Lehtmetalli tootmine põhineb kolmel põhilisel tehnikakategoorial: lõikamine, vormimine ja ühendamine. Toetavad sammud hõlmavad viimistlemist ja täpset mõõtmist. Kõige tavalisemad meetodid ja tööriistad on toodud allolevas tabelis.
Tehnika |
Kirjeldus |
Levinud tööriistad/meetodid |
Lõikamine |
Metalli vormimine materjali eemaldamise teel |
Käsikäärid, plasmalõikurid, nurklihvijad |
Moodustamine |
Metalli vormi painutamine või venitamine |
Vajutuspidur, haamer, inglise ratas |
Liitumine |
Metalldetailide ühendamine |
Keevitusseadmed, neetipüstolid |
Need põhilised lehtmetalli valmistamise tehnikad moodustavad lehtmetalli valmistamise protsessi tuuma. Kohandatud lehtmetalli valmistamise projektid järgivad sageli lehtmetalli valmistamise viit põhietappi: põhjalik juhend.
Lehtmetalli valmistamise 5 peamist sammu
Lehtmetalli valmistamise viis peamist sammu: põhjalik juhend, mis hõlmab lõikamist, vormimist, ühendamist, viimistlemist ning mõõtmist ja ohutust. Igas etapis kasutatakse spetsiifilisi metalli valmistamise tehnikaid ja tööriistu, et muuta toorained valmistoodeteks. Järgmistes jaotistes on need sammud jaotatud ja tuuakse esile kõige olulisemad meetodid.
Lõikamine
Lõikamine on esimene samm lehtmetalli valmistamise protsessi etapid . See kujundab metalli, eemaldades materjali, kasutades mitmesuguseid põhilisi lehtmetalli valmistamise tehnikaid. Levinumad lõikamismeetodid hõlmavad lõikamist, laserlõikamist, plasmalõikamist, veejoaga lõikamist ja saagimist. Iga meetod pakub erinevate rakenduste jaoks ainulaadseid eeliseid.
Lõikamine
Lõikamisel kasutatakse kahte suurt tera, et lõigata läbi lehtmetalli sirgjooned. See tehnika on kiire ja tõhus, mistõttu on see ideaalne ehitus- ja infrastruktuuriprojektide jaoks. Lõikemasinad saavad hakkama suurte mahtudega ja teevad puhtaid ja sirgeid lõikeid. Operaatorid kasutavad sageli lõikamist kiirete tööde jaoks, mis ei nõua keerulisi kujundeid.
Laser lõikamine
Laserlõikamisel kasutatakse metallist läbilõikamiseks fokuseeritud laserkiirt. See meetod tagab suure täpsuse ja kiiruse, eriti õhukeste materjalide puhul. Laserlõikamine sobib hästi suuremahulise tootmise ja automatiseeritud süsteemide jaoks. See on piiratud materjalidega, mille paksus on kuni 5/8 tolli. Paljud tootjad valivad laserlõikuse selle täpsuse ja puhaste servade tõttu.
Plasma lõikamine
Plasmalõikamisel kasutatakse metalli lõikamiseks pöörlevaid gaase ja elektrikaare. See tehnika on tõhus paksemate metallide puhul ja pakub kiiret lõikekiirust. Plasmalõikurid töötlevad mitmesuguseid metalle, sealhulgas terast ja alumiiniumi. Operaatorid valivad plasmalõikuse, kui neil on vaja paksemaid lehti kiiresti töödelda.
Veejoaga lõikamine
Veejoaga lõikamise protsessis kasutatakse metalli lõikamiseks kõrgsurve veejoa, mis on segatud abrasiividega. Veejoaga lõikamine hoiab metalli tasapinnalisena ja väldib kuumusest mõjutatud tsoone, mistõttu on see ideaalne kuumustundlike materjalide jaoks. Veejoaga lõikamine suudab töödelda paksusid materjale, sealhulgas terast, keraamikat ja kivi. Paljud kauplused kasutavad veejoaga lõikamist projektide jaoks, mis nõuavad täpsust ilma termiliste moonutusteta.
Saagimine
Saagimine on üks vanimaid metalli lõikamise meetodeid. See teeb sirgeid lõikeid ja sobib lihtsateks rakendusteks. Lintsaed ja hakksaed on selle tehnika jaoks tavalised tööriistad. Saagimine on metallitootmisprotsessi põhilõigete jaoks usaldusväärne valik.
Näpunäide: lõikamise ajal on täpsus kriitilise tähtsusega. Tehnikud kasutavad lõigete kavandamiseks ja teostamiseks täiustatud CAD-tarkvara ja CNC-masinaid, vähendades vigu ja parandades ohutust.
Moodustamine
Vormimine kujundab metalli soovitud geomeetriaga. See etapp hõlmab mitmesuguseid metalli valmistamise tehnikaid, nagu painutamine, stantsimine, venitamine, valtsimine, sügavtõmbamine, sälkumine, kokkutõmbamine ja ääristamine. Lehtmetalli vormimine on keerukate osade ja konstruktsioonide loomiseks hädavajalik.
Painutamine
Painutamine on lehtmetalli vormimise põhiosa. Operaatorid kasutavad nurkade ja kõverate loomiseks vajutades pidureid ja muid painutustehnikaid. Painutamine rakendab jõudu piki sirget telge, muutes kuju ilma lõikamise või mulgustamiseta. See meetod on tavaline sulgude, korpuste ja autoosade valmistamisel. Lehtmetalli painutamine nõuab hoolikat planeerimist, et vältida vigu ja raiskamist.
Tembeldamine
Stantsimisel kasutatakse kiireid presse ja stantse, et vormida lehtmetalli kindlateks kujunditeks. See tehnika sobib ideaalselt masstootmiseks ja kitsaste tolerantside jaoks. Tembeldamine toodab selliseid esemeid nagu autouksed, masinaosad ja terasplaadid. See on lehtmetalli valmistamise viie põhietapi võtmemeetod: põhjalik juhend.
Venitamine
Venitamine tõmbab metalli pindala suurendamiseks. See vormimistehnika on kasulik siledate, kumerate pindade loomiseks. Operaatorid kasutavad venitamist selliste osade jaoks nagu autopaneelid ja lennukikatted. Venitamine nõuab täpset kontrolli, et vältida rebenemist või hõrenemist.
Veeremine
Valtsimine läbib lehtmetalli läbi rullide, moodustades keerukaid ristlõike kujundeid. See meetod on täpne ja tõhus, valmistades selliseid esemeid nagu katusepaneelid, talad ja laoriiulid. Valtsimine on lehtmetalli vormimise oluline osa, eriti suurte konstruktsioonikomponentide puhul.
Sügav joonistamine
Sügavtõmbamine moodustab õõnsad kujundid, tõmmates lehtmetalli stantsi. Selle tehnikaga luuakse selliseid esemeid nagu purgid, valamud ja kiivrid. Sügav tõmbamine on levinud tööstusharudes, mis vajavad tugevaid õmblusteta osi.
Sälgutamine
Sälk eemaldab lehtmetalli servadelt väikesed lõigud. See vormimismeetod valmistab metalli ette edasiseks painutamiseks või ühendamiseks. Sälk on oluline detailide kokkupanekuks.
Kahaneb
Kokkutõmbumine vähendab lehtmetalli teatud alade suurust. See tehnika aitab luua kõveraid ja kontuure. Operaatorid kasutavad kahanemist kohandatud projektides sobivuse ja viimistluse reguleerimiseks.
Pärlite kaunistamine
Reastamine lisab lehtmetallile kõrgendatud või sissetõmbunud jooni. See vormimisprotsess tugevdab metalli ja parandab välimust. Dekoratiivsetes ääristes ja tugevduselementides on ääristamine tavaline.
Märkus. Materjali paisumise ja deformatsiooni juhtimine on vormimisel väljakutse. Tehnikud kasutavad sellist tarkvara nagu SolidWorks, et arvutada mustreid ja optimeerida painutusjärjestusi, vähendades raiskamist ja vigu.
Liitumine
Ühendamine ühendab eraldi metallitükid, moodustades tervikliku koostu. Lehtmetalli valmistamise peamised ühendamismeetodid hõlmavad keevitamist, neetimist ja liimimist. Iga meetod pakub erinevaid tugevusi ja valitakse projekti nõuete alusel.
Keevitamine
Keevitamine on püsiliitmismeetod, mis sulatab metallitükid kokku. See tagab suure kandevõime ja lekkekindlad liigendid. Keevitamine sobib keerukate kujundite jaoks ja seda kasutatakse laialdaselt metalli valmistamise protsessis. Käijad peavad kontrollima kuumust, et vältida väändumist, eriti õhukeste materjalide puhul. Metalli keevitamine hõlmab selliseid tehnikaid nagu MIG, TIG ja laserkeevitus.
Neetimine
Neetimisel kasutatakse lehtede ühendamiseks metallkinnitusi. See tehnika loob tugevad püsivad liigendid ja võimaldab pimedat kokkupanekut. Neetimine on kulutõhus ja töökindel, mistõttu on see paljudes tööstusharudes populaarne valik.
Liimimine
Liimliimimine ühendab metallitükid spetsiaalsete liimide abil. See meetod on lihtne ja sellega saab ühendada erinevaid materjale. Liimimine ei mõjuta metalli füüsikalisi omadusi. Siiski tekitab see nõrgemaid liitekohti võrreldes keevitamise või neetimisega.
Kvaliteedikontroll on liitumise ajal hädavajalik. Operaatorid kasutavad tugevate, defektideta ühenduste tagamiseks kinnitusi, kinnitusi ja automatiseeritud kontrollisüsteeme.
Viimistlemine
Viimistlus annab lehtmetallosadele lõpliku välimuse ja kaitseb neid kahjustuste eest. See samm parandab vastupidavust, välimust ja jõudlust. Tehnikud kasutavad teravate servade eemaldamiseks, siledate pindade eemaldamiseks ja kaitsekatete pealekandmiseks mitmeid meetodeid.
Burnide eemaldamine
Bursu eemaldamine eemaldab teravad servad ja pärast lõikamist või stantsimist jäänud purud. Töötajad kasutavad käsiviile, jämedusrattaid või spetsiaalseid masinaid. See protsess hoiab ära vigastused ja aitab osadel sujuvalt kokku sobituda. Samuti valmistab koore eemaldamine pinna ette edasisteks viimistlemisetappideks.
Lihvimine
Lihvimine silub karedad pinnad ja eemaldab liigse materjali. Operaatorid kasutavad nurklihvijaid, lintlihvijaid või pinklihvijaid. Lihvimine loob ühtlase pinna ja parandab väiksemad vead. Metalli kahjustamise vältimiseks on oluline kasutada õiget tera ja tehnikat.
Poleerimine
Poleerimine annab lehtmetallile läikiva ja peegeldava viimistluse. Töötajad kasutavad poleerimisrattaid, poleerimispatju ja spetsiaalseid ühendeid. Poleerimine parandab välimust ja võib ka vähendada hõõrdumist. Paljud dekoratiivsed osad, nagu paneelid ja kaunistused, nõuavad seda sammu.
Katmine
Kate kaitseb metalli korrosiooni ja kulumise eest. On mitmeid katmismeetodeid, millest igaühel on oma eesmärk. Allolev tabel võtab kokku levinumad viimistlusmeetodid ja nende peamised kasutusalad:
Viimistlusmeetod |
Põhieesmärk(ed) |
Anodeerimine |
Moodustab kaitsva oksiidkatte, et parandada korrosioonikindlust ja kaitsta kahjustuste eest. |
Keemiline jahvatamine |
Söövib lehtmetalliosadele dekoratiivsed mustrid, logod või märgised. |
Galvaneerimine |
Katab metallpinnad teise metalliga, et suurendada korrosioonikindlust ja parandada välimust. |
Helmeste lõhkamine |
Loob mati viimistluse või eemaldab pinna ebatasasused, puhudes klaashelmestega. |
Pulbervärvimine |
Kasutab korrosiooni- ja kulumiskaitseks kuiva pulberkilet, annab ka atraktiivse värvi. |
Vedel värv |
Annab sileda, poleeritud välimuse, kattes pinnad värviga. |
Leegiga pihustamine |
Pihustab sulametalli kuumutatud komponentidele, et luua sile ja viimistletud pind. |
Silk Screening |
Kasutab silikoontinti, et luua pinnale värvilisi dekoratiivseid mustreid või teksti. |
Pinnaviimistlus parandab nii plekkdetailide kvaliteeti kui ka eluiga. Meetodi valik sõltub soovitud välimusest, vastupidavusest ja maksumusest.
Näpunäide: seadmete hoolikas käsitsemine ja regulaarne hooldus aitavad vältida pinnakriimustusi ja joondusprobleeme viimistluse ajal. Kaitsekilede ja 3D-modelleerimistarkvara kasutamine võib samuti vähendada levinud probleeme.
Mõõtmine ja ohutus
Täpne mõõtmine ja tugevad ohutustavad tagavad lehtmetalli valmistamisel kvaliteetsed tulemused. Need sammud aitavad vältida vigu, vähendada jäätmeid ja kaitsta töötajaid.
Mõõteriistad
Tehnikud kasutavad mõõtmete ja tolerantside kontrollimiseks mitmesuguseid tööriistu. Levinud mõõteriistad on järgmised:
Kalibrid ja mikromeetrid paksuse ja pikkuse täpseks kontrollimiseks
Mõõdulint ja joonlaud üldmõõtmiseks
Koordinaatide mõõtmismasinad (CMM) väikeste tolerantsidega keerukate osade jaoks
Digitaalsed mõõteriistad ja lasermõõteseadmed kiireks ja täpseks lugemiseks
Mõõtmete täpsus on õige sobivuse ja toimimise jaoks kriitiline. Töötajad kontrollivad sageli mõõtmisi enne lõikamist või vormimist. CAD-tarkvara, nagu SolidWorks või Autodesk Fusion 360, aitab kogu protsessi vältel määrata ja säilitada täpseid tolerantse. Mõõtevahendite regulaarne kalibreerimine tagab usaldusväärsed tulemused.
Märkus. Kontrolliprotokollid igas etapis – lõikamine, vormimine ja keevitamine – tuvastavad vead varakult ja vähendavad praagi määra. Esmane kontroll ja pidev jälgimine aitavad säilitada täpsust isegi siis, kui tööriistad kuluvad.
Ohutusvarustus
Ohutus on igas tootmistsehhis endiselt esmatähtis. Töötajad kasutavad vigastuste eest kaitsmiseks isikukaitsevahendeid (PPE). Oluline turvavarustus sisaldab:
Kindad käte kaitsmiseks teravate servade ja kuumade pindade eest
Silmavigastuste vältimiseks kaitseprillid või näokaitsed
Kuulmiskaitsevahendid mürarikkas keskkonnas
Tolmu või suitsuga töötamisel respiraatorid või maskid
Kiivrid ja kaitseriietus keevitustöödeks
Poed järgivad rangeid ohutusprotokolle ja pakuvad regulaarset koolitust. Masina valve, hädaseiskamised ja lukustamise/märgistamise protseduurid hoiavad ära õnnetusi liikuvate seadmetega. Hea majapidamine, õiged tõstetehnikad ja piisav ventilatsioon vähendavad riske veelgi.
Seadmete regulaarne hooldus, kvalifitseeritud töötajad ja tööstusstandardite (nt ISO 9001 ja AWS D1.1) järgimine tagavad nii ohutuse kui ka kvaliteedi. Need tavad minimeerivad jäätmeid, väldivad vigastusi ja aitavad tarnida usaldusväärseid ja kvaliteetseid tooteid.
Lehtmetalli valmistamise tehnikad
Lõikamismeetodid
Lõikamine on enamiku lehtmetalli valmistamise protsesside esimene suur samm. Tehnikud kasutavad lehtmetallide eraldamiseks, vormimiseks või mõõtmiseks mitmesuguseid lehtmetalli lõikamise tehnikaid. Iga meetod pakub ainulaadseid tolerantse ja töötab kõige paremini teatud materjalipaksusega. Allolev tabel võrdleb levinumaid lõikamisviise:
Lõikamise meetod |
Tüüpilised tolerantsid (mm) |
Materjali paksuse vahemik (mm) |
Peamised omadused ja märkused |
Veejoaga lõikamine |
±0,03 kuni ±0,08 |
Kuni 200 |
Kõige täpsem meetod; külm lõikamine kõrvaldab termilised moonutused; ühtlane täpsus paksuste lõikes. |
Laser lõikamine |
±0,05 kuni ±0,1 |
Kuni 25-30 |
Kiire töötlemine; suurepärane täpsus õhukeste ja keskmiste materjalide puhul; termilised moonutused võivad mõjutada pakse sektsioone. |
Plasma lõikamine |
±0,5 kuni ±1,5 |
100+ |
Sobib paksude materjalide jaoks; lõdvemad tolerantsid; kiire lõikamine konstruktsioonilisteks rakendusteks. |
Mehaaniline lõikamine |
±0,1 kuni ±0,5 |
Kuni 12 |
Kulusäästlik sirgete lõigete jaoks; mõõdukas täpsus; piiratud paksusvõime. |
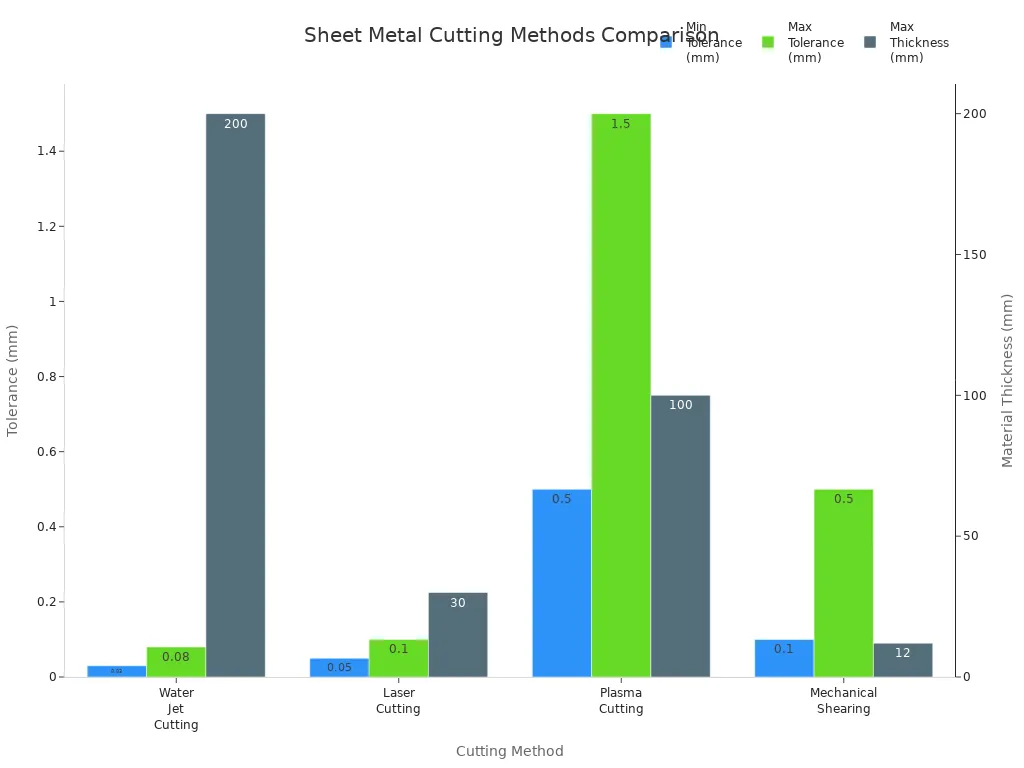
Veejoaga lõikamine tagab suurima täpsuse ja sobib hästi paksude materjalide jaoks. Laserlõikus tagab õhukeste ja keskmiste lehtede puhul kiiruse ja täpsuse. Plasmalõikamine käsitleb paksu metalli kiiresti, kuigi väiksema täpsusega. Mehaaniline lõikamine jääb kulutõhusaks õhemate lehtede sirge lõikamise korral. Need lõiketehnikad moodustavad aluse paljudele metallitootmistehnikatele.
Näpunäide: õige lõikemeetodi valimine sõltub nõutavast tolerantsist, materjali paksusest ja projekti eelarvest.
Vormimismeetodid
Vormimine muudab lamedad metalllehed kolmemõõtmelisteks kujunditeks. Lehtmetalli vormimistehnikad hõlmavad laia valikut protsesse, millest igaüks sobib konkreetse kuju ja materjali jaoks. Allolevas tabelis on toodud kõige levinumad vormimismeetodid ja nende jaoks kõige paremini sobivad materjalid.
Vormimise meetod |
Kirjeldus |
Sobivad materjalid |
Vajutage Pidurdus |
Kasutab V-kujulist stantsi lehtmetalli painutamiseks, luues täpseid volte ja karbilaadseid struktuure. |
Teras, alumiinium, messing |
Libisemine Rullimine |
Viib lehtmetalli rullikute vahele, moodustades läbi külmvaltsimise koonuseid ja silindreid. |
Teras, alumiinium, vask |
Tembeldamine |
Suuremahuline külmvormimine aukude, äärikute, reljeefsete osade vormimiseks stantside ja stantside abil. |
Teras, alumiinium, messing |
Põletamine (ääristamine) |
Moodustab laienevad või äärikutega servad huulte või tugevduse jaoks. |
Teras, Alumiinium |
Reljeeftrükk |
Loob lehtmetallist pindadele tõstetud või süvistatud kujundusi. |
Teras, alumiinium, vask |
Louvering |
Moodustab nurga all olevad pilud või tuulutusavad ventilatsiooni või esteetika tagamiseks. |
Teras, Alumiinium |
Mündimine |
Kasutab äärmist survet, et luua üksikasjalikke muljeid. |
Teras, messing |
Keerutamine |
Vormib metalli pöörleval südamikul, et toota õõnsaid, aksiaalselt sümmeetrilisi osi. |
Alumiinium, Teras |
Rulli vormimine |
Painutab lehtmetalli järk-järgult läbi rullide, moodustades pikki painutusi või kõverusi. |
Teras, Alumiinium |
Painutamine paistab silma kõige laialdasemalt kasutatava vormimisprotsessina. Operaatorid kasutavad V-, U- ja kanalikujude loomiseks pidureid. Joonistamine venitab metalli sügavate ja keerukate osade, näiteks autopaneelide, stantsideks. Curling moodustab valtsitud servad, et eemaldada teravust ja parandada ohutust. Tembeldamine hõlmab süvatõmmet, nelilibistamist, hüdrovormimist, tühjendamist, müntimist ja reljeeftrükki. Iga vormimistehnika kujundab metalli lõppkasutuseks.
Teras, alumiinium, vask ja messing on lehtmetalli vormimiseks kõige levinumad materjalid. Teras pakub tugevust ja vastupidavust. Alumiinium on kerge ja korrosioonikindel. Vask tagab suurepärase juhtivuse ja vormitavuse. Messing ühendab tugevuse dekoratiivse viimistlusega.
Märkus. Õige vormimismeetodi ja materjali valimine tagab, et valmis detail vastab tugevuse, välimuse ja kulunõuetele.
Liitumismeetodid
Ühendusmeetodid ühendavad eraldi metallitükid üheks sõlmeks. Kõige tavalisemad ühendamismeetodid hõlmavad keevitamist, mehaanilist kinnitamist, voltimisühendusi, klammerdamist ja liimimist. Allolev tabel võtab kokku need ühendamistehnikad:
Liitumise meetod |
Tugevus |
Tüüpilised kasutusjuhud |
Piirangud |
Keevitamine |
Kõrge |
Püsivad ülitugevad liigendid autotööstuses, tööstusmasinate ja kosmosetööstuses |
Nõuab kvalifitseeritud tööjõudu, kuumus võib õhukesi metalle moonutada |
Mehaaniline kinnitus |
Mõõdukas |
Eemaldatavad ühendused, montaažiliinid, HVAC, seadmete tootmine |
Lisab kaalu, võib mõjutada esteetikat, nõrgem kui keevitamine |
Kokkupandavad liigendid |
Madal kuni mõõdukas |
Kerged, visuaalselt puhtad ühendused, HVAC-kanalid, korpused, mittekandvad autopaneelid |
Piiratud õhukeste metallidega, vähem tugev kui keevitamine, nõuab täpset painutamist |
Klikkimine |
Mõõdukas |
Suuremahuline tootmine, HVAC, kerged sõlmed |
Piiratud tugevus, mitte suure pingega rakenduste jaoks |
Liimimine |
Madal kuni mõõdukas |
Erinevate metallide ühendamine, siledad viimistlused, kerged konstruktsioonid |
Väiksem tugevus, tundlik keskkonna suhtes, pikem kõvenemisaeg |
Keevitamine loob tugevad püsivad liitekohad ning on hädavajalik autotööstuses ja tööstuses. Mehaaniline kinnitus kasutab eemaldatavate ühenduste jaoks kruvisid, polte või neete. Kokkupandavad liigendid ja klammerdamine sobivad hästi kergete sõlmede ja HVAC-kanalite jaoks. Liimimine ühendab erinevaid metalle ja tagab sujuva viimistluse, kuigi see pakub vähem tugevust kui keevitamine.
Tehnikud kombineerivad sageli liitmistehnikaid, et tasakaalustada metalli valmistamise protsessis tugevust, välimust ja tootmiskiirust.
Viimistlusmeetodid
Viimistlusmeetodid annavad lehtmetallist detailidele lõpliku välimuse ja kaitsevad neid kahjustuste eest. Need tehnikad parandavad vastupidavust, ohutust ja visuaalset atraktiivsust. Töötajad valivad viimistlusmeetodid detaili funktsiooni, keskkonna ja soovitud välimuse põhjal.
Levinud viimistlusmeetodid lehtmetalli valmistamisel:
Krüsside eemaldamine
Bursu eemaldamine eemaldab teravad servad ja väikesed metallikillud, mis on jäänud pärast lõikamist või stantsimist. Töötajad kasutavad selle protsessi jaoks käsiviile, jämedusrattaid või masinaid. Pursu eemaldamine muudab osade käsitsemise ohutumaks ja valmistab pinnad ette edasiseks viimistlemiseks.
Lihvimine
Lihvimine silub karedad pinnad ja eemaldab liigse materjali. Operaatorid kasutavad nurklihvijaid, lintlihvijaid või pinklihvijaid. Lihvimine loob ühtlase pinna ja parandab väikesed vead. See samm on oluline osade puhul, mis vajavad puhast ja ühtlast viimistlust.
Poleerimine
Poleerimine annab lehtmetallile läikiva, peegeldava pinna. Töötajad kasutavad poleerimisrattaid, poleerimispatju ja spetsiaalseid ühendeid. Poleerimine parandab osade välimust ja võib ka vähendada hõõrdumist. Paljud dekoratiivsed või nähtavad osad nõuavad seda sammu.
Pinnakate
Kate kaitseb metalli korrosiooni, niiskuse ja kulumise eest. On mitmeid katmismeetodeid. Igaüks neist pakub erinevaid eeliseid:
Kattemeetod |
Peamine kasu |
Tüüpiline kasutus |
Pulbervärvimine |
Vastupidav, värviline viimistlus |
Tehnika, autoosad |
Anodeerimine |
Korrosioonikindlus, kõva pind |
Alumiiniumist osad |
Galvaneerimine |
Läikiv kaitsev metallikiht |
Dekoratiivesemed, riistvara |
Maalimine |
Sile, värviline välimus |
Paneelid, korpused |
Pulbervärvimisel kasutatakse kuiva pulbrit ja kuumust, et luua sitke värviline kiht. Anodeerimine moodustab kaitsva oksiidikihi, enamasti alumiiniumile. Galvaniseerimine katab metalli teise metalliga, näiteks kroomi või nikliga. Värvimine lisab värvi ja kaitseb pinda.
Helmeste lõhkamine
Helmespritsimisel kasutatakse pinna puhastamiseks ja tekstureerimiseks suurel kiirusel lastud väikeseid klaashelmeid. See meetod eemaldab puudused ja loob mati viimistluse. Töötajad kasutavad enne värvimist või katmist sageli rantpritsi.
Nõuanne: õige viimistlusmeetodi valik sõltub detaili kasutusest, metalli tüübist ja nõutavast vastupidavusest. Õige viimistlus pikendab lehtmetalltoodete eluiga ja parandab nende jõudlust.
Viimistlusmeetodid mängivad lehtmetalli valmistamise protsessis võtmerolli. Need tagavad, et osad näevad head välja, kestavad kauem ja vastavad ohutusstandarditele. Kvalifitseeritud tehnikud valivad ja rakendavad neid meetodeid, et saavutada iga projekti jaoks parimad tulemused.
Olulised tööriistad
Lõiketööriistad
Lehtmetalli valmistamine algab lõikeriistadega. Need tööriistad kujundavad ja mõõdavad metalllehti hilisemate sammude jaoks. Iga tööriist teenib kindlat eesmärki.
Käärid
Käärid teevad lamedatele lehtedele sirgjoonelisi lõikeid. Operaatorid kasutavad suurte ja korduvate ülesannete jaoks giljotiinlõikureid. Lõikamine töötab kõige paremini õhemate materjalide puhul ja annab puhtad servad. See tööriist on vajalik metalli ettevalmistamiseks enne vormimist.
Saed
Saed saavad hakkama paksemate või kõvemate metallidega. Lintsaed ja elektrilised metallisaed lõikavad sirgeid jooni läbi virnastatud lehtede. Kerimissaed aitavad keeruka kujundusega. Kolbsaed lõikavad torusid ja profiile. Iga saetüüp vastab erinevale lõikevajadusele.
Snipid
Käärid meenutavad vastupidavaid kääre. Plekilõigud lõikavad õhukesteks lehtedeks sirgeid jooni ja kergeid kumerusi. Lennundussnipid võimaldavad teha üksikasjalikumaid kurve ja ringe. Töötajad kasutavad lõiketükke väikesemahuliste või kunstiliste projektide jaoks.
CNC masinad
CNC-masinad automatiseerivad lõikamist suure täpsusega. Sellesse kategooriasse kuuluvad laserlõikurid, plasmalõikurid ja veejoaga lõikurid. Need masinad taluvad keerulisi kujundeid ja kitsaid tolerantse. CNC-tehnoloogia parandab lõikamisprotsessi kiirust ja täpsust.
Näpunäide. Nurklihvijad ja metalliniblid mängivad samuti rolli lõikamisel, lihvimisel ja poleerimisel. Need pakuvad mitmekülgsust nii töötlemata kui ka peene töö jaoks.
Vormimistööriistad
Vormimistööriistad vormivad lameda metalli kolmemõõtmelisteks osadeks. See samm hõlmab painutamist, venitamist, tembeldamist ja rullimist. Iga tööriist toetab erinevat vormimismeetodit.
Vajutage pidureid
Presspidurid teostavad piduri vajutamise painutamist. Operaatorid kasutavad neid masinaid täpsete nurkade ja voltide loomiseks. Presspidurid rakendavad jõudu piki sirget telge, muutes need ideaalseks sulgude, korpuste ja paneelide painutamiseks. Mehaanilised ja hüdraulilised pressid pakuvad erinevaid kiiruse ja jõu valikuid.
Veeremismasinad
Valtsimismasinad lasevad lehtmetalli rullide vahel. See protsess moodustab koonuseid, silindreid ja kõveraid kujundeid. Libisevalt valtsimine sobib hästi terase, alumiiniumi ja vase puhul. Rullvormimisliinid taluvad talade ja paneelide pikki pidevaid painutusi.
Haamrid ja nukud
Haamrid ja nukud aitavad käsitsi vormimisel. Töötajad kasutavad neid kõverate venitamiseks, kokkutõmbamiseks ja kujundamiseks. Need tööriistad võimaldavad üksikasjalikku reguleerimist ja kohandatud tööd. Inglise rattad aitavad moodustada ka siledaid kõveraid pindu.
Märkus. Vormitööriistade hulka kuuluvad stantsimise ja augustamise stantsimise ja stantsimise komplektid. Iga vormimistehnika nõuab täpsuse ja tõhususe tagamiseks õiget tööriista.
Liitumise tööriistad
Ühendustööriistad ühendavad eraldi metallitükid. Peamised ühendamismeetodid hõlmavad keevitamist, neetimist ja liimimist.
Keevitusseadmed
Keevitusmasinad, nagu TIG- ja MIG-keevitajad, loovad tugevad püsivad sidemed. Need masinad võimaldavad täpselt juhtida kuumust ja täitematerjali. Keevitamine säilitab metallsõlmede konstruktsiooni terviklikkuse. Operaatorid kasutavad keevitamist auto-, tööstus- ja remondiprojektides.
Neetrelvad
Needipüstolid kinnitavad metalllehti metalltihvtidega. Neetimine pakub usaldusväärset ja kulutõhusat liitmismeetodit. See tööriist sobib hästi ruloode kokkupanekuks ja suuremahuliseks tootmiseks.
Liimitööriistad
Liimitööriistad kasutavad metalli liimimiseks spetsiaalseid liime. See meetod ühendab erinevaid materjale ja loob sileda viimistluse. Liimimine on lihtne, kuid tekitab nõrgemaid liitekohti kui keevitamine või neetimine.
Tehnikud kasutavad ühendamisel ja viimistlemisel sageli kinnitusvahendeid, traadilõikureid ja märgistustööriistu. Need tööriistad tagavad täpse kokkupaneku ja turvalised ühendused.
Viimistlustööriistad
Viimistlustööriistad annavad lehtmetallist detailidele lõpliku välimuse ja kaitsevad neid kahjustuste eest. Need tööriistad aitavad luua siledaid, ohutuid ja atraktiivseid pindu. Töötajad kasutavad viimistlustööriistu pärast lõikamist, vormimist ja ühendamist.
Veskid
Lihvimismasinad eemaldavad lehtmetallilt karedad servad, keevisõmblused ja pinna ebatasasused. Need aitavad luua ühtlast viimistlust ja valmistada osi ette värvimiseks või katmiseks. Töötajad valivad mitut tüüpi veski vahel:
Nurklihvijad : need tööriistad kasutavad pöörlevaid abrasiivseid kettaid. Need sobivad hästi keevisõmbluste silumiseks ja servade puhastamiseks.
Pinklihvimismasinad : nendel statsionaarsetel masinatel on kaks lihvketast. Töötajad kasutavad neid tööriistade teritamiseks ja väikeste detailide silumiseks.
Lintlihvimismasinad : need masinad kasutavad pidevat abrasiivset linti. Need aitavad suurte ja lamedate pindade puhul ja suudavad materjali kiiresti eemaldada.
Operaatorid valivad õige veski töö suuruse ja metalli tüübi järgi. Sageli kasutavad nad soovitud viimistluse saavutamiseks erinevat suurust. Jämedad terakesed eemaldavad materjali kiiresti, peened aga loovad siledama pinna.
Nõuanne: veski kasutamisel kandke alati kaitseprille ja kindaid. Sädemed ja metallikillud võivad põhjustada vigastusi.
Poleerid
Poleerid annavad lehtmetallile läikiva ja peegeldava viimistluse. Need eemaldavad peened kriimud ning muudavad osad puhtaks ja professionaalseks. Poleerid kasutavad pehmeid rattaid või poleerimissegudega patju. Need ühendid aitavad pinda siluda ja tuua esile ereda läike.
Levinud poleerimisseadmete tüübid on järgmised:
Pöörlevad poleerimismasinad : need tööriistad keerutavad pehmet padja ringikujuliselt. Need sobivad hästi tasaste ja kumerate pindade jaoks.
Orbitaalsed poleerimismasinad : need masinad liigutavad patja väikestel orbiitidel. Need vähendavad keerisejälgi ja aitavad saavutada ühtlast viimistlust.
Töötajad poleerivad sageli dekoratiivpaneele, kaunistusi ja nähtavaid osi. Nad võivad kasutada mitut poleerimisetappi, alustades jämeda seguga ja lõpetades peene seguga. Õige poleerimine parandab nii välimust kui ka korrosioonikindlust.
Märkus: Puhastage pind enne poleerimist. Mustus või liivatera võib metalli kriimustada ja viimistlust rikkuda.
Pindamisseadmed
Pindamisseadmed kaitsevad lehtmetalli rooste, niiskuse ja kulumise eest. Samuti lisab see värvi ja parandab välimust. Katteseadmeid on mitut tüüpi:
Seadme tüüp |
Peamine kasutusala |
Tavalised katted |
Pihustuspüstolid |
Kandke värvi või vedelaid katteid |
Värv, email, lakk |
Pulbervärvimispüstolid |
Kandke kuivpulbervärvid |
Pulbervärvimine |
Kastmispaagid |
Kastke osad vedelikku |
Pinnastamine, anodeerimine |
Pihustuspüstolid kasutavad õhukese ühtlase värvikihi pealekandmiseks suruõhku. Pulbervärvipüstolid kasutavad elektrit pulbri metalli külge kleepimiseks, mis seejärel küpseb. Kastmispaagid katavad osad, kastes need vedelikuvanni.
Operaatorid valivad õige varustuse katte tüübi ja osa suuruse järgi. Õige katmine pikendab lehtmetalltoodete eluiga ja hoiab need uuena.
Õigete viimistlusvahendite kasutamine tagab, et iga plekkosa vastab kvaliteedi- ja ohutusstandarditele. Kvalifitseeritud töötajad teavad, kuidas neid tööriistu parimate tulemuste saavutamiseks valida ja kasutada.
Käsitööriistad vs masinad
Põhilised käsitööriistad
Põhilised käsitööriistad annavad metallitöölistele otsese kontrolli tootmisprotsessi üle. Need tööriistad võimaldavad praktilist lähenemist, muutes need ideaalseks väikeste tööde, prototüüpide ja üksikasjalike tööde jaoks. Oskustöölised eelistavad sageli käsitööriistu, kui neil on vaja materjali katsuda ja täpselt reguleerida. Käsitööriistad aitavad õpetada ka häid poeharjumusi ja toetavad teadmiste jagamist meeskonnaliikmete vahel.
Tööriista nimi |
Tüüpiline rakendus |
Traadilõikurid |
Nardunud otste lõikamine ja lehtmetalli servade lõikamine. |
Kurguta käärid |
Kumerate, ebakorrapäraste või sirgete lõigete tegemine metallile; võimaldab metallil vabalt liikuda tera ümber. |
Nurklihvija |
Metalli poleerimine, lõikamine ja lihvimine; mitmekülgne käeshoitav elektriline tööriist. |
Nurklihvija kettad |
Erinevad kettad (lõikekettad, lihvkettad, klappkettad) lõikamiseks, lihvimiseks ja viimistlemiseks. |
Cleco kinnitusvahendid |
Mitme metallilehe ajutine kokkuhoidmine enne püsivat ühendamist. |
Puuriterad |
Aukude puurimine lehtmetalli tükkide ühendamiseks; sisaldab standard- ja masinakruviotsikuid. |
Märgistustööriistad |
Tööriistad, nagu joonestajad, nihikud ja jaoturid täpseks mõõtmiseks ja metallile märgistamiseks. |
Ohutusvarustus |
Kiivrid, prillid, kindad ja kaitseriietus töötajate ohutuse tagamiseks. |
Käsitööriistad on suurepärased olukordades, kus kiirus on vähem oluline kui täpsus ja meisterlikkus. Töötajad saavad vältida masina seadistamise aega ja teha kiireid kohandusi. Näiteks võib metallitöötleja kasutada kohandatud kõvera lõikamiseks ilma kääre või täpse mustri väljapanekuks märgistustööriistu. Käsitööriistad võimaldavad ka paremat tagasisidet ja juhtimist, mida masinad alati pakkuda ei suuda.
Käsitööriistad jäävad üksikasjalikuks ja käsitööle orienteeritud tööks hädavajalikuks. Need toetavad loovust ja oskuste arendamist igas tootmistsehhis.
Elektrilised tööriistad ja masinad
Elektrilised tööriistad ja masinad muudavad seda, kuidas metallitöölised tegelevad suurte või keerukate projektidega. Need tööriistad suurendavad kiirust ja tootlikkust, muutes need parimaks valikuks suuremahuliste või korratavate ülesannete jaoks. Masinad, nagu hüdraulilised presspidurid, CNC-lõikurid ja automatiseeritud keevitussüsteemid, tagavad ühtlased tulemused ja ranged tolerantsid.
Masinad parandavad tõhusust, suurendades tootmiskiirust ja vähendades inimlikke vigu. Automatiseeritud süsteemid saavad korduvate ülesannetega hakkama suure täpsusega. CNC-masinad ja robotkeevitajad saavad väsimatult töötada keeruliste kujundite ja suurte partiidega. Ohutusfunktsioonid, nagu kaitsepiirded ja automaatsed väljalülitused, aitavad operaatoreid vigastuste eest kaitsta.
Aspekt |
Lehtmetalli valmistamise masinad |
Põhilised käsitööriistad lehtmetalli valmistamisel |
Eesmärk |
Tõhus vormimine, lõikamine ja vormimine suuremate mahtude või täpse korratava töö jaoks |
Kasutatakse väiksemateks töödeks, prototüüpimiseks või üksikasjalikuks käsitööle orienteeritud tööks |
Helitugevus ja kiirus |
Sobib suuremahuliseks ja kiiremaks tootmiseks |
Praktilisem väikeste koguste jaoks või siis, kui kiirus on vähem kriitiline |
Täpsus ja kontroll |
Masinad tagavad ühtlase ja korratava täpsuse |
Käsitööriistad võimaldavad puutetundlikumalt kontrollida ja tunda |
Rakenduse kontekst |
Tööstuslik tootmine, masstootmine |
Meisterdamine, prototüüpimine, väikesed töökojad |
Masinad paistavad silma suure mahuga tootmises, kuid käsitööriistad on tellimustööde ja peente reguleerimiste jaoks üliolulised. Tasakaalustatud kauplus kasutab parimate tulemuste saavutamiseks mõlemat.
Ohutus ja mõõtmine
Turvavarustus
Lehtmetalli valmistamine hõlmab teravaid servi, raskeid masinaid ja valju keskkonda. Töötajad peavad vigastuste eest kaitsmiseks kasutama õiget kaitsevarustust. Kõige olulisemad isikukaitsevahendite tüübid on järgmised:
Kindad : Kaitske käsi sisselõigete, põletuste ja teravate servade eest.
ANSI Z87.1 sertifitseeritud kaitseprillid : kaitsevad silmad lendava prahi ja sädemete eest.
Kuulmiskaitse : kõrvatropid või kõrvaklapid vähendavad mürarikastes poodides kuulmiskao ohtu. OSHA nõuab kuulmiskaitset, kui müratase ületab kaheksatunnise vahetuse jooksul 85 detsibelli.
Hingamisteede maskid : filtreerige lõikamise, lihvimise või keevitamise ajal välja tolm, aurud ja õhus levivad osakesed.
Kaitseriietus : Leegikindlad jakid ja põlled kaitsevad sädemete ja kuuma metalli eest.
Kauplustes kasutatakse ka masinakaitset, et vältida juhuslikku kokkupuudet liikuvate osadega. Kaitsmed, valguskardinad, blokeeringud ja hädaseiskamisnupud aitavad hoida töötajaid ohutuna. Lockout/tagout (LOTO) protseduurid isoleerivad energiaallikad hoolduse ajal, vähendades elektriliste või mehaaniliste vigastuste ohtu. Riiklik elektrikoodeks (NEC) kehtestab elektriohutuse standardid, samas kui sellised organisatsioonid nagu American Welding Society (AWS) ja ISO pakuvad ohutute tavade koolitust ja sertifikaate.
Vigastuste ennetamisel on võtmeroll isikukaitsevahendite õigel hooldusel ja regulaarsel koolitusel. Puhas, hästi hooldatud varustus töötab paremini ja kestab kauem. Uuringud näitavad, et igakülgne masinavalve ja ohutuskoolitus võib lehtmetallitöökodades vähendada käte ja sõrmede vigastusi kuni 90%.
Näpunäide: töötajad peaksid enne iga vahetust oma turvavarustust üle vaatama ja kahjustatud esemed viivitamatult välja vahetama.
Mõõteseadmed
Täpne mõõtmine tagab, et lehtmetallist osad sobivad kokku ja toimivad nii, nagu kavandatud. Tootjad kasutavad mitmesuguseid mõõteseadmeid, millest igaühel on oma täpsusaste. Kõige tavalisemate tööriistade hulka kuuluvad:
Terasest täppisjoonlauad : tagavad täpsuse kuni 0,001 tolli, olenevalt pikkusest.
Täppismõõdulindid : kuni 12 jala pikkuste tolerantside pakkumine on ±1/32 tolli ja pikemate mõõtmiste puhul ±1/16 tolli.
Kalibreeritud terasest joonlauad ja mõõdulint : need tööriistad on riiklikele standarditele jälgitavad, täpsuse ja dokumenteeritud kõrvalekalletega.
Mikromeetrid : tagavad käsitööriistade seas suurima täpsuse. Digitaalsed, noonuse-, sise- ja pingi mikromeetrid nõuavad hoolikat käsitsemist. Parimate tulemuste saavutamiseks peavad kasutajad kõrvaldama spindli lõtku, nullima seadme, rakendama kerget survet ja hoidma mõõtmispinnad puhtana.
Allolevas tabelis on näidatud erinevate lehtmetalli materjalide tüüpilised tolerantsivahemikud:
Materjali tüüp |
Tüüpiline tolerantsivahemik (tollides) |
Märkmed |
Alumiiniumsulamid |
±0,010 kuni ±0,030 |
Pehmem, vormitavam |
Roostevaba teras |
±0,005 kuni ±0,015 |
Raskem, nõuab rangemaid tolerantse |
Süsinikteras |
±0,015 kuni ±0,045 |
Mõõdukas tolerantsus |
Vasesulamid |
±0,008 kuni ±0,020 |
Mõõdukas tolerantsus |
Tööriista teras |
±0,002 kuni ±0,010 |
Väga kitsad tolerantsid kõvaduse tõttu |
Titaan |
±0,005 kuni ±0,015 |
Kõrge tugevuse ja kaalu suhe |
Sertifitseeritud mõõteseadmed aitavad säilitada kvaliteeti ja järjepidevust igas projektis. Regulaarne kalibreerimine ja hoolikas kasutamine tagavad, et mõõtmised püsivad aja jooksul täpsed.
Märkus: Mõõtmiste topeltkontroll enne lõikamist või vormimist aitab vältida kulukaid vigu ja materjali raiskamist.
Lehtmetallist valmistamine vormib lamemetalli tugevateks ja täpseteks osadeks paljude tööstusharude jaoks. Töötajad kasutavad nii käsitööriistade kui ka masinatega lõikamis-, vormimis-, liitmis- ja viimistlusmeetodeid. Iga sammu mõistmine aitab luua kvaliteetseid tooteid. Õige tehnika valik sõltub projekti vajadustest, materjali omadustest ja saadaolevatest seadmetest. Uus tehnoloogia, nagu CNC-masinad, parandab kiirust ja täpsust. Materjali valik, nagu teras või alumiinium, mõjutab kulusid ja jõudlust. Hoolikas planeerimine tagab, et lehtmetalli tootmine vastab disainieesmärkidele ja tööstusstandarditele.
KKK
Mis on lehtmetalli valmistamisel kõige levinum lõiketööriist?
Käärid on kõige levinum lõiketööriist. Töötajad kasutavad neid õhukeste lehtede sirgete lõikamiseks. Käärid tagavad puhtad servad ja kiire tulemuse. Paksemate või keerukamate kujundite puhul kasutavad tehnikud sageli saagi või CNC-pinke.
Kuidas tagavad tehnikud valmistamise ajal ohutuse?
Tehnikud kannavad kindaid, kaitseprille ja kuulmiskaitset. Nad järgivad rangeid poereegleid ja kasutavad masinakaitseid. Regulaarne treening ja varustuse kontroll aitavad vigastusi vältida. Poed kasutavad ka hädaseiskamis- ja sulgemis-/märgistamisprotseduure.
Millised metallid sobivad lehtmetalli valmistamiseks kõige paremini?
Teras, alumiinium, vask ja messing on kõige populaarsemad valikud. Teras pakub jõudu. Alumiinium on korrosioonikindel ja kaalub vähem. Vask tagab hea juhtivuse. Messing ühendab tugevuse dekoratiivse viimistlusega.
Miks kasutavad tootjad CNC-pinke?
CNC-masinad lõikavad, painutavad ja vormivad metalli suure täpsusega. Nad järgivad programmeeritud juhiseid. CNC-masinad vähendavad vigu ja kiirendavad tootmist. Tehnikud kasutavad neid keerukate kujundite ja kitsaste tolerantside jaoks.
Milline viimistlusviis kaitseb metalli rooste eest?
Pulbervärvimine kaitseb metalli rooste ja kulumise eest. See loob sitke värvilise kihi. Tehnikud kasutavad kaitse ja välimuse tagamiseks ka värvimist, anodeerimist ja galvaniseerimist.
Kuidas töötajad lehtmetallist osade täpsust mõõdavad?
Töötajad kasutavad nihikuid, mikromeetreid ja terasest joonlaudu. Nad kontrollivad paksust, pikkust ja nurki. Keeruliste osade puhul aitavad digitaalsed mõõdikud ja koordinaatmõõtemasinad. Mõõtmiste topeltkontroll väldib vigu.
Kas käsitööriistad võivad tootmises olevaid masinaid asendada?
Käsitööriistad sobivad hästi väikeste tööde, remondi ja detailide tööks. Masinad saavad hakkama suurte mahtude ja keerukate kujunditega. Enamik poode kasutab parima tulemuse saavutamiseks mõlemat.
Mis on peamine erinevus keevitamise ja neetimise vahel?
Keevitamisel sulatatakse metallitükid kokku püsiva sideme saamiseks. Neetimine ühendab lehed metalltihvtidega. Keevitamine loob tugevamad liigendid. Neetimine sobib hästi ruloode kokkupanekuks ja kiireks tootmiseks.










