Sac metal imalatı üç ana teknik kategorisine dayanır: kesme, şekillendirme ve birleştirme. Destekleyici adımlar arasında bitirme ve hassas ölçüm yer alır. En yaygın yöntemler ve araçlar aşağıdaki tabloda görülmektedir:
Teknik |
Tanım |
Ortak Araçlar/Yöntemler |
Kesme |
Malzemeyi kaldırarak metali şekillendirmek |
El makasları, plazma kesiciler, açılı taşlama makineleri |
Şekillendirme |
Metalin bükülmesi veya esnetilmesi |
Frene basın, çekiç, İngiliz tekerleği |
Katılıyor |
Metal parçaların birbirine bağlanması |
Kaynak ekipmanı, perçin tabancaları |
Bu temel sac imalat teknikleri, sac imalat sürecinin çekirdeğini oluşturur. Özel sac levha imalat projeleri genellikle Sac Levha İmalatında 5 Temel Adımı takip eder: Kapsamlı Bir Kılavuz.
Sac İmalatında 5 Temel Adım
Sac levha imalatında 5 temel adım: kesme, şekillendirme, birleştirme, son işlem ve ölçüm ve güvenliği içeren kapsamlı bir kılavuz. Her adımda, ham maddeleri bitmiş ürünlere dönüştürmek için özel metal imalat teknikleri ve araçları kullanılır. Aşağıdaki bölümlerde bu adımlar açıklanmakta ve en önemli yöntemler vurgulanmaktadır.
Kesme
Kesim ilk adımdır sac imalat proses adımları . Bir dizi temel sac metal imalat tekniğini kullanarak malzemeyi kaldırarak metali şekillendirir. En yaygın kesme yöntemleri arasında kesme, lazerle kesme, plazmayla kesme, su jetiyle kesme ve testereyle kesme bulunur. Her yöntem farklı uygulamalar için benzersiz avantajlar sunar.
Kesme
Kesme işleminde, sac levha boyunca düz çizgiler kesmek için iki büyük bıçak kullanılır. Bu teknik hızlı ve etkilidir, bu da onu inşaat ve altyapı projeleri için ideal kılmaktadır. Kesme makineleri yüksek hacimleri işler ve temiz, düz kesimler üretir. Operatörler genellikle karmaşık şekiller gerektirmeyen hızlı işler için kesme yöntemini kullanır.
Lazer Kesim
Lazer kesim, metali kesmek için odaklanmış bir lazer ışını kullanır. Bu yöntem, özellikle ince malzemelerde yüksek hassasiyet ve hız sağlar. Lazer kesim, yüksek hacimli üretim ve otomatik sistemler için iyi sonuç verir. Yaklaşık 5/8 inç kalınlığa kadar olan malzemelerle sınırlıdır. Birçok üretici, doğruluğu ve temiz kenarları nedeniyle lazer kesimi tercih ediyor.
Plazma Kesim
Plazma kesme, metali kesmek için dönen gazlar ve bir elektrik arkı kullanır. Bu teknik daha kalın metaller için etkilidir ve yüksek kesme hızları sunar. Plazma kesiciler çelik ve alüminyum da dahil olmak üzere çeşitli metalleri işler. Operatörler, daha kalın sacları hızlı bir şekilde işlemeleri gerektiğinde plazma kesmeyi seçiyor.
Su Jetiyle Kesim
Su jeti ile kesme işleminde, metali kesmek için aşındırıcılarla karıştırılmış yüksek basınçlı su akışı kullanılır. Su jeti ile kesme, metali düz tutar ve ısıdan etkilenen bölgeleri önler; bu da onu ısıya duyarlı malzemeler için ideal kılar. Su jeti kesimi çelik, seramik ve taş gibi kalın malzemeleri işleyebilir. Birçok mağaza, termal bozulma olmadan hassasiyet gerektiren projeler için su jeti ile kesmeyi kullanır.
Testereyle kesme
Testereyle kesme en eski metal kesme yöntemlerinden biridir. Düz kesimler üretir ve basit uygulamalara uygundur. Şerit testereler ve doğrama testereleri bu teknik için yaygın olarak kullanılan aletlerdir. Testereleme, metal üretim sürecindeki temel kesimler için güvenilir bir seçim olmaya devam ediyor.
İpucu: Kesim sırasında hassasiyet çok önemlidir. Teknisyenler, kesimleri planlamak ve yürütmek, hataları azaltmak ve güvenliği artırmak için gelişmiş CAD yazılımı ve CNC makinelerini kullanır.
Şekillendirme
Şekillendirme, metali istenen geometriye göre şekillendirir. Bu adım, bükme, damgalama, germe, yuvarlama, derin çekme, çentikleme, daraltma ve boncuklama gibi çeşitli metal imalat tekniklerini içerir. Sac metal şekillendirme, karmaşık parçalar ve yapılar oluşturmak için gereklidir.
Bükme
Bükme, sac metal şekillendirmenin temel bir parçasıdır. Operatörler, açılar ve eğriler oluşturmak için abkant presleri ve diğer bükme tekniklerini kullanır. Bükme, düz bir eksen boyunca kuvvet uygulayarak kesmeden veya delmeden şekli değiştirir. Bu yöntem braketlerin, muhafazaların ve otomotiv parçalarının yapımında yaygındır. Sac bükme, hataları ve israfı önlemek için dikkatli planlama gerektirir.
Damgalama
Damgalama, metal levhaları belirli şekillere dönüştürmek için yüksek hızlı presler ve kalıplar kullanır. Bu teknik seri üretim ve sıkı toleranslar için idealdir. Damgalama, araba kapıları, makine parçaları ve çelik levhalar gibi öğeler üretir. Sac metal imalatındaki 5 temel adımda önemli bir yöntemdir: kapsamlı bir kılavuz.
Esneme
Germe, yüzey alanını artırmak için metali çeker. Bu şekillendirme tekniği pürüzsüz, kavisli yüzeyler oluşturmak için kullanışlıdır. Operatörler, otomotiv panelleri ve uçak kaplamaları gibi parçalar için esnetmeyi kullanır. Esnetme, yırtılmayı veya incelmeyi önlemek için hassas kontrol gerektirir.
Yuvarlamak
Haddeleme, karmaşık kesit şekilleri oluşturmak için metal levhayı silindirlerden geçirir. Bu yöntem doğru ve etkilidir; çatı kaplama panelleri, kirişler ve depolama rafları gibi öğeler üretir. Haddeleme, özellikle büyük yapısal bileşenler için sac metal şekillendirmenin hayati bir parçasıdır.
Derin Çekme
Derin çekme, sacın bir kalıba çekilmesiyle içi boş şekiller oluşturur. Bu teknik, teneke kutular, lavabolar ve kasklar gibi öğeler yaratır. Güçlü, kesintisiz parçalara ihtiyaç duyan endüstrilerde derin çekme yaygındır.
çentik
Çentikleme, metal levhanın kenarlarından küçük bölümleri çıkarır. Bu şekillendirme yöntemi metali daha fazla bükme veya birleştirme için hazırlar. Montajlarda parçaları bir araya getirmek için çentik önemlidir.
Küçülen
Küçültme, sac levhadaki belirli alanların boyutunu azaltır. Bu teknik eğriler ve konturlar oluşturmaya yardımcı olur. Operatörler, özel projelerde uyum ve bitişi ayarlamak için küçültmeyi kullanır.
Boncuklu kısım
Boncuklama, metal levhaya yükseltilmiş veya girintili çizgiler ekler. Bu şekillendirme işlemi metali güçlendirir ve görünümü iyileştirir. Boncuklama, dekoratif kaplamalarda ve güçlendirme özelliklerinde yaygındır.
Not: Malzeme genleşmesini ve deformasyonunu yönetmek şekillendirmede zorlu bir iştir. Teknisyenler kalıpları hesaplamak ve bükme sıralarını optimize etmek, israfı ve hataları azaltmak için SolidWorks gibi yazılımlar kullanıyor.
Katılıyor
Birleştirme, tam bir montaj oluşturmak için ayrı metal parçalarını birbirine bağlar. Sac metal imalatındaki ana birleştirme teknikleri kaynak, perçinleme ve yapıştırmayı içerir. Her yöntem farklı güçlü yönler sunar ve proje gereksinimlerine göre seçilir.
Kaynak
Kaynak, metal parçaları bir araya getiren kalıcı bir birleştirme yöntemidir. Yüksek yük kapasitesi ve sızdırmaz bağlantı sağlar. Kaynak, karmaşık şekiller için uygundur ve metal imalat sürecinde yaygın olarak kullanılır. Operatörler, özellikle ince malzemelerde bükülmeyi önlemek için ısıyı kontrol etmelidir. Metal kaynağı MIG, TIG ve lazer kaynağı gibi teknikleri içerir.
Perçinleme
Perçinleme, levhaları birleştirmek için metal bağlantı elemanları kullanır. Bu teknik güçlü, kalıcı bağlantılar oluşturur ve kör montaja olanak tanır. Perçinlemenin uygun maliyetli ve güvenilir olması onu birçok endüstride popüler bir seçim haline getiriyor.
Yapışkanlı Yapıştırma
Yapışkan bağlama, özel yapıştırıcılar kullanılarak metal parçaları birleştirir. Bu yöntem basittir ve farklı malzemeleri birbirine bağlayabilir. Yapışkan bağlama metalin fiziksel özelliklerini etkilemez. Ancak kaynak veya perçinlemeye kıyasla daha zayıf bağlantılar üretir.
Birleştirme sırasında kalite kontrolü önemlidir. Operatörler güçlü, hatasız bağlantılar sağlamak için kelepçeleme, sabitleme ve otomatik denetim sistemlerini kullanır.
Bitirme
Son işlem, sac metal parçalara son görünümlerini verir ve onları hasardan korur. Bu adım dayanıklılığı, görünümü ve performansı artırır. Teknisyenler keskin kenarları kaldırmak, yüzeyleri pürüzsüzleştirmek ve koruyucu kaplamalar uygulamak için çeşitli yöntemler kullanır.
Çapak alma
Çapak alma, kesme veya delme işleminden sonra kalan keskin kenarları ve çapakları giderir. İşçiler el eğeleri, çapak alma çarkları veya özel makineler kullanır. Bu işlem yaralanmaları önler ve parçaların birbirine sorunsuz bir şekilde oturmasına yardımcı olur. Çapak alma ayrıca yüzeyi daha sonraki bitirme adımları için hazırlar.
Bileme
Taşlama pürüzlü yüzeyleri düzleştirir ve fazla malzemeyi giderir. Operatörler açılı taşlama makinelerini, bant zımpara makinelerini veya tezgah taşlama makinelerini kullanır. Taşlama düzgün bir yüzey oluşturur ve küçük kusurları düzeltir. Metale zarar vermemek için doğru kum ve tekniği kullanmak önemlidir.
Parlatma
Parlatma, sac metale parlak, yansıtıcı bir görünüm kazandırır. İşçiler parlatma diskleri, parlatma pedleri ve özel bileşikler kullanır. Parlatma görünümü iyileştirir ve sürtünmeyi de azaltabilir. Paneller ve kaplamalar gibi birçok dekoratif parça bu adımı gerektirir.
Kaplama
Kaplama metali korozyona ve aşınmaya karşı korur. Her birinin kendi amacı olan çeşitli kaplama yöntemleri mevcuttur. Aşağıdaki tablo yaygın sonlandırma yöntemlerini ve bunların ana kullanımlarını özetlemektedir:
Bitirme Yöntemi |
Ana Amaç(lar) |
Eloksal |
Korozyon direncini artırmak ve hasara karşı koruma sağlamak için koruyucu bir oksit kaplama oluşturur. |
Kimyasal Frezeleme |
Sac metal parçaların üzerine dekoratif desenler, logolar veya işaretler kazır. |
Elektrokaplama |
Korozyon direncini arttırmak ve görünümü iyileştirmek için metal yüzeyleri başka bir metalle kaplar. |
Boncuk Patlatma |
Mat bir yüzey oluşturur veya cam boncuklarla raspalanarak yüzey kusurlarını giderir. |
Toz Boya |
Korozyon ve aşınmaya karşı koruma için kuru toz film uygular ve ayrıca çekici bir renk sağlar. |
Sıvı Boya |
Yüzeyleri boya ile kaplayarak pürüzsüz, parlak bir görünüm sağlar. |
Alev Püskürtme |
Pürüzsüz, bitmiş bir yüzey oluşturmak için erimiş metali ısıtılmış bileşenlerin üzerine püskürtür. |
Serigrafi |
Yüzeye renkli, dekoratif desenler veya metinler oluşturmak için silikon mürekkep uygular. |
Yüzey bitirme, sac metal parçaların hem kalitesini hem de ömrünü artırır. Yöntemin seçimi istenen görünüme, dayanıklılığa ve maliyete bağlıdır.
İpucu: Dikkatli kullanım ve düzenli ekipman bakımı, son işlem sırasında yüzey çiziklerinin ve hizalama sorunlarının önlenmesine yardımcı olur. Koruyucu filmlerin ve 3D modelleme yazılımının kullanılması da yaygın sorunları azaltabilir.
Ölçüm ve Güvenlik
Doğru ölçüm ve güçlü güvenlik uygulamaları, sac imalatında yüksek kaliteli sonuçlar sağlar. Bu adımlar hataların önlenmesine, israfın azaltılmasına ve çalışanların korunmasına yardımcı olur.
Ölçme Aletleri
Teknisyenler boyutları ve toleransları kontrol etmek için çeşitli araçlar kullanır. Yaygın ölçüm araçları şunları içerir:
Hassas kalınlık ve uzunluk kontrolleri için kumpaslar ve mikrometreler
Genel ölçümler için şerit metreler ve cetveller
Dar toleranslara sahip karmaşık parçalar için Koordinat Ölçüm Makineleri (CMM)
Hızlı, doğru okumalar için dijital göstergeler ve lazer ölçüm cihazları
Boyutsal doğruluk, uygun uyum ve işlev için kritik öneme sahiptir. İşçiler genellikle kesmeden veya şekillendirmeden önce ölçümleri iki kez kontrol ederler. SolidWorks veya Autodesk Fusion 360 gibi CAD yazılımları, süreç boyunca hassas toleransların ayarlanmasına ve korunmasına yardımcı olur. Ölçüm cihazlarının düzenli kalibrasyonu güvenilir sonuçlar sağlar.
Not: Her aşamadaki (kesme, şekillendirme ve kaynaklama) denetim protokolleri kusurları erken yakalar ve hurda oranlarını azaltır. İlk parça denetimi ve sürekli izleme, takımlar aşınsa bile doğruluğun korunmasına yardımcı olur.
Güvenlik Ekipmanları
Güvenlik her imalat atölyesinde en önemli öncelik olmaya devam ediyor. İşçiler yaralanmalara karşı korunmak için kişisel koruyucu ekipman (KKD) kullanır. Temel güvenlik donanımı şunları içerir:
Elleri keskin kenarlardan ve sıcak yüzeylerden korumak için eldivenler
Göz yaralanmalarını önlemek için güvenlik gözlükleri veya yüz siperleri
Gürültülü ortamlarda işitme koruması
Toz veya dumanla çalışırken solunum cihazları veya maskeler
Kaynak işleri için kasklar ve koruyucu giysiler
Mağazalar sıkı güvenlik protokolleri uygular ve düzenli eğitim sağlar. Makine koruması, acil durdurma ve kilitleme/etiketleme prosedürleri, hareketli ekipmanlarla ilgili kazaları önler. İyi temizlik, uygun kaldırma teknikleri ve yeterli havalandırma riskleri daha da azaltır.
Düzenli ekipman bakımı, vasıflı personel ve ISO 9001 ve AWS D1.1 gibi endüstri standartlarına bağlılık hem güvenliği hem de kaliteyi sağlar. Bu uygulamalar israfı en aza indirir, yaralanmaları önler ve güvenilir, yüksek kaliteli ürünler sunulmasına yardımcı olur.
Sac İmalat Teknikleri
Kesim Yöntemleri
Kesim, çoğu sac imalat prosesinde ilk büyük adımdır. Teknisyenler metal levhaları ayırmak, şekillendirmek veya boyutlandırmak için çeşitli metal levha kesme teknikleri kullanır. Her yöntem benzersiz toleranslar sunar ve belirli malzeme kalınlıklarında en iyi şekilde çalışır. Aşağıdaki tablo en yaygın kesme yöntemlerini karşılaştırmaktadır:
Kesme Yöntemi |
Tipik Toleranslar (mm) |
Malzeme Kalınlık Aralığı (mm) |
Temel Özellikler ve Notlar |
Su Jeti Kesimi |
±0,03 ila ±0,08 |
200'e kadar |
En doğru yöntem; soğuk kesme termal bozulmayı ortadan kaldırır; kalınlıklarda tutarlı hassasiyet. |
Lazer Kesim |
±0,05 ila ±0,1 |
25-30'a kadar |
Hızlı işlem; ince ve orta malzemelerde mükemmel doğruluk; termal bozulma kalın bölümleri etkileyebilir. |
Plazma Kesim |
±0,5 ila ±1,5 |
100+ |
Kalın malzemeler için uygundur; daha gevşek toleranslar; Yapısal uygulamalar için yüksek hızlı kesme. |
Mekanik Kesme |
±0,1 ila ±0,5 |
12'ye kadar |
Düz kesimler için uygun maliyetli; orta derecede hassasiyet; Sınırlı kalınlık kapasitesi. |
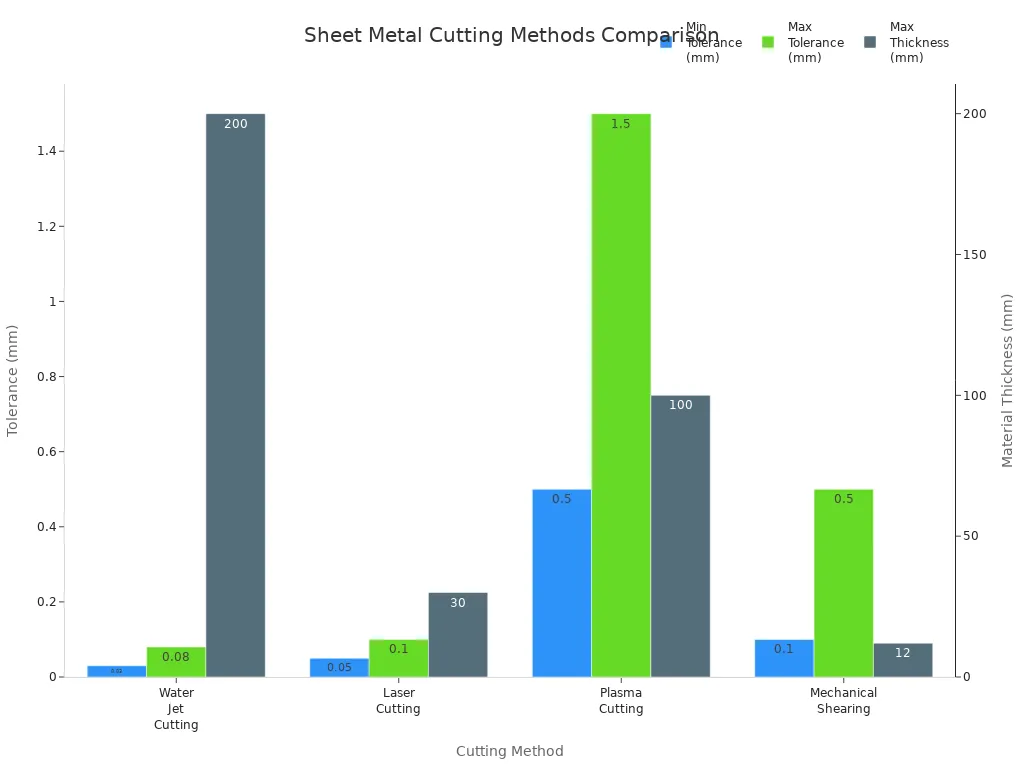
Su jeti ile kesme en yüksek hassasiyeti sağlar ve kalın malzemelerde iyi çalışır. Lazer kesim, ince ve orta kalınlıkta levhalar için hız ve doğruluk sağlar. Plazma kesme, kalın metalleri daha az hassasiyetle de olsa hızlı bir şekilde işler. Mekanik kesme, ince saclarda düz kesimler için uygun maliyetli olmaya devam ediyor. Bu kesme teknikleri birçok metal imalat tekniğinin temelini oluşturur.
İpucu: Doğru kesme yönteminin seçilmesi gereken toleransa, malzeme kalınlığına ve proje bütçesine bağlıdır.
Şekillendirme Yöntemleri
Şekillendirme, düz metal levhaları üç boyutlu şekillere dönüştürür. Sac metal şekillendirme teknikleri, her biri belirli şekiller ve malzemeler için uygun olan çok çeşitli işlemleri içerir. Aşağıdaki tablo en yaygın şekillendirme yöntemlerini ve her biri için en uygun malzemeleri özetlemektedir:
Şekillendirme Yöntemi |
Tanım |
Uygun Malzemeler |
Frene basın |
Sac metali bükmek, hassas kıvrımlar ve kutu benzeri yapılar oluşturmak için V şeklinde bir kalıp kullanır. |
Çelik, Alüminyum, Pirinç |
Kayma Haddeleme |
Soğuk haddeleme yoluyla koni ve silindirler oluşturmak için sacları silindirler arasından geçirir. |
Çelik, Alüminyum, Bakır |
Damgalama |
Parçaları delikli, flanşlı ve kabartmalı olarak şekillendirmek için kalıplar ve zımbalar kullanılarak yüksek hacimli soğuk şekillendirme. |
Çelik, Alüminyum, Pirinç |
Genişletme (Flanşlama) |
Dudaklar veya takviye için genişletilmiş veya flanşlı kenarlar oluşturur. |
Çelik, Alüminyum |
Kabartma |
Sac yüzeylerde yükseltilmiş veya girintili tasarımlar oluşturur. |
Çelik, Alüminyum, Bakır |
Panjur |
Havalandırma veya estetik için açılı yarıklar veya havalandırma delikleri oluşturur. |
Çelik, Alüminyum |
Kaplama |
Ayrıntılı gösterimler oluşturmak için aşırı basınç kullanır. |
Çelik, Pirinç |
Eğirme |
İçi boş, eksenel olarak simetrik parçalar üretmek için metali dönen bir mandrel üzerinde şekillendirir. |
Alüminyum, Çelik |
Rulo Şekillendirme |
Uzun kıvrımlar veya eğriler oluşturmak için metal levhayı silindirler aracılığıyla kademeli olarak büker. |
Çelik, Alüminyum |
Bükme, en yaygın kullanılan şekillendirme işlemi olarak öne çıkıyor. Operatörler V, U ve kanal şekilleri oluşturmak için abkant presleri kullanır. Çizim, metali otomotiv panelleri gibi derin, karmaşık parçalar için kalıplara kadar uzatır. Kıvrılma, keskinliği ortadan kaldırmak ve güvenliği artırmak için yuvarlanmış kenarlar oluşturur. Damgalama, derin çekme, dörtlü kaydırma, hidroformlama, kesme, basma ve kabartma işlemlerini içerir. Her şekillendirme tekniği, metali nihai kullanımı için şekillendirir.
Sac metal şekillendirmede en yaygın kullanılan malzemeler çelik, alüminyum, bakır ve pirinçtir. Çelik güç ve dayanıklılık sunar. Alüminyum hafiftir ve korozyona karşı dayanıklıdır. Bakır mükemmel iletkenlik ve dövülebilirlik sağlar. Pirinç, gücü dekoratif bir kaplamayla birleştirir.
Not: Doğru şekillendirme yöntemini ve malzemeyi seçmek, bitmiş parçanın güç, görünüm ve maliyet gereksinimlerini karşılamasını sağlar.
Birleştirme Yöntemleri
Birleştirme yöntemleri, ayrı metal parçaları tek bir düzeneğe bağlar. Birleştirme için en yaygın imalat teknikleri arasında kaynak, mekanik sabitleme, katlama bağlantıları, perçinleme ve yapıştırıcı birleştirme yer alır. Aşağıdaki tablo bu birleştirme tekniklerini özetlemektedir:
Birleştirme Yöntemi |
Kuvvet |
Tipik Kullanım Durumları |
Sınırlamalar |
Kaynak |
Yüksek |
Otomotiv, endüstriyel makineler ve havacılıkta kalıcı, yüksek mukavemetli bağlantılar |
Nitelikli işgücü gerektirir; ısı, ince metalleri bozabilir |
Mekanik Bağlantı |
Ilıman |
Sökülebilir bağlantılar, montaj hatları, HVAC, cihaz imalatı |
Ağırlık katar, estetiği etkileyebilir, kaynaktan daha zayıftır |
Katlanır Bağlantılar |
Düşük ila Orta |
Hafif, görsel olarak temiz bağlantılar, HVAC kanalları, muhafazalar, yük taşımayan otomotiv panelleri |
İnce metallerle sınırlıdır, kaynaktan daha az güçlüdür, hassas bükme gerektirir |
perçinleme |
Ilıman |
Yüksek hacimli üretim, HVAC, hafif montajlar |
Sınırlı güç, yüksek stresli uygulamalar için uygun değildir |
Yapışkanlı Yapıştırma |
Düşük ila Orta |
Farklı metallerin birleştirilmesi, pürüzsüz yüzeyler, hafif yapılar |
Daha düşük mukavemet, çevreye duyarlı, daha uzun kürlenme süresi |
Kaynak güçlü, kalıcı bağlantılar oluşturur ve otomotiv ve endüstriyel uygulamalarda gereklidir. Mekanik sabitlemede sökülebilir bağlantılar için vidalar, cıvatalar veya perçinler kullanılır. Katlanır bağlantılar ve perçinleme, hafif montajlar ve HVAC kanalları için iyi çalışır. Yapışkan bağlama, farklı metalleri birleştirir ve kaynaktan daha az mukavemet sunmasına rağmen pürüzsüz yüzeyler sağlar.
Teknisyenler genellikle metal imalat sürecinde gücü, görünümü ve üretim hızını dengelemek için birleştirme tekniklerini birleştirirler.
Bitirme Yöntemleri
Bitirme yöntemleri, sac parçalara son görünümlerini verir ve onları hasardan korur. Bu teknikler dayanıklılığı, güvenliği ve görsel çekiciliği artırır. İşçiler parçanın işlevine, çevreye ve istenen görünüme göre bitirme yöntemlerini seçiyor.
Sac İmalatında Yaygın Bitirme Yöntemleri:
Çapak
Alma Çapak alma, kesme veya delme işleminden sonra kalan keskin kenarları ve küçük metal parçaları temizler. İşçiler bu işlem için el eğeleri, çapak alma çarkları veya makineler kullanırlar. Çapak alma, parçaların işlenmesini daha güvenli hale getirir ve yüzeyleri daha sonraki işlemler için hazırlar.
Taşlama
Taşlama, pürüzlü yüzeyleri pürüzsüzleştirir ve fazla malzemeyi giderir. Operatörler açılı taşlama makinelerini, bant zımpara makinelerini veya tezgah taşlama makinelerini kullanır. Taşlama düzgün bir yüzey oluşturur ve küçük kusurları düzeltir. Bu adım, temiz ve eşit bir yüzey gerektiren parçalar için önemlidir.
Parlatma
Parlatma, sac metale parlak, yansıtıcı bir yüzey kazandırır. İşçiler parlatma diskleri, parlatma pedleri ve özel bileşikler kullanır. Parlatma parçaların görünümünü iyileştirir ve sürtünmeyi de azaltabilir. Birçok dekoratif veya görünür parça bu adımı gerektirir.
Kaplama
Kaplama metali korozyona, neme ve aşınmaya karşı korur. Çeşitli kaplama yöntemleri mevcuttur. Her biri farklı avantajlar sunar:
Kaplama Yöntemi |
Ana Fayda |
Tipik Kullanım |
Toz Boya |
Dayanıklı, renkli kaplama |
Ev aletleri, otomotiv parçaları |
Eloksal |
Korozyon direnci, sert yüzey |
Alüminyum parçalar |
Elektrokaplama |
Parlak, koruyucu metal katman |
Dekoratif ürünler, donanım |
Tablo |
Pürüzsüz, renkli görünüm |
Paneller, muhafazalar |
Toz kaplama, sert, renkli bir katman oluşturmak için kuru toz ve ısı kullanır. Eloksal, çoğunlukla alüminyum üzerinde koruyucu bir oksit tabakası oluşturur. Elektrokaplama, metali krom veya nikel gibi başka bir metalle kaplar. Boyama renk katar ve yüzeyi korur.
Boncuk Püskürtme
Boncuk püskürtme, yüzeyi temizlemek ve dokulandırmak için yüksek hızda atılan küçük cam boncukları kullanır. Bu yöntem kusurları giderir ve mat bir yüzey oluşturur. İşçiler genellikle boyama veya kaplama öncesinde boncuk püskürtmeyi kullanırlar.
İpucu: Doğru son işlem yöntemini seçmek parçanın kullanımına, metalin türüne ve gereken dayanıklılığa bağlıdır. Doğru son işlem, sac ürünlerin ömrünü uzatır ve performanslarını artırır.
Bitirme yöntemleri sac metal imalat sürecinde önemli bir rol oynar. Parçaların iyi görünmesini, daha uzun süre dayanmasını ve güvenlik standartlarını karşılamasını sağlarlar. Yetenekli teknisyenler, her proje için en iyi sonuçları elde etmek amacıyla bu yöntemleri seçer ve uygular.
Temel Araçlar
Kesici Aletler
Sac metal imalatı kesici takımlarla başlar. Bu araçlar daha sonraki adımlar için metal levhaları şekillendirir ve boyutlandırır. Her araç belirli bir amaca hizmet eder.
Makaslar
Makaslar düz levhalarda düz çizgi kesimleri yapar. Operatörler, yüksek hacimli, tekrarlayan görevler için giyotin kesiciler kullanır. Kesme, daha ince malzemelerde en iyi sonucu verir ve temiz kenarlar üretir. Bu araç, şekillendirmeden önce metalin hazırlanması için gereklidir.
Testereler
Testereler daha kalın veya daha sert metalleri işler. Şerit testereler ve elektrikli metal testereler, istiflenmiş levhalar boyunca düz çizgiler keser. Kaydırma testereleri karmaşık tasarımlara yardımcı olur. Pistonlu testereler boruları ve profilleri keser. Her testere tipi farklı bir kesme ihtiyacını karşılar.
Kesitler
Makaslar ağır hizmet tipi makaslara benzer. Teneke parçalar ince tabakalarda düz çizgiler ve hafif kıvrımlar keser. Havacılık kesitleri daha ayrıntılı eğrilere ve dairelere izin verir. İşçiler küçük ölçekli veya sanatsal projeler için makas kullanıyor.
CNC Makineleri
CNC makineleri yüksek hassasiyetle kesimi otomatik hale getirir. Lazer kesiciler, plazma kesiciler ve su jeti kesiciler bu kategoriye girer. Bu makineler karmaşık şekilleri ve dar toleransları işleyebilir. CNC teknolojisi kesme işleminde hızı ve doğruluğu artırır.
İpucu: Açılı taşlama makineleri ve metal kesiciler aynı zamanda kesme, taşlama ve cilalama işlemlerinde de rol oynar. Hem kaba hem de ince işler için çok yönlülük sunarlar.
Şekillendirme Araçları
Şekillendirme araçları yassı metali üç boyutlu parçalara şekillendirir. Bu adım, bükmeyi, germeyi, damgalamayı ve yuvarlamayı içerir. Her takım farklı bir şekillendirme yöntemini destekler.
Abkant Presler
Abkant presler abkant büküm işlemini gerçekleştirir. Operatörler bu makineleri hassas açılar ve kıvrımlar oluşturmak için kullanır. Abkant presler düz bir eksen boyunca kuvvet uygular ve bu da onları braketleri, muhafazaları ve panelleri bükmek için ideal kılar. Mekanik ve hidrolik presler farklı hız ve kuvvet seçenekleri sunar.
Haddeleme Makineleri
Haddeleme makineleri sacları silindirler arasından geçirir. Bu işlem konileri, silindirleri ve kavisli şekilleri oluşturur. Kayarak haddeleme çelik, alüminyum ve bakır için iyi sonuç verir. Rulo şekillendirme hatları, kirişler ve paneller için uzun, sürekli kıvrımları işler.
Çekiçler ve Taşıyıcılar
Çekiçler ve taşıyıcılar manuel şekillendirmeye yardımcı olur. İşçiler bunları germek, daraltmak ve eğrileri şekillendirmek için kullanırlar. Bu araçlar ayrıntılı ayarlamalara ve özel çalışmalara olanak tanır. İngiliz tekerlekleri ayrıca pürüzsüz, kavisli yüzeylerin oluşturulmasına da yardımcı olur.
Not: Şekillendirme araçları, damgalama ve delik açmaya yönelik zımba ve kalıp setlerini içerir. Her şekillendirme tekniği, doğruluk ve verimlilik için doğru aleti gerektirir.
Birleştirme Araçları
Birleştirme araçları ayrı metal parçaları birbirine bağlar. Ana birleştirme yöntemleri kaynak, perçinleme ve yapıştırmayı içerir.
Kaynak Ekipmanları
TIG ve MIG kaynak makineleri gibi kaynak makineleri güçlü, kalıcı bağlar oluşturur. Bu makineler ısı ve dolgu malzemesi üzerinde hassas kontrol sağlar. Kaynak, metal aksamların yapısal bütünlüğünü korur. Operatörler otomotiv, endüstriyel ve onarım projelerinde kaynak kullanıyor.
Perçin Tabancaları
Perçin tabancaları metal levhaları metal pimlerle birbirine sabitler. Perçinleme güvenilir ve uygun maliyetli bir birleştirme yöntemi sunar. Bu alet, kör montaj ve yüksek hacimli üretim için iyi çalışır.
Yapıştırıcı Aletler
Yapıştırıcı aletler, metalin yapıştırılması için özel yapıştırıcılar uygular. Bu yöntem farklı malzemeleri birleştirir ve pürüzsüz yüzeyler oluşturur. Yapışkan bağlama basittir ancak kaynak veya perçinlemeye göre daha zayıf bağlantılar üretir.
Teknisyenler birleştirme ve bitirme işlemleri sırasında sıklıkla bağlantı elemanları, tel kesiciler ve markalama aletleri kullanır. Bu araçlar, doğru montaj ve güvenli bağlantılar sağlar.
Bitirme Araçları
Son işlem takımları sac metal parçalara son görünümlerini verir ve onları hasardan korur. Bu araçlar pürüzsüz, güvenli ve çekici yüzeyler oluşturmaya yardımcı olur. İşçiler kesme, şekillendirme ve birleştirme adımlarından sonra bitirme araçlarını kullanırlar.
Öğütücüler
Taşlayıcılar, sac levhadaki pürüzlü kenarları, kaynak dikişlerini ve yüzey kusurlarını giderir. Düzgün bir yüzey oluşturmaya ve parçaları boyama veya kaplama için hazırlamaya yardımcı olurlar. İşçiler çeşitli öğütücü türleri arasından seçim yapar:
Açılı taşlama makineleri : Bu aletlerde dönen aşındırıcı diskler kullanılır. Kaynakları yumuşatmak ve kenarları temizlemek için iyi çalışırlar.
Tezgah taşlama makineleri : Bu sabit makinelerde iki taşlama çarkı bulunur. İşçiler bunları aletleri keskinleştirmek ve küçük parçaları düzeltmek için kullanırlar.
Bantlı taşlayıcılar : Bu makineler sürekli bir aşındırıcı bant kullanır. Geniş, düz yüzeylere yardımcı olurlar ve malzemeyi hızlı bir şekilde kaldırabilirler.
Operatörler işin boyutuna ve metal türüne göre doğru öğütücüyü seçer. İstenilen finisajı elde etmek için sıklıkla farklı tane boyutları kullanırlar. Kaba taneler malzemeyi hızlı bir şekilde temizlerken, ince taneler daha pürüzsüz bir yüzey oluşturur.
İpucu: Öğütücüleri kullanırken daima koruyucu gözlük ve eldiven kullanın. Kıvılcımlar ve metal parçalar yaralanmalara neden olabilir.
Parlatıcılar
Parlatıcılar sac metale parlak, yansıtıcı bir görünüm kazandırır. İnce çizikleri giderir ve parçaların temiz ve profesyonel görünmesini sağlar. Parlatıcılar, parlatma bileşikleri içeren yumuşak tekerlekler veya pedler kullanır. Bu bileşikler yüzeyin pürüzsüzleşmesine ve parlak bir parlaklık ortaya çıkmasına yardımcı olur.
Yaygın parlatıcı türleri şunları içerir:
Döner parlatıcılar : Bu aletler yumuşak bir pedi daireler halinde döndürür. Düz ve kavisli yüzeylerde iyi çalışırlar.
Orbital cilalayıcılar : Bu makineler pedi küçük yörüngelerde hareket ettirir. Girdap izlerini azaltır ve eşit bir yüzey elde edilmesine yardımcı olurlar.
İşçiler genellikle dekoratif panelleri, kaplamaları ve görünür parçaları parlatıyor. Kaba bir bileşikle başlayıp ince bir bileşikle biten birkaç cilalama adımı kullanabilirler. Doğru cilalama hem görünümü hem de korozyon direncini artırır.
Not: Parlatmadan önce yüzeyi temizleyin. Kir veya kum metali çizebilir ve kaplamayı bozabilir.
Kaplama Ekipmanları
Kaplama ekipmanı sacı pas, nem ve aşınmaya karşı korur. Aynı zamanda renk katar ve görünümü iyileştirir. Çeşitli kaplama ekipmanı türleri mevcuttur:
Ekipman Türü |
Ana Kullanım |
Ortak Kaplamalar |
Püskürtme tabancaları |
Boya veya sıvı kaplamalar uygulayın |
Boya, emaye, cila |
Toz kaplama tabancaları |
Kuru toz boyalar uygulayın |
Toz kaplama |
Daldırma tankları |
Parçaları sıvıya batırın |
Kaplama, eloksal |
Püskürtme tabancaları ince, eşit bir boya tabakası uygulamak için basınçlı hava kullanır. Toz boya tabancaları, tozu metale yapıştırmak için elektrik kullanır ve bu daha sonra fırınlanır. Daldırma tankları parçaları bir sıvı banyosuna batırarak kaplar.
Operatörler kaplama tipine ve parça boyutuna göre doğru ekipmanı seçerler. Doğru kaplama, sac ürünlerin ömrünü uzatır ve yeni görünmelerini sağlar.
Doğru son işlem takımlarının kullanılması, her sac parçanın kalite ve güvenlik standartlarını karşılamasını sağlar. Nitelikli çalışanlar, en iyi sonuçları elde etmek için bu araçları nasıl seçip kullanacaklarını bilirler.
El Aletleri ve Makineler
Temel El Aletleri
Temel el aletleri metal işçilerine imalat süreci üzerinde doğrudan kontrol sağlar. Bu araçlar uygulamalı bir yaklaşıma izin vererek onları küçük işler, prototip oluşturma ve ayrıntılı çalışmalar için ideal kılar. Vasıflı işçiler, malzemeyi hissetmeleri ve hassas ayarlamalar yapmaları gerektiğinde genellikle el aletlerini tercih ederler. El aletleri ayrıca iyi alışveriş alışkanlıklarının öğretilmesine yardımcı olur ve ekip üyeleri arasında bilgi paylaşımını destekler.
Araç Adı |
Tipik Uygulama |
Tel Kesiciler |
Yıpranmış uçların kesilmesi ve metal levha kenarlarından parçaların kesilmesi. |
Boğazsız Makaslar |
Metal üzerinde kavisli, düzensiz veya düz kesimler yapmak; metalin bıçağın etrafında serbestçe hareket etmesini sağlar. |
Açılı Taşlama |
Metalin parlatılması, kesilmesi ve taşlanması; çok yönlü el tipi elektrikli alet. |
Açılı Taşlama Diskleri |
Kesme, taşlama ve finisaj için çeşitli diskler (kesme taşları, taşlama taşları, flap diskler). |
Cleco Bağlantı Elemanları |
Kalıcı birleştirmeden önce birden fazla metal levhanın geçici olarak bir arada tutulması. |
Matkap Uçları |
Sac metal parçalarını birleştirmek için delikler açmak; standart ve makine vida uçlarını içerir. |
Markalama Araçları |
Metal üzerinde hassas ölçüm ve markalama için çiziciler, kumpaslar ve bölücüler gibi aletler. |
Güvenlik Ekipmanları |
İşçi güvenliği için kask, gözlük, eldiven ve koruyucu giysiler. |
El aletleri, hızın doğruluk ve işçilikten daha az önemli olduğu durumlarda üstün performans gösterir. Çalışanlar makine kurulum süresini ortadan kaldırabilir ve hızlı ayarlamalar yapabilir. Örneğin, bir metal işçisi özel bir eğriyi kesmek için boğazsız makaslar kullanabilir veya kesin bir desen oluşturmak için işaretleme aletleri kullanabilir. El aletleri ayrıca makinelerin her zaman sağlayamayacağı daha iyi geri bildirim ve kontrol sağlar.
El aletleri, ayrıntılı, zanaat odaklı işler için vazgeçilmez olmaya devam ediyor. Her imalat atölyesinde yaratıcılığı ve beceri gelişimini desteklerler.
Elektrikli Aletler ve Makineler
Elektrikli aletler ve makineler, metal işçilerinin büyük veya karmaşık projeleri yürütme biçimini değiştiriyor. Bu araçlar hızı ve üretkenliği artırarak onları yüksek hacimli veya tekrarlanabilir görevler için en iyi seçim haline getirir. Hidrolik abkant presler, CNC kesiciler ve otomatik kaynak sistemleri gibi makineler tutarlı sonuçlar ve sıkı toleranslar sunar.
Makineler üretim hızını artırarak ve insan hatasını azaltarak verimliliği artırır. Otomatik sistemler tekrarlanan görevleri yüksek hassasiyetle yerine getirir. CNC makineleri ve robotik kaynakçılar, karmaşık şekiller ve büyük partiler üzerinde yorulmadan çalışabilir. Koruyucu korumalar ve otomatik kapatmalar gibi güvenlik özellikleri, operatörlerin yaralanmalara karşı korunmasına yardımcı olur.
Bakış açısı |
Sac İmalatında Makineler |
Sac İmalatında Temel El Aletleri |
Amaç |
Daha büyük hacimler veya hassas, tekrarlanabilir işler için verimli şekillendirme, kesme ve şekillendirme |
Daha küçük işler, prototip oluşturma veya ayrıntılı zanaat odaklı çalışmalar için kullanılır |
Hacim ve Hız |
Yüksek hacimli ve daha hızlı üretime uygundur |
Küçük miktarlar için veya hızın daha az kritik olduğu durumlarda daha pratiktir |
Hassasiyet ve Kontrol |
Makineler tutarlı, tekrarlanabilir hassasiyet sağlar |
El aletleri daha fazla dokunsal kontrol ve his sağlar |
Uygulama İçeriği |
Endüstriyel imalat, seri üretim |
Zanaatkarlık, prototip oluşturma, küçük atölyeler |
Makineler yüksek hacimli üretimde öne çıkıyor ancak el aletleri özel işler ve ince ayarlar için hayati önem taşıyor. Dengeli bir mağaza en iyi sonuçları elde etmek için her ikisini de kullanır.
Güvenlik ve Ölçüm
Güvenlik Donanımı
Sac metal imalatı keskin kenarları, ağır makineleri ve gürültülü ortamları içerir. Çalışanlar kendilerini yaralanmalardan korumak için doğru güvenlik donanımını kullanmalıdır. En önemli kişisel koruyucu ekipman (KKD) türleri şunları içerir:
Eldivenler : Ellerinizi kesiklerden, yanıklardan ve keskin kenarlardan koruyun.
ANSI Z87.1 Sertifikalı Güvenlik Gözlükleri : Gözlerinizi uçuşan döküntü ve kıvılcımlardan korur.
İşitme Koruması : Kulak tıkaçları veya kulaklıklar gürültülü mağazalarda işitme kaybı riskini azaltır. OSHA, sekiz saatlik vardiyada gürültü seviyesi 85 desibeli aştığında işitme koruması gerektirir.
Solunum Maskeleri : Kesme, taşlama veya kaynaklama sırasında toz, duman ve havadaki parçacıkları filtreler.
Koruyucu Giysi : Aleve dayanıklı ceketler ve önlükler kıvılcımlara ve sıcak metallere karşı koruma sağlar.
Mağazalarda ayrıca hareketli parçalarla kazara teması önlemek için makine koruması kullanılır. Korumalar, ışık perdeleri, kilitler ve acil durdurma düğmeleri çalışanların güvenliğini sağlamaya yardımcı olur. Kilitleme/etiketleme (LOTO) prosedürleri bakım sırasında enerji kaynaklarını izole ederek elektriksel veya mekanik yaralanma riskini azaltır. Ulusal Elektrik Yasası (NEC), elektrik güvenliğine ilişkin standartları belirlerken, American Welding Society (AWS) ve ISO gibi kuruluşlar da güvenli uygulamalar için eğitim ve sertifikasyon sağlar.
Uygun KKD bakımı ve düzenli eğitim, yaralanmaların önlenmesinde önemli bir rol oynar. Temiz ve bakımlı ekipmanlar daha iyi çalışır ve daha uzun süre dayanır. Araştırmalar, kapsamlı makine koruması ve güvenlik eğitiminin, sac metal atölyelerinde el ve parmak yaralanmalarını %90'a kadar azaltabileceğini gösteriyor.
İpucu: İşçiler her vardiyadan önce güvenlik donanımlarını kontrol etmeli ve hasarlı parçaları hemen değiştirmelidir.
Ölçüm Cihazları
Doğru ölçüm, sac parçaların birbirine uymasını ve tasarlandığı gibi çalışmasını sağlar. İmalatçılar, her biri kendi hassasiyet seviyesine sahip çeşitli ölçüm cihazları kullanır. En yaygın araçlar şunları içerir:
Hassas Çelik Cetveller : Uzunluğa bağlı olarak 0,001 inçe kadar doğruluk sağlar.
Hassas Şerit Ölçüleri : 12 feet'e kadar uzunluklar için ±1/32 inç ve daha uzun ölçümler için ±1/16 inç toleranslar sunar.
Kalibre Edilmiş Çelik Cetveller ve Şerit Metreler : Ulusal standartlara göre izlenebilir olan bu aletler, sertifikalı doğruluk ve belgelenmiş sapmalarla birlikte gelir.
Mikrometreler : El tipi aletler arasında en yüksek doğruluğu sağlar. Dijital, verniyeli, iç ve tezgah mikrometreleri dikkatli kullanım gerektirir. Kullanıcılar en iyi sonuçları elde etmek için iş mili boşluğunu ortadan kaldırmalı, cihazı sıfırlamalı, hafif basınç uygulamalı ve ölçüm yüzeylerini temiz tutmalıdır.
Aşağıdaki tablo farklı sac malzemeler için tipik tolerans aralıklarını göstermektedir:
Malzeme Türü |
Tipik Tolerans Aralığı (inç) |
Notlar |
Alüminyum Alaşımları |
±0,010 ila ±0,030 |
Daha yumuşak, daha esnek |
Paslanmaz çelik |
±0,005 ila ±0,015 |
Daha sert, daha sıkı toleranslar gerektirir |
Karbon Çelik |
±0,015 ila ±0,045 |
Orta tolerans |
Bakır Alaşımları |
±0,008 ila ±0,020 |
Orta tolerans |
Takım Çeliği |
±0,002 ila ±0,010 |
Sertlik nedeniyle çok sıkı toleranslar |
Titanyum |
±0,005 ila ±0,015 |
Yüksek mukavemet/ağırlık oranı |
Sertifikalı ölçüm cihazları her projede kalite ve tutarlılığın korunmasına yardımcı olur. Düzenli kalibrasyon ve dikkatli kullanım, ölçümlerin zaman içinde doğru kalmasını sağlar.
Not: Kesmeden veya şekillendirmeden önce ölçümlerin iki kez kontrol edilmesi, maliyetli hataların ve malzeme israfının önlenmesine yardımcı olur.
Sac metal imalatı, düz metali birçok endüstri için güçlü, hassas parçalara dönüştürür. İşçiler hem el aletleriyle hem de makinelerle kesme, biçimlendirme, birleştirme ve bitirme yöntemlerini kullanırlar. Her adımı anlamak, yüksek kaliteli ürünler yaratmanıza yardımcı olur. Doğru tekniğin seçilmesi proje ihtiyaçlarına, malzeme özelliklerine ve mevcut ekipmanlara bağlıdır. CNC makineleri gibi yeni teknoloji, hızı ve doğruluğu artırır. Çelik veya alüminyum gibi malzeme seçimi maliyet ve performansı etkiler. Dikkatli planlama, sac metal imalatının tasarım hedeflerini ve endüstri standartlarını karşılamasını sağlar.
SSS
Sac metal imalatında en yaygın kesici takım hangisidir?
Makaslar en yaygın kesici alettir. İşçiler bunları ince saclarda düz kesimler için kullanıyor. Makaslar temiz kenarlar ve hızlı sonuçlar sağlar. Daha kalın veya karmaşık şekiller için teknisyenler genellikle testereler veya CNC makineleri kullanır.
Teknisyenler imalat sırasında güvenliği nasıl sağlıyor?
Teknisyenler eldiven, koruyucu gözlük ve işitme koruması kullanır. Katı mağaza kurallarına uyuyorlar ve makine korumaları kullanıyorlar. Düzenli eğitim ve ekipman kontrolleri yaralanmaların önlenmesine yardımcı olur. Mağazalar ayrıca acil durdurma ve kilitleme/etiketleme prosedürlerini kullanır.
Sac metal üretimi için hangi metaller en iyi sonucu verir?
Çelik, alüminyum, bakır ve pirinç en popüler seçeneklerdir. Çelik güç sunar. Alüminyum korozyona karşı dayanıklıdır ve daha hafiftir. Bakır iyi iletkenlik sağlar. Pirinç, gücü dekoratif bir kaplamayla birleştirir.
İmalatçılar neden CNC makinelerini kullanıyor?
CNC makineleri metali yüksek hassasiyetle keser, büker ve şekillendirir. Programlanmış talimatları takip ederler. CNC makineleri hataları azaltır ve üretimi hızlandırır. Teknisyenler bunları karmaşık şekiller ve dar toleranslar için kullanır.
Hangi bitirme yöntemi metali pastan korur?
Toz kaplama metali pas ve aşınmaya karşı korur. Sert ve renkli bir katman oluşturur. Teknisyenler ayrıca koruma ve görünüm için boyama, anotlama ve elektrokaplama kullanır.
İşçiler sac metal parçalardaki doğruluğu nasıl ölçer?
İşçiler kumpas, mikrometre ve çelik cetvel kullanıyor. Kalınlığı, uzunluğu ve açıları kontrol ederler. Dijital göstergeler ve koordinat ölçüm makineleri karmaşık parçalarda yardımcı olur. Ölçümlerin iki kez kontrol edilmesi hataları önler.
El aletleri imalattaki makinelerin yerini alabilir mi?
El aletleri küçük işler, onarımlar ve detaylı işler için uygundur. Makineler büyük hacimli ve karmaşık şekilleri işler. Çoğu mağaza en iyi sonuçlar için her ikisini de kullanır.
Kaynak ve perçinleme arasındaki temel fark nedir?
Kaynak, kalıcı bir bağ için metal parçaları bir araya getirir. Perçinleme, levhaları metal pimlerle birleştirir. Kaynak daha güçlü bağlantılar oluşturur. Perçinleme, kör montaj ve hızlı üretim için iyi sonuç verir.










