເບກ
ກົດເບຣກປະຕິບັດການກົດເບກງໍ. ຜູ້ປະກອບການໃຊ້ເຄື່ອງຈັກເຫຼົ່ານີ້ເພື່ອສ້າງມຸມທີ່ຊັດເຈນແລະພັບ. ເບຣກກົດໃຊ້ແຮງດັນຕາມແກນຊື່, ເຮັດໃຫ້ມັນເຫມາະສົມສໍາລັບວົງເລັບໂຄ້ງ, ຝາປິດ, ແລະແຜງ. ເຄື່ອງກົດດັນກົນຈັກແລະໄຮໂດຼລິກສະເຫນີທາງເລືອກຄວາມໄວແລະຜົນບັງຄັບໃຊ້ທີ່ແຕກຕ່າງກັນ.
ເຄື່ອງຈັກມ້ວນ
ເຄື່ອງຈັກມ້ວນຜ່ານໂລຫະແຜ່ນລະຫວ່າງ rollers. ຂະບວນການນີ້ປະກອບເປັນໂກນ, ຮູບຊົງກະບອກ, ແລະຮູບຮ່າງໂຄ້ງ. Slip rolling ເຮັດວຽກໄດ້ດີສໍາລັບເຫຼັກກ້າ, ອາລູມິນຽມ, ແລະທອງແດງ. ມ້ວນກອບເປັນຈໍານວນຈັບໂຄ້ງຍາວ, ຢ່າງຕໍ່ເນື່ອງສໍາລັບ beam ແລະ panels.
ຄ້ອນ & Dollies
hammers ແລະ dollies ຊ່ວຍໃນການກອບເປັນຈໍານວນຄູ່ມື. ຄົນງານໃຊ້ພວກມັນສໍາລັບການຍືດ, ຫົດຕົວ, ແລະສ້າງເສັ້ນໂຄ້ງ. ເຄື່ອງມືເຫຼົ່ານີ້ອະນຸຍາດໃຫ້ມີການປັບຕົວລາຍລະອຽດແລະການເຮັດວຽກທີ່ກໍາຫນົດເອງ. ລໍ້ພາສາອັງກິດຍັງຊ່ວຍໃນການສ້າງພື້ນຜິວທີ່ລຽບ, ໂຄ້ງ.
ຫມາຍເຫດ: ເຄື່ອງມືກອບເປັນຈໍານວນປະກອບມີດີໃຈຫລາຍແລະຊຸດຕາຍສໍາລັບການ stamping ແລະການເຈາະຮູ. ເຕັກນິກການສ້າງແຕ່ລະຮຽກຮ້ອງໃຫ້ມີເຄື່ອງມືທີ່ຖືກຕ້ອງສໍາລັບຄວາມຖືກຕ້ອງແລະປະສິດທິພາບ.
ເຄື່ອງມືການເຂົ້າຮ່ວມ
ເຄື່ອງມືເຂົ້າຮ່ວມເຊື່ອມຕໍ່ຊິ້ນສ່ວນໂລຫະແຍກຕ່າງຫາກ. ວິທີການຮ່ວມຕົ້ນຕໍປະກອບມີການເຊື່ອມໂລຫະ, riveting, ແລະການຍຶດຕິດ.
ອຸປະກອນການເຊື່ອມ
ເຄື່ອງເຊື່ອມ, ເຊັ່ນເຄື່ອງເຊື່ອມ TIG ແລະ MIG, ສ້າງພັນທະບັດທີ່ເຂັ້ມແຂງ, ຖາວອນ. ເຄື່ອງຈັກເຫຼົ່ານີ້ອະນຸຍາດໃຫ້ຄວບຄຸມໄດ້ຊັດເຈນກ່ຽວກັບຄວາມຮ້ອນແລະວັດສະດຸ filler. ການເຊື່ອມໂລຫະຮັກສາຄວາມສົມບູນຂອງໂຄງສ້າງຂອງການປະກອບໂລຫະ. ຜູ້ປະກອບການນໍາໃຊ້ການເຊື່ອມໂລຫະໃນລົດຍົນ, ອຸດສາຫະກໍາ, ແລະໂຄງການສ້ອມແປງ.
ປືນ Rivet
ປືນ Rivet ຍຶດແຜ່ນໂລຫະຮ່ວມກັນກັບ pins ໂລຫະ. Riveting ສະເຫນີວິທີການເຂົ້າຮ່ວມທີ່ເຊື່ອຖືໄດ້ແລະປະຫຍັດຄ່າໃຊ້ຈ່າຍ. ເຄື່ອງມືນີ້ເຮັດວຽກໄດ້ດີສໍາລັບການປະກອບຕາບອດແລະການຜະລິດປະລິມານສູງ.
ເຄື່ອງມືກາວ
ເຄື່ອງມືກາວນໍາໃຊ້ກາວພິເສດສໍາລັບການເຊື່ອມໂລຫະ. ວິທີການນີ້ເຂົ້າຮ່ວມອຸປະກອນທີ່ແຕກຕ່າງກັນແລະສ້າງສໍາເລັດຮູບກ້ຽງ. ການເຊື່ອມສານກາວແມ່ນງ່າຍດາຍແຕ່ຜະລິດຂໍ້ຕໍ່ທີ່ອ່ອນແອກວ່າການເຊື່ອມຫຼື riveting.
ນັກວິຊາການມັກຈະໃຊ້ fasteners, ເຄື່ອງຕັດສາຍ, ແລະເຄື່ອງຫມາຍໃນລະຫວ່າງການເຂົ້າຮ່ວມແລະສໍາເລັດຮູບ. ເຄື່ອງມືເຫຼົ່ານີ້ຮັບປະກັນການປະກອບທີ່ຖືກຕ້ອງແລະການເຊື່ອມຕໍ່ທີ່ປອດໄພ.
ເຄື່ອງມືສໍາເລັດຮູບ
ເຄື່ອງມືສໍາເລັດຮູບໃຫ້ຊິ້ນສ່ວນໂລຫະແຜ່ນຮູບລັກສະນະສຸດທ້າຍຂອງພວກເຂົາແລະປົກປ້ອງພວກເຂົາຈາກຄວາມເສຍຫາຍ. ເຄື່ອງມືເຫຼົ່ານີ້ຊ່ວຍສ້າງພື້ນຜິວທີ່ລຽບ, ປອດໄພ, ແລະມີຄວາມດຶງດູດ. ຜູ້ອອກແຮງງານໃຊ້ເຄື່ອງມືສໍາເລັດຮູບຫຼັງຈາກການຕັດ, ກອບເປັນຈໍານວນ, ແລະຂັ້ນຕອນການເຂົ້າຮ່ວມ.
ເຄື່ອງປັ່ນ
ເຄື່ອງຂັດເອົາຂອບທີ່ຫຍາບຄາຍ, ລູກປັດເຊື່ອມ, ແລະຄວາມບໍ່ສົມບູນຂອງພື້ນຜິວຈາກໂລຫະແຜ່ນ. ພວກເຂົາຊ່ວຍສ້າງສໍາເລັດຮູບທີ່ເປັນເອກະພາບແລະກະກຽມພາກສ່ວນສໍາລັບການທາສີຫຼືການເຄືອບ. ພະນັກງານເລືອກຈາກຫຼາຍປະເພດຂອງ grinders:
ເຄື່ອງຕັດມຸມ : ເຄື່ອງມືເຫຼົ່ານີ້ໃຊ້ແຜ່ນຂັດທີ່ໝູນວຽນ. ພວກເຂົາເຮັດວຽກໄດ້ດີສໍາລັບການເຊື່ອມໂລຫະລຽບແລະເຮັດຄວາມສະອາດແຄມ.
ເຄື່ອງ grinders Bench : ເຄື່ອງ stationary ເຫຼົ່ານີ້ມີສອງລໍ້ grinding. ຜູ້ອອກແຮງງານໃຊ້ພວກມັນສໍາລັບເຄື່ອງມື sharpening ແລະ smoothing ພາກສ່ວນຂະຫນາດນ້ອຍ.
ເຄື່ອງຂັດສາຍແອວ : ເຄື່ອງເຫຼົ່ານີ້ໃຊ້ສາຍແອວຂັດຢ່າງຕໍ່ເນື່ອງ. ພວກມັນຊ່ວຍໃຫ້ມີຂະຫນາດໃຫຍ່, ດ້ານຮາບພຽງແລະສາມາດເອົາວັດສະດຸໄດ້ໄວ.
ຜູ້ປະກອບການເລືອກເຄື່ອງ grinder ທີ່ເຫມາະສົມໂດຍອີງໃສ່ຂະຫນາດວຽກແລະປະເພດຂອງໂລຫະ. ເຂົາເຈົ້າມັກໃຊ້ຂະໜາດຂອງກະທຽມທີ່ແຕກຕ່າງກັນເພື່ອບັນລຸການສໍາເລັດຮູບທີ່ຕ້ອງການ. ຮອຍຫຍາບຫຍາບເອົາວັດສະດຸອອກໄດ້ໄວ, ໃນຂະນະທີ່ເມັດລະອຽດຈະສ້າງພື້ນຜິວທີ່ລຽບກວ່າ.
ເຄັດລັບ: ຄວນໃສ່ແວ່ນຕານິລະໄພແລະຖົງມືສະເຫມີໄປໃນເວລາທີ່ການນໍາໃຊ້ grinders. ປະກາຍໄຟແລະຊິ້ນໂລຫະສາມາດເຮັດໃຫ້ເກີດການບາດເຈັບ.
ໂປໂລຍ
Polishers ໃຫ້ໂລຫະແຜ່ນເປັນເງົາ, ສະທ້ອນແສງ. ພວກເຂົາເຈົ້າເອົາຮອຍຂີດຂ່ວນອັນດີແລະເຮັດໃຫ້ພາກສ່ວນເບິ່ງສະອາດແລະເປັນມືອາຊີບ. Polishers ໃຊ້ລໍ້ອ່ອນຫຼື pads ທີ່ມີທາດປະສົມຂັດ. ທາດປະສົມເຫຼົ່ານີ້ຊ່ວຍໃຫ້ພື້ນຜິວລຽບແລະເຮັດໃຫ້ມີເງົາສົດໃສ.
ປະເພດເຄື່ອງຂັດທົ່ວໄປປະກອບມີ:
ເຄື່ອງຂັດແບບ Rotary : ເຄື່ອງມືເຫຼົ່ານີ້ຈະໝູນແຜ່ນຮອງອ່ອນເປັນວົງມົນ. ພວກເຂົາເຮັດວຽກໄດ້ດີສໍາລັບພື້ນຜິວທີ່ຮາບພຽງແລະໂຄ້ງ.
ເຄື່ອງຂັດແບບວົງໂຄຈອນ : ເຄື່ອງເຫຼົ່ານີ້ຍ້າຍແຜ່ນໃນວົງໂຄຈອນນ້ອຍໆ. ພວກເຂົາເຈົ້າຫຼຸດຜ່ອນເຄື່ອງຫມາຍ swirl ແລະຊ່ວຍໃຫ້ບັນລຸການສໍາເລັດຮູບ.
ຄົນງານມັກຈະຂັດກະດານຕົກແຕ່ງ, ຕັດ, ແລະສ່ວນທີ່ເຫັນໄດ້. ພວກເຂົາເຈົ້າອາດຈະນໍາໃຊ້ຂັ້ນຕອນການຂັດຫຼາຍ, ເລີ່ມຕົ້ນດ້ວຍການປະສົມຫຍາບແລະສໍາເລັດຮູບດ້ວຍອັນດີ. ການຂັດທີ່ເຫມາະສົມປັບປຸງທັງຮູບລັກສະນະແລະການຕໍ່ຕ້ານ corrosion.
ຫມາຍເຫດ: ເຮັດຄວາມສະອາດພື້ນຜິວກ່ອນທີ່ຈະຂັດ. ຝຸ່ນ ຫຼື grit ສາມາດຂູດໂລຫະແລະທໍາລາຍການສໍາເລັດຮູບ.
ອຸປະກອນການເຄືອບ
ອຸປະກອນການເຄືອບປ້ອງກັນແຜ່ນໂລຫະຈາກ rust, ຄວາມຊຸ່ມຊື່ນ, ແລະການສວມໃສ່. ມັນຍັງເພີ່ມສີແລະປັບປຸງຮູບລັກສະນະ. ມີອຸປະກອນການເຄືອບຫຼາຍປະເພດ:
ປະເພດອຸປະກອນ |
ການນໍາໃຊ້ຕົ້ນຕໍ |
ການເຄືອບທົ່ວໄປ |
ປືນສີດ |
ໃຊ້ສີຫຼືການເຄືອບຂອງແຫຼວ |
ສີ, enamel, lacquer |
ປືນເຄືອບຝຸ່ນ |
ໃຊ້ການເຄືອບຝຸ່ນແຫ້ງ |
ການເຄືອບຜົງ |
ຖັງຈຸ່ມ |
Submerge ພາກສ່ວນໃນຂອງແຫຼວ |
ການເຄືອບ, anodizing |
ປືນສີດໃຊ້ອາກາດບີບອັດເພື່ອທາສີບາງໆ, ແມ້ແຕ່ຊັ້ນ. ປືນເຄືອບຜົງໃຊ້ໄຟຟ້າເພື່ອຕິດຜົງໃສ່ໂລຫະ, ຈາກນັ້ນກໍ່ຖືກອົບ. ຈຸ່ມຖັງໃສ່ຊິ້ນສ່ວນໂດຍການຈຸ່ມໃສ່ໃນອາບນໍ້າ.
ຜູ້ປະກອບການເລືອກອຸປະກອນທີ່ເຫມາະສົມໂດຍອີງໃສ່ປະເພດຂອງການເຄືອບແລະຂະຫນາດສ່ວນ. ການເຄືອບທີ່ເຫມາະສົມຍືດອາຍຸຂອງຜະລິດຕະພັນໂລຫະແຜ່ນແລະເຮັດໃຫ້ພວກເຂົາເບິ່ງໃຫມ່.
ການນໍາໃຊ້ເຄື່ອງມືສໍາເລັດຮູບທີ່ຖືກຕ້ອງຮັບປະກັນວ່າທຸກໆສ່ວນຂອງໂລຫະແຜ່ນໄດ້ມາດຕະຖານຄຸນນະພາບແລະຄວາມປອດໄພ. ພະນັກງານທີ່ມີທັກສະຮູ້ວິທີການເລືອກແລະນໍາໃຊ້ເຄື່ອງມືເຫຼົ່ານີ້ເພື່ອໃຫ້ໄດ້ຜົນທີ່ດີທີ່ສຸດ.
ເຄື່ອງມືມືທຽບກັບເຄື່ອງຈັກ
ເຄື່ອງມືມືຂັ້ນພື້ນຖານ
ເຄື່ອງມືຂັ້ນພື້ນຖານໃຫ້ຜູ້ເຮັດວຽກງານໂລຫະຄວບຄຸມໂດຍກົງກ່ຽວກັບຂະບວນການ fabrication. ເຄື່ອງມືເຫຼົ່ານີ້ອະນຸຍາດໃຫ້ມີວິທີການມື, ເຮັດໃຫ້ເຂົາເຈົ້າເຫມາະສົມສໍາລັບວຽກງານຂະຫນາດນ້ອຍ, prototyping, ແລະວຽກງານລະອຽດ. ຄົນງານທີ່ມີຄວາມຊໍານິຊໍານານມັກຈະມັກເຄື່ອງມືມືໃນເວລາທີ່ພວກເຂົາຕ້ອງການຄວາມຮູ້ສຶກຂອງວັດສະດຸແລະເຮັດການປັບຕົວທີ່ຊັດເຈນ. ເຄື່ອງມືມືຍັງຊ່ວຍສອນນິໄສຮ້ານຄ້າທີ່ດີ ແລະສະໜັບສະໜູນການແບ່ງປັນຄວາມຮູ້ລະຫວ່າງສະມາຊິກໃນທີມ.
ຊື່ເຄື່ອງມື |
ຄໍາຮ້ອງສະຫມັກທົ່ວໄປ |
ເຄື່ອງຕັດສາຍໄຟ |
ຂູດປາຍທີ່ແຕກຫັກ ແລະຕັດປາຍຈາກຂອບໂລຫະແຜ່ນ. |
Throatless Shears |
ການເຮັດເສັ້ນໂຄ້ງ, ສະຫມໍ່າສະເຫມີ, ຫຼືເສັ້ນຊື່ຂອງການຕັດໂລຫະ; ອະນຸຍາດໃຫ້ການເຄື່ອນໄຫວຟຣີຂອງໂລຫະປະມານແຜ່ນໃບຄ້າຍຄື. |
ເຄື່ອງຕັດມຸມ |
ການຂັດ, ຕັດ, ແລະເຄື່ອງຂັດໂລຫະ; ເຄື່ອງມືພະລັງງານອະນາຄົດ. |
ແຜ່ນ Grinder ມຸມ |
ແຜ່ນແຜ່ນຕ່າງໆ (ລໍ້ຕັດ, ລໍ້ຂັດ, ແຜ່ນແປ້ນ) ສໍາລັບການຕັດ, ຂັດ, ແລະສໍາເລັດຮູບ. |
Cleco Fasteners |
ຖືແຜ່ນໂລຫະຫຼາຍແຜ່ນຮ່ວມກັນຊົ່ວຄາວກ່ອນທີ່ຈະຕິດກັນແບບຖາວອນ. |
ເຄື່ອງເຈາະ |
ເຈາະຮູເພື່ອສົມທົບຕ່ອນຂອງໂລຫະແຜ່ນ; ປະກອບມີບິດສະກູມາດຕະຖານແລະເຄື່ອງຈັກ. |
ເຄື່ອງມືເຮັດເຄື່ອງຫມາຍ |
ເຄື່ອງມືເຊັ່ນ: scribers, calipers, ແລະ dividers ສໍາລັບການວັດແທກທີ່ຊັດເຈນແລະເຄື່ອງຫມາຍໃສ່ໂລຫະ. |
ອຸປະກອນຄວາມປອດໄພ |
ໝວກກັນກະທົບ, ແວ່ນຕາ, ຖົງມື, ແລະ ເຄື່ອງນຸ່ງປ້ອງກັນ ເພື່ອຄວາມປອດໄພຂອງຜູ້ອອກແຮງງານ. |
ເຄື່ອງມືມືດີເລີດໃນສະຖານະການທີ່ຄວາມໄວມີຄວາມສໍາຄັນຫນ້ອຍກວ່າຄວາມຖືກຕ້ອງແລະຝີມື. ຄົນງານສາມາດຫຼີກລ່ຽງເວລາຕິດຕັ້ງເຄື່ອງ ແລະ ປັບຕົວໄດ້ໄວ. ສໍາລັບຕົວຢ່າງ, ຊ່າງໂລຫະອາດຈະໃຊ້ການຕັດຄໍທີ່ບໍ່ມີຄໍເພື່ອຕັດເສັ້ນໂຄ້ງທີ່ກໍາຫນົດເອງຫຼືເຄື່ອງມືເຄື່ອງຫມາຍເພື່ອວາງຮູບແບບທີ່ຊັດເຈນ. ເຄື່ອງມືຍັງອະນຸຍາດໃຫ້ມີຄໍາຄຶດຄໍາເຫັນທີ່ດີກວ່າແລະການຄວບຄຸມ, ເຄື່ອງມືທີ່ບໍ່ສາມາດສະຫນອງໄດ້ສະເຫມີໄປ.
ເຄື່ອງມືຍັງຄົງເປັນສິ່ງຈໍາເປັນສໍາລັບການລະອຽດ, ວຽກງານທີ່ຮັດກຸມ. ພວກເຂົາເຈົ້າສະຫນັບສະຫນູນຄວາມຄິດສ້າງສັນແລະການພັດທະນາສີມືແຮງງານໃນທຸກຮ້ານ fabrication.
ເຄື່ອງມືໄຟຟ້າ ແລະເຄື່ອງຈັກ
ເຄື່ອງມືພະລັງງານແລະເຄື່ອງຈັກຫັນປ່ຽນວິທີທີ່ຊ່າງໂລຫະຈັດການກັບໂຄງການຂະຫນາດໃຫຍ່ຫຼືສະລັບສັບຊ້ອນ. ເຄື່ອງມືເຫຼົ່ານີ້ເພີ່ມຄວາມໄວແລະຜົນຜະລິດ, ເຮັດໃຫ້ພວກເຂົາເປັນທາງເລືອກທີ່ດີທີ່ສຸດສໍາລັບວຽກງານທີ່ມີປະລິມານສູງຫຼືເຮັດຊ້ໍາອີກ. ເຄື່ອງຈັກເຊັ່ນ: ເບກກົດໄຮໂດຼລິກ, ເຄື່ອງຕັດ CNC, ແລະລະບົບການເຊື່ອມໂລຫະອັດຕະໂນມັດໃຫ້ຜົນໄດ້ຮັບທີ່ສອດຄ່ອງແລະຄວາມທົນທານທີ່ແຫນ້ນຫນາ.
ເຄື່ອງຈັກປັບປຸງປະສິດທິພາບໂດຍການເພີ່ມຄວາມໄວການຜະລິດແລະການຫຼຸດຜ່ອນຄວາມຜິດພາດຂອງມະນຸດ. ລະບົບອັດຕະໂນມັດຈັດການກັບວຽກງານທີ່ຊໍ້າຊ້ອນດ້ວຍຄວາມແມ່ນຍໍາສູງ. ເຄື່ອງຈັກ CNC ແລະເຄື່ອງເຊື່ອມຫຸ່ນຍົນສາມາດເຮັດວຽກກ່ຽວກັບຮູບຮ່າງທີ່ສັບສົນແລະຊຸດໃຫຍ່ໂດຍບໍ່ມີຄວາມເມື່ອຍລ້າ. ລັກສະນະຄວາມປອດໄພເຊັ່ນ: ກອງປ້ອງກັນແລະການປິດອັດຕະໂນມັດຊ່ວຍປົກປ້ອງຜູ້ປະຕິບັດງານຈາກການບາດເຈັບ.
ລັກສະນະ |
ເຄື່ອງຈັກໃນການຜະລິດແຜ່ນໂລຫະ |
ເຄື່ອງມືມືພື້ນຖານໃນການຜະລິດແຜ່ນໂລຫະ |
ຈຸດປະສົງ |
ຮູບຮ່າງທີ່ມີປະສິດທິພາບ, ຕັດ, ແລະກອບເປັນຈໍານວນສໍາລັບປະລິມານທີ່ໃຫຍ່ກວ່າຫຼືຊັດເຈນ, ເຮັດຊ້ໍາໄດ້ |
ໃຊ້ສໍາລັບວຽກຂະຫນາດນ້ອຍກວ່າ, ການສ້າງຕົວແບບ, ຫຼືວຽກຫັດຖະກໍາທີ່ມີລາຍລະອຽດ |
ປະລິມານ ແລະຄວາມໄວ |
ເຫມາະສໍາລັບປະລິມານສູງແລະການຜະລິດໄວ |
ປະຕິບັດໄດ້ຫຼາຍຂຶ້ນສຳລັບປະລິມານໜ້ອຍ ຫຼືເມື່ອຄວາມໄວບໍ່ສຳຄັນ |
ຄວາມຊັດເຈນແລະການຄວບຄຸມ |
ເຄື່ອງຈັກສະຫນອງຄວາມແມ່ນຍໍາທີ່ສອດຄ່ອງ, ຊ້ໍາກັນ |
ເຄື່ອງມືອະນຸຍາດໃຫ້ສໍາລັບການຄວບຄຸມ tactile ຫຼາຍແລະຄວາມຮູ້ສຶກ |
ບໍລິບົດຂອງແອັບພລິເຄຊັນ |
ການຜະລິດອຸດສາຫະກໍາ, ການຜະລິດຈໍານວນຫລາຍ |
ຊ່າງຫັດຖະກໍາ, ການສ້າງຕົວແບບ, ຮ້ານຄ້າວຽກຂະຫນາດນ້ອຍ |
ເຄື່ອງຈັກດີເລີດໃນການຜະລິດປະລິມານສູງ, ແຕ່ເຄື່ອງມືມືຍັງມີຄວາມສໍາຄັນສໍາລັບການເຮັດວຽກທີ່ກໍາຫນົດເອງແລະການປັບຕົວທີ່ດີ. ຮ້ານຄ້າທີ່ສົມດຸນໃຊ້ທັງສອງເພື່ອບັນລຸຜົນໄດ້ຮັບທີ່ດີທີ່ສຸດ.
ຄວາມປອດໄພແລະການວັດແທກ
ເຄື່ອງມືຄວາມປອດໄພ
ການຜະລິດແຜ່ນໂລຫະປະກອບດ້ວຍຂອບແຫຼມ, ເຄື່ອງຈັກຫນັກ, ແລະສະພາບແວດລ້ອມທີ່ມີສຽງດັງ. ຜູ້ອອກແຮງງານຕ້ອງໃຊ້ເຄື່ອງມືຄວາມປອດໄພທີ່ຖືກຕ້ອງເພື່ອປ້ອງກັນຕົນເອງຈາກການບາດເຈັບ. ປະເພດອຸປະກອນປ້ອງກັນສ່ວນບຸກຄົນ (PPE) ທີ່ສໍາຄັນທີ່ສຸດປະກອບມີ:
ຖົງມື : ປົກປ້ອງມືຈາກການຕັດ, ບາດແຜ, ແລະແຫຼມ.
ແວ່ນຕານິລະໄພທີ່ໄດ້ຮັບການຮັບຮອງ ANSI Z87.1 : ປ້ອງກັນຕາຈາກສິ່ງເສດເຫຼືອທີ່ບິນ ແລະ sparks.
ການປ້ອງກັນການໄດ້ຍິນ : ປລັກຫູຟັງ ຫຼື ຜ້າປິດຫູຊ່ວຍຫຼຸດຄວາມສ່ຽງຂອງການສູນເສຍການໄດ້ຍິນໃນຮ້ານຄ້າທີ່ມີສຽງດັງ. OSHA ຕ້ອງການການປ້ອງກັນການໄດ້ຍິນເມື່ອລະດັບສຽງດັງເກີນ 85 ເດຊິແບນ ໃນໄລຍະການປ່ຽນແປດຊົ່ວໂມງ.
ໜ້າກາກທາງເດີນຫາຍໃຈ : ກັ່ນຕອງຂີ້ຝຸ່ນ, ໝອນ ແລະ ຝຸ່ນທີ່ເກີດຈາກອາກາດອອກໃນລະຫວ່າງການຕັດ, ຂັດ, ຫຼືເຊື່ອມ.
ເຄື່ອງນຸ່ງປ້ອງກັນ : ເສື້ອກັນໜາວ ແລະຜ້າກັນເປື້ອນ ປ້ອງກັນໄຟໄໝ້ ແລະ ໂລຫະຮ້ອນ.
ຮ້ານຄ້າຍັງໃຊ້ເຄື່ອງປ້ອງກັນການຕິດຕໍ່ໂດຍບັງເອີນກັບພາກສ່ວນການເຄື່ອນຍ້າຍ. ກອງ, ຜ້າມ່ານແສງ, ຝາປິດກັ້ນ, ແລະປຸ່ມຢຸດສຸກເສີນຊ່ວຍໃຫ້ພະນັກງານປອດໄພ. ຂັ້ນຕອນ Lockout/tagout (LOTO) ແຍກແຫຼ່ງພະລັງງານໃນລະຫວ່າງການບໍາລຸງຮັກສາ, ຫຼຸດຜ່ອນຄວາມສ່ຽງຕໍ່ການບາດເຈັບຂອງໄຟຟ້າຫຼືກົນຈັກ. ລະຫັດໄຟຟ້າແຫ່ງຊາດ (NEC) ກໍານົດມາດຕະຖານສໍາລັບຄວາມປອດໄພຂອງໄຟຟ້າ, ໃນຂະນະທີ່ອົງການຈັດຕັ້ງເຊັ່ນ: ສະມາຄົມການເຊື່ອມໂລຫະອາເມລິກາ (AWS) ແລະ ISO ສະຫນອງການຝຶກອົບຮົມແລະການຢັ້ງຢືນສໍາລັບການປະຕິບັດທີ່ປອດໄພ.
ການບໍາລຸງຮັກສາ PPE ທີ່ເຫມາະສົມແລະການຝຶກອົບຮົມເປັນປົກກະຕິມີບົດບາດສໍາຄັນໃນການປ້ອງກັນການບາດເຈັບ. ເຄື່ອງໃຊ້ທີ່ສະອາດ, ຮັກສາໄດ້ດີ ເຮັດວຽກໄດ້ດີກວ່າ ແລະໃຊ້ໄດ້ດົນກວ່າ. ການສຶກສາສະແດງໃຫ້ເຫັນວ່າການປ້ອງກັນເຄື່ອງຈັກທີ່ສົມບູນແບບແລະການຝຶກອົບຮົມຄວາມປອດໄພສາມາດຫຼຸດຜ່ອນການບາດເຈັບຂອງມືແລະນິ້ວມືໄດ້ເຖິງ 90% ໃນຮ້ານຂາຍໂລຫະແຜ່ນ.
ຄຳແນະນຳ: ຜູ້ອອກແຮງງານຄວນກວດກາອຸປະກອນຄວາມປອດໄພຂອງຕົນກ່ອນການປ່ຽນເຄື່ອງແຕ່ລະຄັ້ງ ແລະ ປ່ຽນສິ່ງຂອງທີ່ເສຍຫາຍທັນທີ.
ອຸປະກອນວັດແທກ
ການວັດແທກທີ່ຖືກຕ້ອງຮັບປະກັນວ່າຊິ້ນສ່ວນໂລຫະແຜ່ນທີ່ສອດຄ່ອງກັນແລະເຮັດວຽກຕາມການອອກແບບ. Fabricators ໃຊ້ອຸປະກອນການວັດແທກ, ແຕ່ລະຄົນມີລະດັບຄວາມແມ່ນຍໍາຂອງຕົນເອງ. ເຄື່ອງມືທົ່ວໄປທີ່ສຸດປະກອບມີ:
ໄມ້ບັນທັດເຫຼັກທີ່ມີຄວາມແມ່ນຍໍາ : ສະຫນອງຄວາມຖືກຕ້ອງເຖິງ 0.001 ນິ້ວ, ຂຶ້ນກັບຄວາມຍາວ.
ມາດຕະການເທບຄວາມແມ່ນຍໍາ : ສະຫນອງຄວາມທົນທານຂອງ ± 1/32 ນິ້ວສໍາລັບຄວາມຍາວເຖິງ 12 ຟຸດ, ແລະ ± 1/16 ນິ້ວສໍາລັບການວັດແທກທີ່ຍາວກວ່າ.
ໄມ້ບັນທັດເຫຼັກດັດສົມ ແລະມາດຕະການເທບ : ສາມາດຕິດຕາມໄດ້ຕາມມາດຕະຖານແຫ່ງຊາດ, ເຄື່ອງມືເຫຼົ່ານີ້ມາພ້ອມກັບຄວາມຖືກຕ້ອງທີ່ໄດ້ຮັບການຢັ້ງຢືນ ແລະຂໍ້ເສື່ອມຂອງເອກະສານ.
ໄມໂຄມິເຕີ : ສົ່ງຄວາມຖືກຕ້ອງສູງສຸດໃນບັນດາເຄື່ອງມືຈັບມື. ໄມໂຄມິເຕີດິຈິຕອນ, vernier, ພາຍໃນ, ແລະ bench ຮຽກຮ້ອງໃຫ້ມີການຈັດການລະມັດລະວັງ. ຜູ້ໃຊ້ຕ້ອງລົບລ້າງການຫຼິ້ນ spindle, ສູນອຸປະກອນ, ໃຊ້ຄວາມກົດດັນແສງສະຫວ່າງ, ແລະຮັກສາການວັດແທກໃບຫນ້າທີ່ສະອາດເພື່ອຜົນໄດ້ຮັບທີ່ດີທີ່ສຸດ.
ຕາຕະລາງຂ້າງລຸ່ມນີ້ສະແດງໃຫ້ເຫັນລະດັບຄວາມທົນທານປົກກະຕິສໍາລັບວັດສະດຸໂລຫະແຜ່ນທີ່ແຕກຕ່າງກັນ:
ປະເພດວັດສະດຸ |
ຊ່ວງຄວາມທົນທານປົກກະຕິ (ນິ້ວ) |
ບັນທຶກ |
ໂລຫະປະສົມອາລູມິນຽມ |
±0.010 ຫາ ±0.030 |
ອ່ອນກວ່າ, ອ່ອນກວ່າ |
ສະແຕນເລດ |
±0.005 ຫາ ±0.015 |
ຍາກກວ່າ, ຕ້ອງການຄວາມທົນທານທີ່ເຄັ່ງຄັດກວ່າ |
ເຫຼັກກາກບອນ |
±0.015 ຫາ ±0.045 |
ຄວາມທົນທານປານກາງ |
ໂລຫະປະສົມທອງແດງ |
±0.008 ຫາ ±0.020 |
ຄວາມທົນທານປານກາງ |
ເຫຼັກເຄື່ອງມື |
±0.002 ຫາ ±0.010 |
ຄວາມທົນທານໃກ້ຊິດຫຼາຍເນື່ອງຈາກຄວາມແຂງ |
Titanium |
±0.005 ຫາ ±0.015 |
ອັດຕາສ່ວນຄວາມແຮງຕໍ່ນ້ຳໜັກສູງ |
ອຸປະກອນວັດແທກທີ່ໄດ້ຮັບການຢັ້ງຢືນຊ່ວຍຮັກສາຄຸນນະພາບແລະຄວາມສອດຄ່ອງໃນທຸກໆໂຄງການ. ການປັບທຽບເປັນປົກກະຕິແລະການນໍາໃຊ້ລະມັດລະວັງຮັບປະກັນວ່າການວັດແທກແມ່ນຖືກຕ້ອງໃນໄລຍະ.
ຫມາຍເຫດ: ການກວດສອບສອງຄັ້ງກ່ອນທີ່ຈະຕັດຫຼືກອບເປັນຈໍານວນຊ່ວຍປ້ອງກັນຄວາມຜິດພາດຄ່າໃຊ້ຈ່າຍແລະສິ່ງເສດເຫຼືອຂອງວັດສະດຸ.
ແຜ່ນໂລຫະ fabrication ຮູບຮ່າງຂອງໂລຫະແປເປັນພາກສ່ວນທີ່ເຂັ້ມແຂງ, ຊັດເຈນສໍາລັບອຸດສາຫະກໍາຈໍານວນຫຼາຍ. ຜູ້ອອກແຮງງານໃຊ້ວິທີການຕັດ, ປະກອບ, ປະກອບ, ແລະສໍາເລັດຮູບດ້ວຍເຄື່ອງມືມືແລະເຄື່ອງຈັກ. ຄວາມເຂົ້າໃຈແຕ່ລະຂັ້ນຕອນຊ່ວຍສ້າງຜະລິດຕະພັນທີ່ມີຄຸນນະພາບສູງ. ການເລືອກເຕັກນິກທີ່ເຫມາະສົມແມ່ນຂຶ້ນກັບຄວາມຕ້ອງການຂອງໂຄງການ, ຄຸນສົມບັດຂອງວັດສະດຸ, ແລະອຸປະກອນທີ່ມີຢູ່. ເຕັກໂນໂລຊີໃຫມ່, ເຊັ່ນເຄື່ອງ CNC, ປັບປຸງຄວາມໄວແລະຄວາມຖືກຕ້ອງ. ການເລືອກວັດສະດຸ, ເຊັ່ນເຫຼັກຫຼືອາລູມິນຽມ, ຜົນກະທົບຕໍ່ຄ່າໃຊ້ຈ່າຍແລະການປະຕິບັດ. ການວາງແຜນຢ່າງລະມັດລະວັງຮັບປະກັນວ່າການຜະລິດໂລຫະແຜ່ນໄດ້ບັນລຸເປົ້າຫມາຍການອອກແບບແລະມາດຕະຖານອຸດສາຫະກໍາ.
FAQ
ເຄື່ອງມືຕັດທົ່ວໄປທີ່ສຸດໃນການຜະລິດໂລຫະແຜ່ນແມ່ນຫຍັງ?
Shears ແມ່ນເຄື່ອງມືຕັດທົ່ວໄປທີ່ສຸດ. ຄົນງານໃຊ້ພວກມັນເພື່ອຕັດຊື່ໃສ່ແຜ່ນບາງໆ. Shears ໃຫ້ແຄມທີ່ສະອາດແລະຜົນໄດ້ຮັບໄວ. ສໍາລັບຮູບຮ່າງທີ່ຫນາຫຼືສະລັບສັບຊ້ອນ, ນັກວິຊາການມັກຈະໃຊ້ເຄື່ອງເລື່ອຍຫຼື CNC.
ນັກວິຊາການຮັບປະກັນຄວາມປອດໄພໃນລະຫວ່າງການຜະລິດແນວໃດ?
ຊ່າງໃສ່ຖົງມື, ແວ່ນຕານິລະໄພ, ແລະປ້ອງກັນການໄດ້ຍິນ. ພວກເຂົາເຈົ້າປະຕິບັດຕາມກົດລະບຽບຂອງຮ້ານຢ່າງເຂັ້ມງວດແລະນໍາໃຊ້ເຄື່ອງກອງ. ການຝຶກອົບຮົມເປັນປົກກະຕິແລະການກວດສອບອຸປະກອນຊ່ວຍປ້ອງກັນການບາດເຈັບ. ຮ້ານຄ້າຍັງໃຊ້ການຢຸດສຸກເສີນ ແລະຂັ້ນຕອນການປິດ/ tagout.
ໂລຫະໃດທີ່ເຮັດວຽກດີທີ່ສຸດສໍາລັບການຜະລິດໂລຫະແຜ່ນ?
ເຫຼັກກ້າ, ອາລູມິນຽມ, ທອງແດງ, ແລະທອງເຫລືອງແມ່ນທາງເລືອກທີ່ນິຍົມທີ່ສຸດ. ເຫຼັກກ້າໃຫ້ຄວາມເຂັ້ມແຂງ. ອາລູມິນຽມທົນທານຕໍ່ການກັດກ່ອນແລະມີນ້ໍາຫນັກຫນ້ອຍ. ທອງແດງສະຫນອງການນໍາທີ່ດີ. ທອງເຫລືອງສົມທົບຄວາມເຂັ້ມແຂງດ້ວຍການສໍາເລັດຮູບຕົກແຕ່ງ.
ເປັນຫຍັງຊ່າງຕັດຫຍິບໃຊ້ເຄື່ອງຈັກ CNC?
ເຄື່ອງ CNC ຕັດ, ງໍ, ແລະຮູບຮ່າງຂອງໂລຫະທີ່ມີຄວາມແມ່ນຍໍາສູງ. ພວກເຂົາເຈົ້າປະຕິບັດຕາມຄໍາແນະນໍາໂຄງການ. ເຄື່ອງ CNC ຫຼຸດຜ່ອນຄວາມຜິດພາດແລະເລັ່ງການຜະລິດ. ນັກວິຊາການໃຊ້ພວກມັນສໍາລັບຮູບຮ່າງທີ່ສັບສົນແລະຄວາມທົນທານທີ່ແຫນ້ນຫນາ.
ວິທີການສໍາເລັດຮູບອັນໃດທີ່ປົກປ້ອງໂລຫະຈາກ rust?
ການເຄືອບຝຸ່ນປົກປ້ອງໂລຫະຈາກ rust ແລະສວມໃສ່. ມັນສ້າງຊັ້ນທີ່ເຄັ່ງຄັດ, ມີສີສັນ. ຊ່າງຍັງໃຊ້ການທາສີ, ແຜ່ນ anodizing, ແລະ electroplating ສໍາລັບການປົກປ້ອງແລະຮູບລັກສະນະ.
ພະນັກງານວັດແທກຄວາມຖືກຕ້ອງຂອງຊິ້ນສ່ວນໂລຫະແຜ່ນແນວໃດ?
ຄົນງານໃຊ້ calipers, micrometers, ແລະໄມ້ບັນທັດເຫຼັກ. ພວກເຂົາກວດເບິ່ງຄວາມຫນາ, ຄວາມຍາວ, ແລະມຸມ. ເຄື່ອງວັດດິຈິຕອລແລະເຄື່ອງວັດແທກປະສານງານຊ່ວຍໃຫ້ມີສ່ວນທີ່ສັບສົນ. ການວັດແທກການກວດສອບສອງຄັ້ງປ້ອງກັນຄວາມຜິດພາດ.
ເຄື່ອງມືມືສາມາດທົດແທນເຄື່ອງຈັກໃນການຜະລິດໄດ້ບໍ?
ເຄື່ອງມືມືເຮັດວຽກໄດ້ດີສໍາລັບວຽກຂະຫນາດນ້ອຍ, ການສ້ອມແປງ, ແລະວຽກງານລາຍລະອຽດ. ເຄື່ອງຈັກຈັດການປະລິມານຂະຫນາດໃຫຍ່ແລະຮູບຮ່າງທີ່ສັບສົນ. ຮ້ານຄ້າສ່ວນໃຫຍ່ໃຊ້ທັງສອງສໍາລັບຜົນໄດ້ຮັບທີ່ດີທີ່ສຸດ.
ຄວາມແຕກຕ່າງຕົ້ນຕໍລະຫວ່າງການເຊື່ອມໂລຫະແລະການ riveting ແມ່ນຫຍັງ?
ການເຊື່ອມໂລຫະ fuses ຕ່ອນໂລຫະຮ່ວມກັນສໍາລັບການຜູກມັດຖາວອນ. Riveting ເຂົ້າຮ່ວມແຜ່ນທີ່ມີ pins ໂລຫະ. ການເຊື່ອມໂລຫະສ້າງຂໍ້ຕໍ່ທີ່ເຂັ້ມແຂງ. Riveting ເຮັດວຽກໄດ້ດີສໍາລັບການປະກອບຕາບອດແລະການຜະລິດໄວ.