Izdelava pločevine se opira na tri glavne kategorije tehnik: rezanje, oblikovanje in spajanje. Podporni koraki vključujejo končno obdelavo in natančno merjenje. Najpogostejši načini in orodja so prikazani v spodnji tabeli:
Tehnika |
Opis |
Skupna orodja/metode |
Rezanje |
Oblikovanje kovine z odstranjevanjem materiala |
Ročne škarje, plazma rezalniki, kotni brusilniki |
Oblikovanje |
Upogibanje ali raztezanje kovine v obliko |
Stiskalnica, kladivo, angleško kolo |
Pridruževanje |
Povezovanje kovinskih delov skupaj |
Varilna oprema, pištole za zakovice |
Te osnovne tehnike izdelave pločevine tvorijo jedro postopka izdelave pločevine. Projekti izdelave pločevine po meri pogosto sledijo 5 ključnim korakom pri izdelavi pločevine: obsežen vodnik.
5 ključnih korakov pri izdelavi pločevine
5 ključnih korakov pri izdelavi pločevine: obsežen vodnik, ki vključuje rezanje, oblikovanje, spajanje, končno obdelavo ter merjenje in varnost. Vsak korak uporablja posebne tehnike izdelave kovin in orodja za pretvorbo surovin v končne izdelke. Naslednji razdelki razčlenjujejo te korake in poudarjajo najpomembnejše metode.
Rezanje
Rezanje je prvi korak v koraki postopka izdelave pločevine . Oblikuje kovino z odstranjevanjem materiala z vrsto osnovnih tehnik izdelave pločevine. Najpogostejše metode rezanja vključujejo striženje, lasersko rezanje, plazemsko rezanje, rezanje z vodnim curkom in žaganje. Vsaka metoda ponuja edinstvene prednosti za različne aplikacije.
Striženje
Striženje uporablja dve veliki rezili za rezanje ravnih črt skozi pločevino. Ta tehnika je hitra in učinkovita, zaradi česar je idealna za gradbene in infrastrukturne projekte. Stroji za striženje obdelajo velike količine in naredijo čiste, ravne reze. Operaterji pogosto uporabljajo striženje za hitra dela, ki ne zahtevajo zapletenih oblik.
Lasersko rezanje
Lasersko rezanje uporablja usmerjen laserski žarek za rezanje kovine. Ta metoda zagotavlja visoko natančnost in hitrost, zlasti za tanke materiale. Lasersko rezanje je dobro za proizvodnjo velikih količin in avtomatizirane sisteme. Omejen je na materiale debeline do približno 5/8 palca. Mnogi proizvajalci izberejo lasersko rezanje zaradi natančnosti in čistih robov.
Plazemsko rezanje
Plazemsko rezanje uporablja vrtinčenje plinov in električni oblok za rezanje kovine. Ta tehnika je učinkovita pri debelejših kovinah in omogoča visoke hitrosti rezanja. Plazemski rezalniki obdelujejo različne kovine, vključno z jeklom in aluminijem. Operaterji izberejo plazemsko rezanje, ko morajo hitro obdelati debelejše plošče.
Rezanje z vodnim curkom
Postopek rezanja z vodnim curkom za rezanje kovine uporablja visokotlačni tok vode, pomešan z abrazivi. Rezanje z vodnim curkom ohranja kovino ravno in se izogiba toplotno prizadetim območjem, zaradi česar je idealno za materiale, občutljive na vročino. Rezanje z vodnim curkom lahko obdeluje debele materiale, vključno z jeklom, keramiko in kamnom. Številne trgovine uporabljajo rezanje z vodnim curkom za projekte, ki zahtevajo natančnost brez toplotnega popačenja.
Žaganje
Žaganje je eden najstarejših načinov rezanja kovin. Omogoča ravne reze in je primeren za preproste aplikacije. Tračne žage in rezalne žage so običajno orodje za to tehniko. Žaganje ostaja zanesljiva izbira za osnovne reze v procesu izdelave kovin.
Nasvet: med rezanjem je natančnost ključnega pomena. Tehniki uporabljajo napredno programsko opremo CAD in CNC stroje za načrtovanje in izvajanje rezov, kar zmanjšuje napake in izboljšuje varnost.
Oblikovanje
Oblikovanje oblikuje kovino v želeno geometrijo. Ta korak vključuje vrsto tehnik izdelave kovine, kot so upogibanje, vtiskovanje, raztezanje, valjanje, globoko vlečenje, zarezovanje, krčenje in šivanje. Oblikovanje pločevine je bistvenega pomena za izdelavo kompleksnih delov in struktur.
Upogibanje
Upogibanje je osrednji del oblikovanja pločevine. Operaterji uporabljajo tlačne zavore in druge tehnike upogibanja, da ustvarijo kote in krivulje. Upogibanje deluje s silo vzdolž ravne osi in spreminja obliko brez rezanja ali luknjanja. Ta metoda je pogosta pri izdelavi nosilcev, ohišij in avtomobilskih delov. Upogibanje pločevine zahteva skrbno načrtovanje, da se izognete napakam in odpadkom.
Žigosanje
Vtiskovanje uporablja visokohitrostne stiskalnice in matrice za oblikovanje pločevine v posebne oblike. Ta tehnika je idealna za masovno proizvodnjo in ozke tolerance. Žigosanje proizvaja predmete, kot so avtomobilska vrata, strojni deli in jeklene plošče. Je ključna metoda v 5 ključnih korakih pri izdelavi pločevine: obsežen vodnik.
Raztezanje
Raztezanje potegne kovino, da poveča svojo površino. Ta tehnika oblikovanja je uporabna za ustvarjanje gladkih, ukrivljenih površin. Operaterji uporabljajo raztezanje za dele, kot so avtomobilske plošče in obloge letal. Raztezanje zahteva natančen nadzor, da preprečite trganje ali stanjšanje.
Valjanje
Valjanje prehaja pločevino skozi valje, da se oblikujejo kompleksne oblike prečnega prereza. Ta metoda je natančna in učinkovita, saj proizvaja predmete, kot so strešne plošče, tramovi in police za shranjevanje. Valjanje je pomemben del preoblikovanja pločevine, zlasti za velike strukturne komponente.
Globoko risanje
Globoko vlečenje oblikuje votle oblike z vlečenjem pločevine v matrico. Ta tehnika ustvarja predmete, kot so pločevinke, umivalniki in čelade. Globoko vlečenje je običajno v panogah, ki potrebujejo močne, brezšivne dele.
Zarezovanje
Z zarezovanjem se odstranijo majhni deli z robov pločevine. Ta metoda oblikovanja pripravi kovino za nadaljnje upogibanje ali spajanje. Zarezovanje je pomembno za prileganje kosov v sklope.
Krčenje
S krčenjem se zmanjša velikost določenih površin v pločevini. Ta tehnika pomaga ustvariti krivulje in konture. Operaterji uporabljajo krčenje za prilagoditev prileganja in zaključka v projektih po meri.
Beading
Beading doda dvignjene ali zamaknjene črte na pločevino. Ta postopek oblikovanja okrepi kovino in izboljša videz. Beading je pogost pri okrasnih oblogah in elementih ojačitve.
Opomba: Obvladovanje raztezanja in deformacije materiala je izziv pri oblikovanju. Tehniki uporabljajo programsko opremo, kot je SolidWorks, za izračun vzorcev in optimizacijo zaporedij upogibanja, kar zmanjšuje količino odpadkov in napak.
Pridruževanje
Spajanje povezuje ločene kose kovine v celoten sklop. Glavne tehnike spajanja pri izdelavi pločevine vključujejo varjenje, kovičenje in lepljenje. Vsaka metoda ponuja različne prednosti in je izbrana glede na zahteve projekta.
Varjenje
Varjenje je metoda trajnega spajanja, pri kateri se kovinski deli spajajo skupaj. Zagotavlja visoko nosilnost in neprepustne spoje. Varjenje je primerno za kompleksne oblike in se pogosto uporablja v procesu izdelave kovin. Upravljavci morajo nadzorovati toploto, da preprečijo zvijanje, zlasti pri tankih materialih. Varjenje kovin vključuje tehnike, kot so MIG, TIG in lasersko varjenje.
Zakovičenje
Pri kovičenju se uporabljajo kovinski pritrdilni elementi za spajanje listov. Ta tehnika ustvarja močne, trajne spoje in omogoča slepo montažo. Kovičenje je stroškovno učinkovito in zanesljivo, zaradi česar je priljubljena izbira v številnih panogah.
Lepljenje z lepilom
Lepilno lepljenje spaja kovinske dele s posebnimi lepili. Ta metoda je preprosta in lahko poveže različne materiale. Lepilo ne vpliva na fizikalne lastnosti kovine. Vendar pa proizvaja šibkejše spoje v primerjavi z varjenjem ali kovičenjem.
Pri spajanju je nujen nadzor kakovosti. Upravljavci uporabljajo vpenjala, vpenjala in sisteme za avtomatsko pregledovanje, da zagotovijo močne spoje brez napak.
Končna obdelava
Končna obdelava daje pločevinastim delom končni videz in jih ščiti pred poškodbami. Ta korak izboljša vzdržljivost, videz in zmogljivost. Tehniki uporabljajo več metod za odstranjevanje ostrih robov, glajenje površin in nanašanje zaščitnih premazov.
Razigljevanje
Razigljevanje odstrani ostre robove in robove, ki ostanejo po rezanju ali prebijanju. Delavci uporabljajo ročne pile, rezilne plošče ali specializirane stroje. Ta postopek preprečuje poškodbe in pomaga pri gladkem prileganju delov. Razigljevanje tudi pripravi površino za nadaljnje zaključne korake.
Brušenje
Brušenje zgladi hrapave površine in odstrani odvečni material. Operaterji uporabljajo kotne brusilnike, tračne brusilnike ali namizne brusilnike. Brušenje ustvari enotno površino in popravi manjše nepravilnosti. Pomembno je, da uporabite pravo zrnatost in tehniko, da preprečite poškodbe kovine.
Poliranje
Poliranje daje pločevini sijoč, odseven zaključek. Delavci uporabljajo polirne kolute, polirne blazinice in posebne spojine. Poliranje izboljša videz in lahko tudi zmanjša trenje. Mnogi okrasni deli, kot so plošče in obloge, zahtevajo ta korak.
Premaz
Premaz ščiti kovino pred korozijo in obrabo. Obstaja več načinov premazovanja, od katerih ima vsak svoj namen. Spodnja tabela povzema pogoste metode končne obdelave in njihove glavne uporabe:
Končna metoda |
Glavni namen(i) |
Anodiziranje |
Tvori zaščitno oksidno prevleko za izboljšanje odpornosti proti koroziji in zaščito pred poškodbami. |
Kemično mletje |
Vrezuje okrasne vzorce, logotipe ali oznake na dele pločevine. |
Galvanizacija |
Prevleče kovinske površine z drugo kovino, da poveča odpornost proti koroziji in izboljša videz. |
Peskanje kroglic |
Ustvari mat videz ali odstrani površinske nepravilnosti s peskanjem s steklenimi kroglicami. |
Prašno barvanje |
Nanaša suh praškasti film za zaščito pred korozijo in obrabo ter zagotavlja privlačno barvo. |
Tekoča barva |
Zagotavlja gladek, poliran videz s prekrivanjem površin z barvo. |
Ognjeno brizganje |
Razprši staljeno kovino na segrete komponente, da ustvari gladko, končno površino. |
Pregledovanje svile |
Nanaša silikonsko črnilo za ustvarjanje barvitih okrasnih vzorcev ali besedila na površini. |
Površinska obdelava izboljša kakovost in življenjsko dobo pločevinastih delov. Izbira metode je odvisna od želenega videza, trajnosti in stroškov.
Namig: Skrbno ravnanje in redno vzdrževanje opreme pomagata preprečiti površinske praske in težave s poravnavo med končno obdelavo. Uporaba zaščitnih folij in programske opreme za 3D modeliranje lahko tudi zmanjša običajne težave.
Merjenje in varnost
Natančne meritve in stroge varnostne prakse zagotavljajo visokokakovostne rezultate pri izdelavi pločevine. Ti koraki pomagajo preprečiti napake, zmanjšati količino odpadkov in zaščititi delavce.
Merilna orodja
Tehniki uporabljajo različna orodja za preverjanje dimenzij in toleranc. Skupna merilna orodja vključujejo:
Čeljusti in mikrometri za natančno preverjanje debeline in dolžine
Merilni trak in ravnila za splošne meritve
Koordinatni merilni stroji (CMM) za kompleksne dele z majhnimi tolerancami
Digitalni merilniki in laserske merilne naprave za hitro in natančno odčitavanje
Dimenzijska natančnost je ključnega pomena za pravilno prileganje in delovanje. Delavci pogosto dvakrat preverijo meritve pred rezanjem ali oblikovanjem. Programska oprema CAD, kot je SolidWorks ali Autodesk Fusion 360, pomaga nastaviti in vzdrževati natančne tolerance skozi celoten proces. Redna kalibracija merilnih instrumentov zagotavlja zanesljive rezultate.
Opomba: Inšpekcijski protokoli na vsaki stopnji – rezanje, oblikovanje in varjenje – zgodaj odkrijejo napake in zmanjšajo stopnjo odpadkov. Pregled prvega kosa in stalno spremljanje pomagata ohranjati natančnost, tudi ko se orodja obrabijo.
Varnostna oprema
Varnost ostaja glavna prednostna naloga v vsaki delavnici. Delavci uporabljajo osebno zaščitno opremo (PPE) za zaščito pred poškodbami. Osnovna varnostna oprema vključuje:
Rokavice za zaščito rok pred ostrimi robovi in vročimi površinami
Zaščitna očala ali ščitniki za obraz, da preprečite poškodbe oči
Zaščita sluha v hrupnem okolju
Respiratorji ali maske pri delu s prahom ali hlapi
Čelade in zaščitna oblačila za varilna opravila
Trgovine izvajajo stroge varnostne protokole in zagotavljajo redna usposabljanja. Zaščita stroja, zaustavitve v sili in postopki zaklepanja/označevanja preprečujejo nesreče s premikajočo se opremo. Dobro vzdrževanje, ustrezne tehnike dviganja in ustrezno prezračevanje dodatno zmanjšajo tveganja.
Redno vzdrževanje opreme, usposobljeno osebje in spoštovanje industrijskih standardov, kot sta ISO 9001 in AWS D1.1, zagotavljajo varnost in kakovost. Te prakse zmanjšajo količino odpadkov, preprečijo poškodbe in pomagajo zagotoviti zanesljive in visokokakovostne izdelke.
Tehnike izdelave pločevine
Metode rezanja
Rezanje stojal kot prvi večji korak v večini postopkov izdelave pločevine. Tehniki uporabljajo različne tehnike rezanja pločevine za ločevanje, oblikovanje ali velikost kovinskih plošč. Vsaka metoda ponuja edinstvene tolerance in najbolje deluje pri določenih debelinah materiala. Spodnja tabela primerja najpogostejše načine rezanja:
Metoda rezanja |
Tipične tolerance (mm) |
Razpon debeline materiala (mm) |
Ključne značilnosti in opombe |
Rezanje z vodnim curkom |
±0,03 do ±0,08 |
Do 200 |
Najbolj natančna metoda; hladno rezanje odpravlja toplotno popačenje; dosledna natančnost v debelinah. |
Lasersko rezanje |
±0,05 do ±0,1 |
Do 25-30 |
Hitra obdelava; odlična natančnost na tankih do srednje velikih materialih; toplotna distorzija lahko vpliva na debele dele. |
Plazemsko rezanje |
±0,5 do ±1,5 |
100+ |
Primerno za debele materiale; ohlapnejše tolerance; visokohitrostno rezanje za strukturne aplikacije. |
Mehansko striženje |
±0,1 do ±0,5 |
Do 12 |
Stroškovno učinkovito za ravne reze; zmerna natančnost; omejena zmogljivost debeline. |
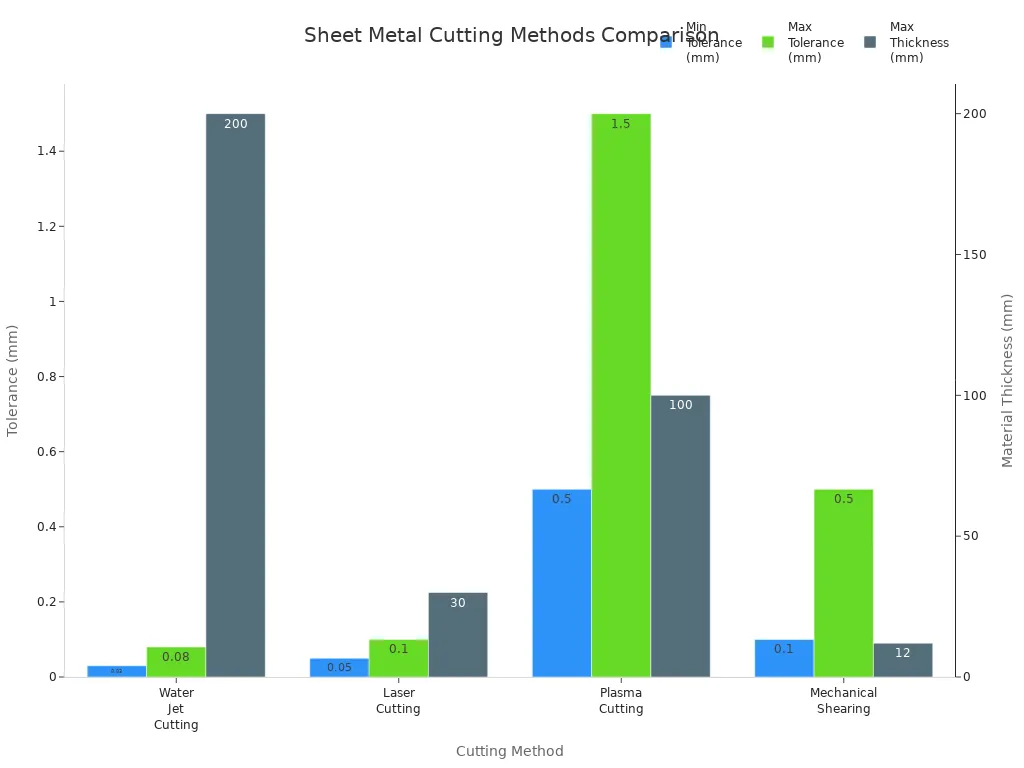
Rezanje z vodnim curkom zagotavlja najvišjo natančnost in dobro deluje pri debelih materialih. Lasersko rezanje zagotavlja hitrost in natančnost za tanke do srednje velike liste. Plazemsko rezanje obdela debele kovine hitro, čeprav manj natančno. Mehansko striženje ostaja stroškovno učinkovito za ravne reze na tanjših ploščah. Te tehnike rezanja so osnova za številne tehnike izdelave kovin.
Nasvet: Izbira prave metode rezanja je odvisna od zahtevane tolerance, debeline materiala in proračuna projekta.
Metode oblikovanja
Oblikovanje preoblikuje ravne kovinske plošče v tridimenzionalne oblike. Tehnike oblikovanja pločevine vključujejo široko paleto postopkov, od katerih je vsak primeren za posebne oblike in materiale. Spodnja tabela prikazuje najpogostejše metode oblikovanja in materiale, ki so za vsako najprimernejši:
Metoda oblikovanja |
Opis |
Primerni materiali |
Pritisnite zaviranje |
Uporablja matrico v obliki črke V za upogibanje pločevine, kar ustvarja natančne gube in škatlaste strukture. |
Jeklo, aluminij, medenina |
Slip Rolling |
Poganja pločevino med valji za oblikovanje stožcev in valjev s hladnim valjanjem. |
Jeklo, aluminij, baker |
Žigosanje |
Hladno preoblikovanje velikega obsega z uporabo matric in luknjačev za oblikovanje delov z luknjami, prirobnicami, reliefnimi elementi. |
Jeklo, aluminij, medenina |
Flaring (flanging) |
Oblikuje razširjene ali prirobljene robove za ustnice ali ojačitev. |
Jeklo, Aluminij |
Vtiskovanje |
Ustvari dvignjene ali vdolbine na površinah pločevine. |
Jeklo, aluminij, baker |
Louvering |
Oblikuje kotne reže ali zračnike za prezračevanje ali estetiko. |
Jeklo, Aluminij |
Kovanje |
Uporablja izjemen pritisk za ustvarjanje podrobnih vtisov. |
Jeklo, medenina |
Predenje |
Oblikuje kovino na vrtljivem trnu za izdelavo votlih, osno simetričnih delov. |
Aluminij, jeklo |
Oblikovanje valja |
Postopoma upogiba pločevino skozi valje, da tvori dolge zavoje ali krivine. |
Jeklo, Aluminij |
Upogibanje izstopa kot najbolj razširjen postopek preoblikovanja. Operaterji uporabljajo stiskalnice za ustvarjanje oblik V, U in kanalov. Risanje raztegne kovino v matrice za globoke, kompleksne dele, kot so avtomobilske plošče. Curling oblikuje zavite robove, da odstrani ostrino in izboljša varnost. Žigosanje vključuje globoko vlečenje, štiridrsenje, hidroformiranje, črpanje, kovanje in vtiskovanje. Vsaka tehnika oblikovanja oblikuje kovino za končno uporabo.
Jeklo, aluminij, baker in medenina so najpogostejši materiali za preoblikovanje pločevine. Jeklo nudi moč in vzdržljivost. Aluminij je lahek in odporen proti koroziji. Baker zagotavlja odlično prevodnost in kovnost. Medenina združuje moč z dekorativnim zaključkom.
Opomba: Izbira prave metode oblikovanja in materiala zagotavlja, da končni del izpolnjuje zahteve glede trdnosti, videza in stroškov.
Metode spajanja
Metode spajanja povezujejo ločene kovinske dele v en sklop. Najpogostejše tehnike izdelave za spajanje vključujejo varjenje, mehansko pritrjevanje, zložljive spoje, stiskanje in lepljenje. Spodnja tabela povzema te tehnike spajanja:
Način pridruževanja |
Moč |
Tipični primeri uporabe |
Omejitve |
Varjenje |
visoko |
Trajni, visoko trdni spoji v avtomobilski industriji, industrijskih strojih, letalstvu |
Zahteva kvalificirano delovno silo, vročina lahko popači tanke kovine |
Mehansko pritrjevanje |
Zmerno |
Snemljivi spoji, montažne linije, HVAC, proizvodnja aparatov |
Poveča težo, lahko vpliva na estetiko, šibkejše od varjenja |
Zložljivi sklepi |
Nizka do zmerna |
Lahki, vizualno čisti priključki, kanali HVAC, ohišja, nenosilne avtomobilske plošče |
Omejeno na tanke kovine, manj trdne od varjenja, zahteva natančno upogibanje |
Klinč |
Zmerno |
Proizvodnja velikih količin, HVAC, lahki sklopi |
Omejena trdnost, ni za aplikacije z visoko obremenitvijo |
Lepljenje z lepilom |
Nizka do zmerna |
Spajanje različnih kovin, gladki zaključki, lahke strukture |
Manjša trdnost, občutljivost na okolje, daljši čas sušenja |
Varjenje ustvarja močne, trajne spoje in je bistveno v avtomobilski in industrijski industriji. Mehansko pritrjevanje uporablja vijake, sornike ali zakovice za ločljive povezave. Zložljivi spoji in vpenjanje dobro delujejo pri lahkih sklopih in kanalih HVAC. Lepljenje z lepilom združuje različne kovine in zagotavlja gladke zaključke, čeprav nudi manj trdnosti kot varjenje.
Tehniki pogosto kombinirajo tehnike spajanja, da uravnotežijo moč, videz in hitrost proizvodnje v procesu izdelave kovine.
Metode dodelave
Metode dodelave dajejo pločevinastim delom končni videz in jih ščitijo pred poškodbami. Te tehnike izboljšajo vzdržljivost, varnost in vizualno privlačnost. Delavci izberejo končne metode glede na funkcijo dela, okolje in želeni videz.
Pogoste metode končne obdelave pri izdelavi pločevine:
Razigljevanje
Razigljevanje odstrani ostre robove in majhne kovinske drobce, ki ostanejo po rezanju ali luknjanju. Delavci za ta postopek uporabljajo ročne pile, rezilne plošče ali stroje. Razigljevanje naredi dele varnejše za rokovanje in pripravi površine za nadaljnjo končno obdelavo.
Brušenje
Z brušenjem zgladimo hrapave površine in odstranimo odvečni material. Operaterji uporabljajo kotne brusilnike, tračne brusilnike ali namizne brusilnike. Brušenje ustvari enotno površino in popravi majhne nepravilnosti. Ta korak je pomemben za dele, ki potrebujejo čisto in enakomerno obdelavo.
Poliranje
Poliranje daje pločevini sijočo, odsevno površino. Delavci uporabljajo polirne kolute, polirne blazinice in posebne spojine. Poliranje izboljša videz delov in lahko tudi zmanjša trenje. Mnogi okrasni ali vidni deli zahtevajo ta korak.
Premaz
Premaz ščiti kovino pred korozijo, vlago in obrabo. Obstaja več načinov premazovanja. Vsak ponuja različne ugodnosti:
Metoda premazovanja |
Glavna korist |
Tipična uporaba |
Prašno lakiranje |
Odporen, barvit zaključek |
Aparati, avtomobilski deli |
Anodiziranje |
Odpornost proti koroziji, trda površina |
Aluminijasti deli |
Galvanizacija |
Sijoča, zaščitna kovinska plast |
Dekorativni predmeti, strojna oprema |
Slikanje |
Gladek, barvit videz |
Plošče, ohišja |
Praškasto lakiranje uporablja suh prah in toploto za ustvarjanje trdne, barvite plasti. Anodiziranje tvori zaščitno oksidno plast, večinoma na aluminiju. Galvanizacija prekrije kovino z drugo kovino, kot je krom ali nikelj. Barvanje doda barvo in zaščiti površino.
Peskanje s kroglicami
Peskanje s perlicami uporablja majhne steklene kroglice, ki se izstrelijo pri visoki hitrosti, da očistijo in teksturirajo površino. Ta metoda odstrani nepopolnosti in ustvari mat zaključek. Delavci pogosto uporabljajo peskanje s kroglicami pred barvanjem ali premazovanjem.
Nasvet: Izbira pravega načina končne obdelave je odvisna od uporabe dela, vrste kovine in zahtevane vzdržljivosti. Pravilna končna obdelava podaljša življenjsko dobo pločevinastih izdelkov in izboljša njihovo delovanje.
Metode končne obdelave igrajo ključno vlogo v procesu izdelave pločevine. Zagotavljajo, da deli izgledajo dobro, trajajo dlje in izpolnjujejo varnostne standarde. Usposobljeni tehniki izberejo in uporabijo te metode za doseganje najboljših rezultatov za vsak projekt.
Osnovna orodja
Orodja za rezanje
Izdelava pločevine se začne z rezalnimi orodji. Ta orodja oblikujejo in spreminjajo velikost kovinskih plošč za kasnejše korake. Vsako orodje služi določenemu namenu.
Škarje
Škarje naredijo ravne reze na ravnih ploščah. Operaterji uporabljajo giljotinske rezalnike za obsežna, ponavljajoča se opravila. Striženje je najboljše za tanjše materiale in daje čiste robove. To orodje je bistveno za pripravo kovine pred oblikovanjem.
Žage
Žage obdelujejo debelejše ali trše kovine. Tračne žage in električne žage za kovine režejo ravne črte skozi zložene pločevine. Pomične žage pomagajo pri zapletenih oblikah. Sabljaste žage režejo cevi in profile. Vsaka vrsta žage ustreza različnim potrebam rezanja.
Snips
Nožnice spominjajo na težke škarje. Škarje za pločevino režejo ravne črte in rahle krivulje v tankih ploščah. Letalske škarje omogočajo podrobnejše krivulje in kroge. Delavci uporabljajo škarje za manjše ali umetniške projekte.
CNC stroji
CNC stroji avtomatizirajo rezanje z visoko natančnostjo. V to kategorijo spadajo laserski rezalniki, plazemski rezalniki in rezalniki z vodnim curkom. Ti stroji obdelujejo kompleksne oblike in ozke tolerance. CNC tehnologija izboljša hitrost in natančnost v procesu rezanja.
Namig: Kotni brusilniki in grizala za kovine imajo tudi vlogo pri rezanju, brušenju in poliranju. Ponujajo vsestranskost za grobo in fino delo.
Orodja za oblikovanje
Orodja za oblikovanje oblikujejo ravno kovino v tridimenzionalne dele. Ta korak vključuje upogibanje, raztezanje, žigosanje in valjanje. Vsako orodje podpira drugačen način oblikovanja.
Pritisnite zavore
Zavorne stiskalnice izvajajo upogibanje zavorne stiskalnice. Operaterji uporabljajo te stroje za ustvarjanje natančnih kotov in gub. Zavorne stiskalnice delujejo s silo vzdolž ravne osi, zaradi česar so idealne za upogibanje nosilcev, ohišij in plošč. Mehanske in hidravlične stiskalnice ponujajo različne možnosti hitrosti in sile.
Stroji za valjanje
Stroji za valjanje prevažajo pločevino med valji. Ta postopek oblikuje stožce, valje in ukrivljene oblike. Drsno valjanje je dobro za jeklo, aluminij in baker. Linije za valjanje se ukvarjajo z dolgimi neprekinjenimi krivinami za tramove in plošče.
Kladiva in vozički
Kladiva in vozički pomagajo pri ročnem oblikovanju. Delavci jih uporabljajo za raztezanje, krčenje in oblikovanje krivulj. Ta orodja omogočajo podrobne prilagoditve in delo po meri. Angleška kolesa pomagajo tudi pri oblikovanju gladkih, ukrivljenih površin.
Opomba: orodja za preoblikovanje vključujejo komplete luknjačev in matric za vtiskovanje in luknjanje. Vsaka tehnika oblikovanja zahteva pravo orodje za natančnost in učinkovitost.
Orodja za združevanje
Orodja za spajanje povezujejo ločene kovinske dele. Glavne metode spajanja vključujejo varjenje, kovičenje in lepljenje.
Varilna oprema
Varilni stroji, kot so varilci TIG in MIG, ustvarjajo močne, trajne vezi. Ti stroji omogočajo natančen nadzor nad toploto in polnilnim materialom. Varjenje ohranja strukturno celovitost kovinskih sklopov. Operaterji uporabljajo varjenje v avtomobilskih, industrijskih in servisnih projektih.
Pištole za zakovice
Pištole za zakovice pritrdijo pločevine skupaj s kovinskimi zatiči. Kovičenje ponuja zanesljiv in stroškovno učinkovit način spajanja. To orodje je dobro za slepo montažo in velikoserijsko proizvodnjo.
Orodja za lepljenje
Lepilna orodja uporabljajo specializirana lepila za lepljenje kovin. Ta metoda združuje različne materiale in ustvarja gladke zaključke. Lepljenje z lepilom je preprosto, vendar ustvarja šibkejše spoje kot varjenje ali kovičenje.
Tehniki med spajanjem in končno obdelavo pogosto uporabljajo pritrdilne elemente, rezila za žice in orodja za označevanje. Ta orodja zagotavljajo natančno montažo in varne povezave.
Orodja za končno obdelavo
Orodja za dodelavo dajejo pločevinastim delom končni videz in jih ščitijo pred poškodbami. Ta orodja pomagajo ustvariti gladke, varne in privlačne površine. Delavci uporabljajo orodja za končno obdelavo po rezanju, oblikovanju in spajanju korakov.
Mlinčki
Brusilniki odstranjujejo grobe robove, zvare in površinske nepravilnosti s pločevine. Pomagajo ustvariti enoten zaključek in pripraviti dele za barvanje ali premazovanje. Delavci lahko izbirajo med več vrstami brusilnikov:
Kotni brusilniki : ta orodja uporabljajo vrtljive abrazivne plošče. Dobro delujejo pri glajenju zvarov in čiščenju robov.
Namizni brusilniki : ti stacionarni stroji imajo dve brusilni plošči. Delavci jih uporabljajo za ostrenje orodja in glajenje majhnih delov.
Tračni brusilniki : ti stroji uporabljajo neprekinjen abrazivni trak. Pomagajo pri velikih, ravnih površinah in lahko hitro odstranijo material.
Operaterji izberejo pravi brusilnik glede na velikost dela in vrsto kovine. Pogosto uporabljajo različne velikosti zrna, da dosežejo želeno končno obdelavo. Groba zrna hitro odstranijo material, fina zrna pa ustvarijo bolj gladko površino.
Nasvet: Pri uporabi mlinčkov vedno nosite zaščitna očala in rokavice. Iskre in kovinski drobci lahko povzročijo poškodbe.
Polirniki
Polirniki dajejo pločevini sijoč, odseven zaključek. Odstranijo drobne praske in naredijo dele čiste in profesionalne. Polirniki uporabljajo mehka kolesa ali blazinice s polirnimi sredstvi. Te spojine pomagajo zgladiti površino in prinesti svetel sijaj.
Običajne vrste polirnikov vključujejo:
Rotacijski polirniki : Ta orodja vrtijo mehko blazinico v krogih. Dobro se obnesejo na ravnih in ukrivljenih površinah.
Orbitalni polirniki : Ti stroji premikajo blazinico v majhnih orbitah. Zmanjšajo sledi vrtinčenja in pomagajo doseči enakomeren zaključek.
Delavci pogosto polirajo okrasne plošče, obloge in vidne dele. Uporabljajo lahko več stopenj poliranja, začenši z grobo zmesjo in končajo s fino. Pravilno poliranje izboljša videz in odpornost proti koroziji.
Opomba: Pred poliranjem očistite površino. Umazanija ali pesek lahko opraskajo kovino in uničijo zaključek.
Oprema za premazovanje
Oprema za premaze ščiti pločevino pred rjo, vlago in obrabo. Doda tudi barvo in izboljša videz. Obstaja več vrst opreme za nanašanje premazov:
Vrsta opreme |
Glavna uporaba |
Skupni premazi |
Pršilne pištole |
Nanesite barvo ali tekoče premaze |
Barva, emajl, lak |
Pištole za prašno lakiranje |
Nanesite suhe praškaste premaze |
Prašno barvanje |
Potopni rezervoarji |
Potopite dele v tekočino |
Prevleka, eloksiranje |
Brizgalne pištole uporabljajo stisnjen zrak za nanos tanke, enakomerne plasti barve. Pištole za prašno lakiranje uporabljajo elektriko za lepljenje prahu na kovino, ki se nato zapeče. Rezervoarji za namakanje prekrijejo dele tako, da jih potopijo v tekočo kopel.
Operaterji izberejo pravo opremo glede na vrsto premaza in velikost dela. Ustrezen premaz podaljša življenjsko dobo pločevinastih izdelkov in jim zagotovi nov videz.
Uporaba pravilnih orodij za končno obdelavo zagotavlja, da vsak pločevinasti del ustreza standardom kakovosti in varnosti. Usposobljeni delavci vedo, kako izbrati in uporabljati ta orodja za najboljše rezultate.
Ročno orodje proti strojem
Osnovna ročna orodja
Osnovna ročna orodja omogočajo kovinarjem neposreden nadzor nad procesom izdelave. Ta orodja omogočajo praktičen pristop, zaradi česar so idealna za majhna dela, izdelavo prototipov in podrobno delo. Kvalificirani delavci pogosto raje uporabljajo ročna orodja, ko morajo otipati material in narediti natančne nastavitve. Ročna orodja pomagajo tudi pri učenju dobrih nakupovalnih navad in podpirajo izmenjavo znanja med člani ekipe.
Ime orodja |
Tipična uporaba |
Rezalniki žice |
Rezanje obrabljenih koncev in obrezovanje kosov z robov pločevine. |
Škarje brez grla |
Izdelava ukrivljenih, nepravilnih ali ravnih rezov na kovino; omogoča prosto gibanje kovine okoli rezila. |
Kotni brusilnik |
Poliranje, rezanje in brušenje kovin; vsestransko ročno električno orodje. |
Kotni brusilni koluti |
Različne plošče (rezilne plošče, brusne plošče, lamelne plošče) za rezanje, brušenje in končno obdelavo. |
Cleco pritrdilni elementi |
Začasno držanje več kovinskih listov skupaj pred trajnim spajanjem. |
Svedri |
Vrtanje lukenj za združevanje kosov pločevine; vključuje standardne in strojne vijačne nastavke. |
Orodja za označevanje |
Orodja, kot so risala, čeljusti in delilniki za natančno merjenje in označevanje na kovini. |
Varnostna oprema |
Čelade, očala, rokavice in zaščitna oblačila za varnost delavcev. |
Ročna orodja so odlična v situacijah, kjer je hitrost manj pomembna od natančnosti in izdelave. Delavci se lahko izognejo času nastavitve stroja in izvedejo hitre prilagoditve. Na primer, kovinar lahko uporabi škarje brez grla, da izreže krivuljo po meri, ali orodja za označevanje, da postavi natančen vzorec. Ročna orodja omogočajo tudi boljše povratne informacije in nadzor, česar stroji ne morejo vedno zagotoviti.
Ročna orodja ostajajo bistvenega pomena za podrobna, obrtno usmerjena dela. Podpirajo ustvarjalnost in razvoj spretnosti v vsaki delavnici.
Električna orodja in stroji
Električna orodja in stroji spreminjajo način, kako kovinarji obravnavajo velike ali zapletene projekte. Ta orodja povečajo hitrost in produktivnost, zaradi česar so najboljša izbira za obsežna ali ponovljiva opravila. Stroji, kot so hidravlične stiskalnice, CNC rezalniki in avtomatizirani varilni sistemi, zagotavljajo dosledne rezultate in majhne tolerance.
Stroji izboljšajo učinkovitost s povečanjem hitrosti proizvodnje in zmanjšanjem človeških napak. Avtomatizirani sistemi z visoko natančnostjo opravljajo ponavljajoče se naloge. CNC stroji in robotski varilci lahko delajo na kompleksnih oblikah in velikih serijah brez utrujenosti. Varnostne funkcije, kot so zaščitna varovala in samodejni izklopi, pomagajo zaščititi operaterje pred poškodbami.
Vidik |
Stroji za izdelavo pločevine |
Osnovna ročna orodja pri izdelavi pločevine |
Namen |
Učinkovito oblikovanje, rezanje in oblikovanje za večje količine ali natančno, ponovljivo delo |
Uporablja se za manjša dela, izdelavo prototipov ali podrobno obrtniško delo |
Glasnost in hitrost |
Primerno za velike količine in hitrejšo proizvodnjo |
Bolj praktično za majhne količine ali ko je hitrost manj kritična |
Natančnost in nadzor |
Stroji zagotavljajo dosledno, ponovljivo natančnost |
Ročna orodja omogočajo več otipljivega nadzora in občutka |
Kontekst aplikacije |
Industrijska proizvodnja, masovna proizvodnja |
Rokodelstvo, izdelava prototipov, manjša dela |
Stroji so odlični pri proizvodnji velikih količin, vendar ročna orodja ostajajo ključna za delo po meri in natančne nastavitve. Uravnotežena trgovina uporablja oboje za doseganje najboljših rezultatov.
Varnost in merjenje
Varnostna oprema
Izdelava pločevine vključuje ostre robove, težke stroje in glasno okolje. Delavci morajo uporabljati pravo varnostno opremo, da se zaščitijo pred poškodbami. Najpomembnejše vrste osebne zaščitne opreme (OZO) vključujejo:
Rokavice : Zaščitite roke pred urezninami, opeklinami in ostrimi robovi.
Zaščitna očala s certifikatom ANSI Z87.1 : ščitijo oči pred letečimi drobci in iskrami.
Zaščita sluha : Čepki za ušesa ali glušniki zmanjšajo tveganje izgube sluha v hrupnih trgovinah. OSHA zahteva zaščito sluha, ko ravni hrupa presežejo 85 decibelov v osemurni izmeni.
Dihalne maske : Filtrirajo prah, hlape in delce v zraku med rezanjem, brušenjem ali varjenjem.
Zaščitna obleka : Ognjevarni jopiči in predpasniki ščitijo pred iskrami in vročo kovino.
Trgovine uporabljajo tudi zaščito za stroje, da preprečijo nenameren stik z gibljivimi deli. Varovala, svetlobne zavese, zapore in gumbi za zaustavitev v sili pomagajo delavcem zagotoviti varnost. Postopki zaklepanja/označevanja (LOTO) izolirajo vire energije med vzdrževanjem, kar zmanjšuje tveganje električnih ali mehanskih poškodb. Nacionalni električni kodeks (NEC) določa standarde za električno varnost, medtem ko organizacije, kot sta American Welding Society (AWS) in ISO, zagotavljajo usposabljanje in certificiranje za varne prakse.
Pravilno vzdrževanje OZO in redno usposabljanje imata ključno vlogo pri preprečevanju poškodb. Čista, dobro vzdrževana oprema deluje bolje in zdrži dlje. Študije kažejo, da lahko celovito varovanje strojev in varnostno usposabljanje zmanjšata poškodbe rok in prstov do 90 % v trgovinah s pločevino.
Nasvet: Delavci morajo pred vsako izmeno pregledati svojo varnostno opremo in takoj zamenjati poškodovane dele.
Merilne naprave
Natančne meritve zagotavljajo, da se pločevinasti deli prilegajo skupaj in delujejo, kot je načrtovano. Proizvajalci uporabljajo vrsto merilnih naprav, od katerih ima vsaka svojo stopnjo natančnosti. Najpogostejša orodja vključujejo:
Natančna jeklena ravnila : zagotavljajo natančnost do 0,001 palca, odvisno od dolžine.
Natančne tračne mere : ponujajo tolerance ±1/32 palca za dolžine do 12 čevljev in ±1/16 palca za daljše meritve.
Umerjena jeklena ravnila in merilni trak : Ta orodja, ki so sledljiva nacionalnim standardom, so opremljena s certificirano natančnostjo in dokumentiranimi odstopanji.
Mikrometri : zagotavljajo največjo natančnost med ročnimi orodji. Digitalni, vernier, notranji in namizni mikrometri zahtevajo previdno ravnanje. Za najboljše rezultate morajo uporabniki odpraviti zračnost vretena, nastaviti napravo na ničlo, rahlo pritisniti in vzdrževati čiste merilne površine.
Spodnja tabela prikazuje tipična tolerančna območja za različne materiale pločevine:
Vrsta materiala |
Običajno območje tolerance (palci) |
Opombe |
Aluminijeve zlitine |
±0,010 do ±0,030 |
Mehkejši, bolj voljni |
Nerjaveče jeklo |
±0,005 do ±0,015 |
Težje, zahteva strožje tolerance |
Ogljikovo jeklo |
±0,015 do ±0,045 |
Zmerna toleranca |
Bakrove zlitine |
±0,008 do ±0,020 |
Zmerna toleranca |
Orodno jeklo |
±0,002 do ±0,010 |
Zelo ozke tolerance zaradi trdote |
Titan |
±0,005 do ±0,015 |
Visoko razmerje med trdnostjo in težo |
Certificirane merilne naprave pomagajo ohranjati kakovost in doslednost pri vsakem projektu. Redna kalibracija in skrbna uporaba zagotavljata, da meritve skozi čas ostanejo točne.
Opomba: Dvojno preverjanje meritev pred rezanjem ali oblikovanjem pomaga preprečiti drage napake in materialne odpadke.
Izdelava pločevine oblikuje ravno kovino v močne, natančne dele za številne industrije. Delavci uporabljajo metode rezanja, oblikovanja, spajanja in končne obdelave z ročnimi orodji in stroji. Razumevanje vsakega koraka pomaga ustvariti visokokakovostne izdelke. Izbira prave tehnike je odvisna od potreb projekta, lastnosti materiala in razpoložljive opreme. Nova tehnologija, kot so CNC stroji, izboljšuje hitrost in natančnost. Izbira materiala, kot je jeklo ali aluminij, vpliva na stroške in zmogljivost. Skrbno načrtovanje zagotavlja, da izdelava pločevine izpolnjuje cilje načrtovanja in industrijske standarde.
pogosta vprašanja
Katero je najpogostejše rezalno orodje pri izdelavi pločevine?
Škarje so najpogostejše rezalno orodje. Delavci jih uporabljajo za ravne reze na tankih ploščah. Škarje zagotavljajo čiste robove in hitre rezultate. Za debelejše ali zapletene oblike tehniki pogosto uporabljajo žage ali CNC stroje.
Kako tehniki zagotavljajo varnost med izdelavo?
Tehniki nosijo rokavice, zaščitna očala in zaščito za sluh. Upoštevajo stroga pravila trgovine in uporabljajo varovala strojev. Redni treningi in pregledi opreme pomagajo preprečiti poškodbe. Trgovine uporabljajo tudi postopke zaustavitve v sili in zaklepanja/označevanja.
Katere kovine so najboljše za izdelavo pločevine?
Jeklo, aluminij, baker in medenina so najbolj priljubljene izbire. Jeklo nudi moč. Aluminij je odporen proti koroziji in ima manjšo težo. Baker zagotavlja dobro prevodnost. Medenina združuje moč z dekorativnim zaključkom.
Zakaj proizvajalci uporabljajo CNC stroje?
CNC stroji režejo, krivijo in oblikujejo kovino z visoko natančnostjo. Sledijo programiranim navodilom. CNC stroji zmanjšajo napake in pospešijo proizvodnjo. Tehniki jih uporabljajo za kompleksne oblike in ozke tolerance.
Katera končna metoda ščiti kovino pred rjo?
Prašno lakiranje ščiti kovino pred rjo in obrabo. Ustvari trden, barvit sloj. Tehniki za zaščito in videz uporabljajo tudi barvanje, eloksiranje in galvanizacijo.
Kako delavci merijo točnost pločevinastih delov?
Delavci uporabljajo merilna merila, mikrometre in jeklena ravnila. Preverijo debelino, dolžino in kote. Digitalni merilniki in koordinatni merilni stroji pomagajo pri kompleksnih delih. Dvojno preverjanje meritev preprečuje napake.
Ali lahko ročna orodja nadomestijo stroje pri izdelavi?
Ročna orodja so primerna za manjša dela, popravila in podrobna dela. Stroji obdelujejo velike količine in kompleksne oblike. Večina trgovin za najboljše rezultate uporablja oboje.
Kakšna je glavna razlika med varjenjem in kovičenjem?
Varjenje spoji kovinske dele skupaj za trajno vez. Zakovičenje spaja pločevine s kovinskimi zatiči. Varjenje ustvari močnejše spoje. Kovičenje je dobro za slepo montažo in hitro proizvodnjo.










