शीट मेटल का निर्माण तीन मुख्य तकनीक श्रेणियों पर निर्भर करता है: काटना, बनाना और जोड़ना। सहायक चरणों में परिष्करण और सटीक माप शामिल हैं। सबसे आम तरीके और उपकरण नीचे दी गई तालिका में दिखाई देते हैं:
तकनीक |
विवरण |
सामान्य उपकरण/तरीके |
काटना |
सामग्री को हटाकर धातु को आकार देना |
हाथ काटने की कैंची, प्लाज़्मा कटर, एंगल ग्राइंडर |
बनाने |
धातु को आकार में मोड़ना या खींचना |
प्रेस ब्रेक, हथौड़ा, अंग्रेजी पहिया |
में शामिल होने से |
धातु के टुकड़ों को आपस में जोड़ना |
वेल्डिंग उपकरण, कीलक बंदूकें |
ये बुनियादी शीट धातु निर्माण तकनीकें शीट धातु निर्माण प्रक्रिया का मूल बनाती हैं। कस्टम शीट मेटल फैब्रिकेशन परियोजनाएं अक्सर शीट मेटल फैब्रिकेशन में 5 मुख्य चरणों का पालन करती हैं: एक व्यापक गाइड।
शीट मेटल फैब्रिकेशन में 5 मुख्य चरण
शीट मेटल निर्माण में 5 प्रमुख चरण: एक व्यापक मार्गदर्शिका, जिसमें काटना, बनाना, जोड़ना, परिष्करण और माप और सुरक्षा शामिल है। प्रत्येक चरण में कच्चे माल को तैयार उत्पादों में बदलने के लिए विशिष्ट धातु निर्माण तकनीकों और उपकरणों का उपयोग किया जाता है। निम्नलिखित अनुभाग इन चरणों को तोड़ते हैं और सबसे महत्वपूर्ण तरीकों पर प्रकाश डालते हैं।
काटना
काटना पहला कदम है शीट मेटल निर्माण प्रक्रिया के चरण । यह बुनियादी शीट धातु निर्माण तकनीकों की एक श्रृंखला का उपयोग करके, सामग्री को हटाकर धातु को आकार देता है। सबसे आम काटने के तरीकों में कतरनी, लेजर कटिंग, प्लाज्मा कटिंग, वॉटरजेट कटिंग और सॉइंग शामिल हैं। प्रत्येक विधि विभिन्न अनुप्रयोगों के लिए अद्वितीय लाभ प्रदान करती है।
कर्तन
शीट धातु के माध्यम से सीधी रेखाओं को काटने के लिए कतरनी दो बड़े ब्लेड का उपयोग करती है। यह तकनीक तेज़ और कुशल है, जो इसे निर्माण और बुनियादी ढांचा परियोजनाओं के लिए आदर्श बनाती है। कतरनी मशीनें उच्च मात्रा को संभालती हैं और साफ, सीधे कट उत्पन्न करती हैं। ऑपरेटर अक्सर त्वरित कार्यों के लिए कतरनी का उपयोग करते हैं जिनके लिए जटिल आकृतियों की आवश्यकता नहीं होती है।
लेजर कटिंग
लेज़र कटिंग धातु को काटने के लिए एक केंद्रित लेज़र बीम का उपयोग करती है। यह विधि विशेष रूप से पतली सामग्री के लिए उच्च परिशुद्धता और गति प्रदान करती है। उच्च मात्रा में उत्पादन और स्वचालित प्रणालियों के लिए लेजर कटिंग अच्छा काम करती है। यह लगभग 5/8 इंच मोटी तक की सामग्री तक सीमित है। कई निर्माता इसकी सटीकता और साफ किनारों के लिए लेजर कटिंग का चयन करते हैं।
प्लाज्मा काटना
प्लाज्मा काटने में धातु को काटने के लिए घूमती हुई गैसों और एक विद्युत चाप का उपयोग किया जाता है। यह तकनीक मोटी धातुओं के लिए प्रभावी है और तेजी से काटने की गति प्रदान करती है। प्लाज्मा कटर स्टील और एल्यूमीनियम सहित विभिन्न प्रकार की धातुओं को संभालते हैं। ऑपरेटर प्लाज़्मा कटिंग का चयन तब करते हैं जब उन्हें मोटी शीट को जल्दी से संसाधित करने की आवश्यकता होती है।
वॉटरजेट काटना
वॉटरजेट काटने की प्रक्रिया में धातु को काटने के लिए अपघर्षक पदार्थों के साथ मिश्रित पानी की उच्च दबाव वाली धारा का उपयोग किया जाता है। वॉटरजेट कटिंग धातु को सपाट रखती है और गर्मी से प्रभावित क्षेत्रों से बचती है, जिससे यह गर्मी के प्रति संवेदनशील सामग्रियों के लिए आदर्श बन जाती है। वॉटरजेट कटिंग स्टील, सिरेमिक और पत्थर सहित मोटी सामग्री को संभाल सकती है। कई दुकानें उन परियोजनाओं के लिए वॉटरजेट कटिंग का उपयोग करती हैं जिनमें थर्मल विरूपण के बिना सटीकता की आवश्यकता होती है।
काटना
धातु काटना सबसे पुरानी विधियों में से एक है। यह सीधे कट बनाता है और सरल अनुप्रयोगों के लिए उपयुक्त है। बैंड आरी और चॉप आरी इस तकनीक के सामान्य उपकरण हैं। धातु निर्माण प्रक्रिया में बुनियादी कटौती के लिए काटने का कार्य एक विश्वसनीय विकल्प बना हुआ है।
युक्ति: काटने के दौरान परिशुद्धता महत्वपूर्ण है। तकनीशियन कटौती की योजना बनाने और उसे क्रियान्वित करने, त्रुटियों को कम करने और सुरक्षा में सुधार करने के लिए उन्नत सीएडी सॉफ्टवेयर और सीएनसी मशीनों का उपयोग करते हैं।
बनाने
धातु को वांछित ज्यामिति में आकार देना। इस चरण में धातु निर्माण तकनीकों की एक श्रृंखला शामिल है जैसे झुकना, मुद्रांकन, खींचना, रोलिंग, गहरी ड्राइंग, नॉचिंग, सिकुड़न और बीडिंग। जटिल भागों और संरचनाओं को बनाने के लिए शीट धातु का निर्माण आवश्यक है।
झुकने
झुकना शीट धातु निर्माण का एक मुख्य हिस्सा है। कोण और वक्र बनाने के लिए ऑपरेटर प्रेस ब्रेक और अन्य झुकने वाली तकनीकों का उपयोग करते हैं। झुकने से सीधी धुरी पर बल लगता है, बिना काटे या छिद्रित किए आकार बदल जाता है। ब्रैकेट, बाड़े और ऑटोमोटिव पार्ट्स बनाने में यह विधि आम है। शीट धातु को मोड़ने में त्रुटियों और बर्बादी से बचने के लिए सावधानीपूर्वक योजना बनाने की आवश्यकता होती है।
मुद्रांकन
स्टैम्पिंग में शीट धातु को विशिष्ट आकार में बनाने के लिए हाई-स्पीड प्रेस और डाई का उपयोग किया जाता है। यह तकनीक बड़े पैमाने पर उत्पादन और कड़ी सहनशीलता के लिए आदर्श है। स्टैम्पिंग से कार के दरवाजे, मशीन के हिस्से और स्टील प्लेट जैसी वस्तुओं का उत्पादन होता है। यह शीट मेटल फैब्रिकेशन के 5 प्रमुख चरणों में एक महत्वपूर्ण विधि है: एक व्यापक मार्गदर्शिका।
स्ट्रेचिंग
स्ट्रेचिंग से धातु अपनी सतह का क्षेत्रफल बढ़ाने के लिए खिंचती है। यह निर्माण तकनीक चिकनी, घुमावदार सतह बनाने के लिए उपयोगी है। ऑपरेटर ऑटोमोटिव पैनल और एयरक्राफ्ट स्किन जैसे हिस्सों के लिए स्ट्रेचिंग का उपयोग करते हैं। फटने या पतला होने से बचाने के लिए स्ट्रेचिंग के लिए सटीक नियंत्रण की आवश्यकता होती है।
रोलिंग
रोलिंग जटिल क्रॉस-अनुभागीय आकार बनाने के लिए शीट धातु को रोलर्स के माध्यम से पास करती है। यह विधि सटीक और कुशल है, जिससे छत पैनल, बीम और भंडारण अलमारियों जैसी वस्तुओं का उत्पादन होता है। रोलिंग शीट धातु निर्माण का एक महत्वपूर्ण हिस्सा है, खासकर बड़े संरचनात्मक घटकों के लिए।
गहरा आरेख
गहरी ड्राइंग शीट धातु को पासे में खींचकर खोखली आकृतियाँ बनाती है। यह तकनीक डिब्बे, सिंक और हेलमेट जैसी वस्तुएं बनाती है। जिन उद्योगों को मजबूत, निर्बाध भागों की आवश्यकता होती है, उनमें डीप ड्राइंग आम बात है।
निशाना साधना
नॉचिंग शीट धातु के किनारों से छोटे खंडों को हटा देती है। यह निर्माण विधि धातु को आगे झुकने या जुड़ने के लिए तैयार करती है। असेंबलियों में टुकड़ों को एक साथ फिट करने के लिए नॉचिंग महत्वपूर्ण है।
सिकुड़
सिकुड़न से शीट धातु में विशिष्ट क्षेत्रों का आकार कम हो जाता है। यह तकनीक वक्र और आकृति बनाने में मदद करती है। ऑपरेटर कस्टम परियोजनाओं में फिट और फिनिश को समायोजित करने के लिए सिकुड़न का उपयोग करते हैं।
बीडिंग
बीडिंग शीट मेटल में उभरी हुई या इंडेंटेड लाइनें जोड़ती है। यह निर्माण प्रक्रिया धातु को मजबूत बनाती है और दिखावट में सुधार लाती है। सजावटी ट्रिम्स और सुदृढीकरण सुविधाओं में बीडिंग आम है।
नोट: निर्माण में सामग्री के विस्तार और विरूपण को प्रबंधित करना एक चुनौती है। तकनीशियन पैटर्न की गणना करने और झुकने के क्रम को अनुकूलित करने, अपशिष्ट और त्रुटियों को कम करने के लिए सॉलिडवर्क्स जैसे सॉफ़्टवेयर का उपयोग करते हैं।
में शामिल होने से
जुड़ना धातु के अलग-अलग टुकड़ों को जोड़कर एक पूर्ण संयोजन बनाता है। शीट मेटल फैब्रिकेशन में मुख्य जुड़ने की तकनीकों में वेल्डिंग, रिवेटिंग और चिपकने वाली बॉन्डिंग शामिल हैं। प्रत्येक विधि अलग-अलग ताकत प्रदान करती है और परियोजना की आवश्यकताओं के आधार पर चुनी जाती है।
वेल्डिंग
वेल्डिंग एक स्थायी जुड़ने की विधि है जो धातु के टुकड़ों को एक साथ जोड़ती है। यह उच्च भार क्षमता और रिसाव-रोधी जोड़ प्रदान करता है। वेल्डिंग जटिल आकृतियों के लिए उपयुक्त है और धातु निर्माण प्रक्रिया में इसका व्यापक रूप से उपयोग किया जाता है। ऑपरेटरों को विशेष रूप से पतली सामग्री में विकृति को रोकने के लिए गर्मी को नियंत्रित करना चाहिए। मेटल वेल्डिंग में एमआईजी, टीआईजी और लेजर वेल्डिंग जैसी तकनीकें शामिल हैं।
दिलचस्प
रिवेटिंग शीटों को एक साथ जोड़ने के लिए धातु फास्टनरों का उपयोग करती है। यह तकनीक मजबूत, स्थायी जोड़ बनाती है और ब्लाइंड असेंबली की अनुमति देती है। रिवेटिंग लागत प्रभावी और विश्वसनीय है, जो इसे कई उद्योगों में एक लोकप्रिय विकल्प बनाती है।
चिपकने वाला संबंध
चिपकने वाला बंधन विशेष गोंद का उपयोग करके धातु के टुकड़ों को जोड़ता है। यह विधि सरल है और विभिन्न सामग्रियों को जोड़ सकती है। चिपकने वाला बंधन धातु के भौतिक गुणों को प्रभावित नहीं करता है। हालाँकि, यह वेल्डिंग या रिवेटिंग की तुलना में कमजोर जोड़ पैदा करता है।
ज्वाइनिंग के दौरान गुणवत्ता नियंत्रण जरूरी है। ऑपरेटर मजबूत, दोष-मुक्त जोड़ों को सुनिश्चित करने के लिए क्लैंपिंग, फिक्स्चर और स्वचालित निरीक्षण प्रणालियों का उपयोग करते हैं।
परिष्करण
फिनिशिंग शीट धातु के हिस्सों को उनका अंतिम रूप देती है और उन्हें क्षति से बचाती है। यह कदम स्थायित्व, उपस्थिति और प्रदर्शन में सुधार करता है। तकनीशियन तेज किनारों को हटाने, चिकनी सतहों और सुरक्षात्मक कोटिंग्स लगाने के लिए कई तरीकों का उपयोग करते हैं।
deburring
डिबररिंग काटने या छिद्रण के बाद बचे हुए तेज किनारों और गड़गड़ाहट को हटा देता है। श्रमिक हैंड फाइल, डिबरिंग व्हील या विशेष मशीनों का उपयोग करते हैं। यह प्रक्रिया चोटों को रोकती है और भागों को एक साथ आसानी से फिट होने में मदद करती है। डिबुरिंग सतह को आगे के परिष्करण चरणों के लिए भी तैयार करता है।
पिसाई
पीसने से खुरदुरी सतह चिकनी हो जाती है और अतिरिक्त सामग्री निकल जाती है। ऑपरेटर एंगल ग्राइंडर, बेल्ट सैंडर्स या बेंच ग्राइंडर का उपयोग करते हैं। पीसने से एक समान सतह बनती है और छोटी-मोटी खामियाँ ठीक हो जाती हैं। धातु को नुकसान पहुंचाने से बचने के लिए सही ग्रिट और तकनीक का उपयोग करना महत्वपूर्ण है।
चमकाने
पॉलिश करने से शीट धातु को चमकदार, परावर्तक फिनिश मिलती है। श्रमिक पॉलिशिंग व्हील, बफ़िंग पैड और विशेष यौगिकों का उपयोग करते हैं। पॉलिश करने से दिखावट में सुधार होता है और घर्षण भी कम हो सकता है। कई सजावटी हिस्सों, जैसे पैनल और ट्रिम्स, को इस चरण की आवश्यकता होती है।
कलई करना
कोटिंग धातु को संक्षारण और घिसाव से बचाती है। कई कोटिंग विधियाँ मौजूद हैं, प्रत्येक का अपना उद्देश्य है। नीचे दी गई तालिका सामान्य परिष्करण विधियों और उनके मुख्य उपयोगों का सारांश प्रस्तुत करती है:
समापन विधि |
मुख्य उद्देश्य |
एनोडाइजिंग |
संक्षारण प्रतिरोध में सुधार और क्षति से बचाने के लिए एक सुरक्षात्मक ऑक्साइड कोटिंग बनाता है। |
रासायनिक मिलिंग |
शीट धातु के हिस्सों पर सजावटी पैटर्न, लोगो या चिह्न उकेरना। |
विद्युत |
संक्षारण प्रतिरोध बढ़ाने और उपस्थिति में सुधार करने के लिए धातु की सतहों को अन्य धातु से कोट करना। |
मनका ब्लास्टिंग |
कांच के मोतियों से विस्फोट करके मैट फ़िनिश बनाता है या सतह की खामियों को दूर करता है। |
पाउडर कोटिंग |
संक्षारण और घिसाव से सुरक्षा के लिए सूखी पाउडर फिल्म लगाती है, आकर्षक रंग भी प्रदान करती है। |
तरल पेंट |
सतहों को पेंट से ढककर एक चिकना, पॉलिश लुक प्रदान करता है। |
ज्वाला छिड़काव |
चिकनी, तैयार सतह बनाने के लिए गर्म घटकों पर पिघली हुई धातु का छिड़काव करना। |
सिल्क स्क्रीनिंग |
सतह पर रंगीन, सजावटी पैटर्न या टेक्स्ट बनाने के लिए सिलिकॉन स्याही लगाना। |
सतही परिष्करण से शीट धातु भागों की गुणवत्ता और जीवनकाल दोनों में सुधार होता है। विधि का चुनाव वांछित स्वरूप, स्थायित्व और लागत पर निर्भर करता है।
युक्ति: सावधानीपूर्वक संचालन और नियमित उपकरण रखरखाव परिष्करण के दौरान सतह खरोंच और संरेखण समस्याओं को रोकने में मदद करता है। सुरक्षात्मक फिल्मों और 3डी मॉडलिंग सॉफ़्टवेयर का उपयोग करने से भी आम समस्याओं को कम किया जा सकता है।
मापन एवं सुरक्षा
सटीक माप और मजबूत सुरक्षा प्रथाएं शीट मेटल निर्माण में उच्च गुणवत्ता वाले परिणाम सुनिश्चित करती हैं। ये कदम त्रुटियों को रोकने, बर्बादी को कम करने और श्रमिकों की सुरक्षा में मदद करते हैं।
मापने के उपकरण
आयाम और सहनशीलता की जांच करने के लिए तकनीशियन विभिन्न प्रकार के उपकरणों का उपयोग करते हैं। सामान्य माप उपकरणों में शामिल हैं:
सटीक मोटाई और लंबाई की जांच के लिए कैलिपर्स और माइक्रोमीटर
सामान्य माप के लिए टेप उपाय और शासक
सख्त सहनशीलता वाले जटिल भागों के लिए समन्वय मापने वाली मशीनें (सीएमएम)।
तेज़, सटीक रीडिंग के लिए डिजिटल गेज और लेजर माप उपकरण
उचित फिट और कार्य के लिए आयामी सटीकता महत्वपूर्ण है। श्रमिक अक्सर काटने या बनाने से पहले माप की दोबारा जांच करते हैं। सीएडी सॉफ्टवेयर, जैसे सॉलिडवर्क्स या ऑटोडेस्क फ्यूजन 360, पूरी प्रक्रिया के दौरान सटीक सहनशीलता निर्धारित करने और बनाए रखने में मदद करता है। माप उपकरणों का नियमित अंशांकन विश्वसनीय परिणाम सुनिश्चित करता है।
ध्यान दें: प्रत्येक चरण में निरीक्षण प्रोटोकॉल - काटना, बनाना और वेल्डिंग - दोषों को जल्दी पकड़ते हैं और स्क्रैप दरों को कम करते हैं। प्रथम-टुकड़ा निरीक्षण और निरंतर निगरानी उपकरण खराब होने पर भी सटीकता बनाए रखने में मदद करती है।
सुरक्षा उपकरण
प्रत्येक निर्माण दुकान में सुरक्षा सर्वोच्च प्राथमिकता बनी हुई है। कर्मचारी चोटों से बचने के लिए व्यक्तिगत सुरक्षा उपकरण (पीपीई) का उपयोग करते हैं। आवश्यक सुरक्षा गियर में शामिल हैं:
हाथों को तेज़ किनारों और गर्म सतहों से बचाने के लिए दस्ताने
आंखों की चोटों को रोकने के लिए सुरक्षा चश्मा या फेस शील्ड
शोरगुल वाले वातावरण में श्रवण सुरक्षा
धूल या धुएं के साथ काम करते समय श्वासयंत्र या मास्क
वेल्डिंग कार्यों के लिए हेलमेट और सुरक्षात्मक कपड़े
दुकानें सख्त सुरक्षा प्रोटोकॉल लागू करती हैं और नियमित प्रशिक्षण प्रदान करती हैं। मशीन की सुरक्षा, आपातकालीन स्टॉप और लॉकआउट/टैगआउट प्रक्रियाएं चलती उपकरणों के साथ दुर्घटनाओं को रोकती हैं। अच्छी गृह व्यवस्था, उचित उठाने की तकनीक और पर्याप्त वेंटिलेशन जोखिम को कम करते हैं।
नियमित उपकरण रखरखाव, कुशल कर्मचारी और ISO 9001 और AWS D1.1 जैसे उद्योग मानकों का पालन सुरक्षा और गुणवत्ता दोनों सुनिश्चित करता है। ये प्रथाएँ बर्बादी को कम करती हैं, चोटों को रोकती हैं और विश्वसनीय, उच्च गुणवत्ता वाले उत्पाद वितरित करने में मदद करती हैं।
शीट धातु निर्माण तकनीक
काटने के तरीके
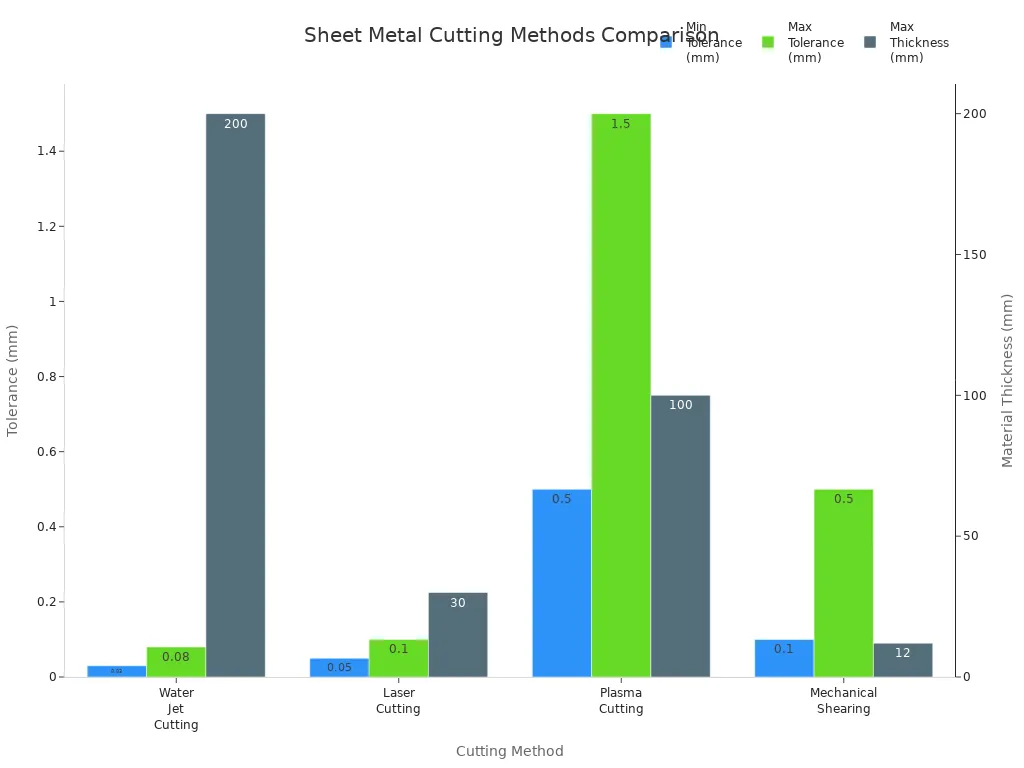
अधिकांश शीट धातु निर्माण प्रक्रियाओं में काटना पहला प्रमुख कदम है। तकनीशियन धातु की शीटों को अलग करने, आकार देने या आकार देने के लिए विभिन्न प्रकार की शीट धातु काटने की तकनीकों का उपयोग करते हैं। प्रत्येक विधि अद्वितीय सहनशीलता प्रदान करती है और कुछ सामग्री मोटाई के साथ सबसे अच्छा काम करती है। नीचे दी गई तालिका सबसे आम काटने के तरीकों की तुलना करती है:
काटने की विधि |
विशिष्ट सहनशीलता (मिमी) |
सामग्री की मोटाई सीमा (मिमी) |
मुख्य विशेषताएँ और नोट्स |
जल जेट काटना |
±0.03 से ±0.08 |
200 तक |
सबसे सटीक तरीका; कोल्ड कटिंग थर्मल विरूपण को समाप्त करता है; मोटाई में लगातार सटीकता। |
लेजर कटिंग |
±0.05 से ±0.1 |
25-30 तक |
तेजी से प्रसंस्करण; पतली से मध्यम सामग्री पर उत्कृष्ट सटीकता; थर्मल विरूपण मोटे वर्गों को प्रभावित कर सकता है। |
प्लाज्मा काटना |
±0.5 से ±1.5 |
100+ |
मोटी सामग्री के लिए उपयुक्त; शिथिल सहनशीलता; संरचनात्मक अनुप्रयोगों के लिए उच्च गति काटने। |
यांत्रिक कतरनी |
±0.1 से ±0.5 |
12 तक |
सीधे कट के लिए लागत प्रभावी; मध्यम परिशुद्धता; सीमित मोटाई क्षमता. |
वॉटर जेट कटिंग उच्चतम सटीकता प्रदान करती है और मोटी सामग्री के लिए अच्छी तरह से काम करती है। लेजर कटिंग पतली से मध्यम शीट के लिए गति और सटीकता प्रदान करती है। प्लाज्मा कटिंग मोटी धातुओं को तेजी से संभालती है, हालांकि कम सटीकता के साथ। पतली शीटों पर सीधे कट लगाने के लिए यांत्रिक कतरन लागत प्रभावी रहती है। ये काटने की तकनीकें कई धातु निर्माण तकनीकों की नींव बनाती हैं।
युक्ति: सही काटने की विधि का चयन आवश्यक सहनशीलता, सामग्री की मोटाई और परियोजना बजट पर निर्भर करता है।
गठन के तरीके
फॉर्मिंग सपाट धातु की चादरों को त्रि-आयामी आकृतियों में बदल देती है। शीट मेटल बनाने की तकनीकों में प्रक्रियाओं की एक विस्तृत श्रृंखला शामिल है, जिनमें से प्रत्येक विशिष्ट आकार और सामग्री के लिए उपयुक्त है। नीचे दी गई तालिका सबसे आम निर्माण विधियों और प्रत्येक के लिए सबसे उपयुक्त सामग्रियों की रूपरेखा बताती है:
बनाने की विधि |
विवरण |
उपयुक्त सामग्री |
ब्रेक लगाना दबाएँ |
शीट धातु को मोड़ने के लिए वी-आकार की डाई का उपयोग करता है, जिससे सटीक तह और बॉक्स जैसी संरचनाएं बनती हैं। |
स्टील, एल्युमीनियम, पीतल |
स्लिप रोलिंग |
कोल्ड रोलिंग के माध्यम से शंकु और सिलेंडर बनाने के लिए शीट धातु को रोलर्स के बीच से गुजारना। |
स्टील, एल्युमीनियम, तांबा |
मुद्रांकन |
छेद, फ्लैंज, उभरे हुए हिस्सों को आकार देने के लिए डाई और पंच का उपयोग करके उच्च मात्रा वाली ठंड का निर्माण। |
स्टील, एल्युमीनियम, पीतल |
फ़्लैंगिंग (फ्लैंगिंग) |
होठों या सुदृढीकरण के लिए फ्लेयर्ड या फ़्लैंज्ड किनारों का निर्माण करता है। |
स्टील, एल्युमीनियम |
एम्बॉसिंग |
शीट धातु की सतहों पर उभरे हुए या धँसे हुए डिज़ाइन बनाता है। |
स्टील, एल्युमीनियम, तांबा |
लौवरिंग |
वेंटिलेशन या सौंदर्यशास्त्र के लिए कोणीय स्लिट या वेंट बनाता है। |
स्टील, एल्युमीनियम |
गढ़ने |
विस्तृत प्रभाव बनाने के लिए अत्यधिक दबाव का उपयोग करता है। |
स्टील, पीतल |
कताई |
खोखले, अक्षीय रूप से सममित भागों का निर्माण करने के लिए घूमने वाले खराद पर धातु को आकार देना। |
एल्यूमिनियम, स्टील |
रोल बनाना |
लंबे मोड़ या मोड़ बनाने के लिए शीट धातु को रोलर्स के माध्यम से धीरे-धीरे मोड़ना। |
स्टील, एल्युमीनियम |
झुकना सबसे व्यापक रूप से उपयोग की जाने वाली निर्माण प्रक्रिया के रूप में सामने आता है। ऑपरेटर वी, यू और चैनल आकार बनाने के लिए प्रेस ब्रेक का उपयोग करते हैं। ड्राइंग ऑटोमोटिव पैनल जैसे गहरे, जटिल हिस्सों के लिए धातु को डाई में खींचती है। तीखेपन को दूर करने और सुरक्षा में सुधार के लिए कर्लिंग से किनारों को घुमाया जाता है। स्टैम्पिंग में डीप ड्रॉ, फोरस्लाइड, हाइड्रोफॉर्मिंग, ब्लैंकिंग, कॉइनिंग और एम्बॉसिंग शामिल हैं। प्रत्येक निर्माण तकनीक धातु को उसके अंतिम उपयोग के लिए आकार देती है।
स्टील, एल्यूमीनियम, तांबा और पीतल शीट धातु बनाने के लिए सबसे आम सामग्री हैं। स्टील मजबूती और स्थायित्व प्रदान करता है। एल्युमीनियम हल्का होता है और संक्षारण प्रतिरोधी होता है। तांबा उत्कृष्ट चालकता और लचीलापन प्रदान करता है। पीतल सजावटी फिनिश के साथ ताकत जोड़ता है।
नोट: सही निर्माण विधि और सामग्री का चयन यह सुनिश्चित करता है कि तैयार हिस्सा ताकत, उपस्थिति और लागत आवश्यकताओं को पूरा करता है।
जुड़ने के तरीके
जुड़ने की विधियाँ अलग-अलग धातु के टुकड़ों को एक ही असेंबली में जोड़ती हैं। जुड़ने के लिए सबसे आम निर्माण तकनीकों में वेल्डिंग, मैकेनिकल फास्टनिंग, फोल्डिंग जोड़, क्लिंचिंग और चिपकने वाला बंधन शामिल हैं। नीचे दी गई तालिका इन जुड़ने की तकनीकों का सारांश प्रस्तुत करती है:
जुड़ने की विधि |
ताकत |
विशिष्ट उपयोग के मामले |
सीमाएँ |
वेल्डिंग |
उच्च |
ऑटोमोटिव, औद्योगिक मशीनरी, एयरोस्पेस में स्थायी, उच्च शक्ति वाले जोड़ |
कुशल श्रम की आवश्यकता है, गर्मी पतली धातुओं को विकृत कर सकती है |
यांत्रिक बन्धन |
मध्यम |
वियोज्य जोड़, असेंबली लाइन, एचवीएसी, उपकरण निर्माण |
वजन बढ़ाता है, सौंदर्यशास्त्र को प्रभावित कर सकता है, वेल्डिंग से कमजोर |
फ़ोल्ड करने योग्य जोड़ |
निम्न से मध्यम |
हल्के, दृष्टि से साफ कनेक्शन, एचवीएसी डक्टवर्क, बाड़े, गैर-लोड-असर ऑटोमोटिव पैनल |
पतली धातुओं तक सीमित, वेल्डिंग से कम मजबूत, सटीक मोड़ की आवश्यकता होती है |
जकड़ना |
मध्यम |
उच्च मात्रा में विनिर्माण, एचवीएसी, हल्की असेंबली |
सीमित ताकत, उच्च-तनाव वाले अनुप्रयोगों के लिए नहीं |
चिपकने वाला संबंध |
निम्न से मध्यम |
असमान धातुओं को जोड़ना, चिकनी फिनिश, हल्की संरचनाएं |
कम ताकत, पर्यावरण के प्रति संवेदनशील, लंबे समय तक ठीक होने वाला |
वेल्डिंग मजबूत, स्थायी जोड़ बनाती है और ऑटोमोटिव और औद्योगिक अनुप्रयोगों में आवश्यक है। यांत्रिक बन्धन में वियोज्य कनेक्शन के लिए स्क्रू, बोल्ट या रिवेट्स का उपयोग किया जाता है। हल्के असेंबलियों और एचवीएसी डक्टवर्क के लिए फोल्डिंग जोड़ और क्लिंचिंग अच्छी तरह से काम करते हैं। चिपकने वाला बंधन असमान धातुओं को जोड़ता है और चिकनी फिनिश प्रदान करता है, हालांकि यह वेल्डिंग की तुलना में कम ताकत प्रदान करता है।
धातु निर्माण प्रक्रिया में ताकत, उपस्थिति और उत्पादन गति को संतुलित करने के लिए तकनीशियन अक्सर जुड़ने की तकनीकों को जोड़ते हैं।
समापन के तरीके
फिनिशिंग विधियाँ शीट धातु के हिस्सों को उनका अंतिम रूप देती हैं और उन्हें क्षति से बचाती हैं। ये तकनीकें स्थायित्व, सुरक्षा और दृश्य अपील में सुधार करती हैं। श्रमिक भाग के कार्य, पर्यावरण और वांछित स्वरूप के आधार पर परिष्करण विधियों का चयन करते हैं।
शीट मेटल फैब्रिकेशन में सामान्य फिनिशिंग विधियाँ:
डिबरिंग
डिबरिंग काटने या छिद्रण के बाद बचे हुए तेज किनारों और छोटे धातु के टुकड़ों को हटा देता है। इस प्रक्रिया के लिए श्रमिक हैंड फाइल, डिबरिंग व्हील या मशीनों का उपयोग करते हैं। डिबुरिंग भागों को संभालना सुरक्षित बनाता है और सतहों को आगे की फिनिशिंग के लिए तैयार करता है।
पीसने
से खुरदुरी सतह चिकनी हो जाती है और अतिरिक्त सामग्री निकल जाती है। ऑपरेटर एंगल ग्राइंडर, बेल्ट सैंडर्स या बेंच ग्राइंडर का उपयोग करते हैं। पीसने से एक समान सतह बनती है और छोटी-छोटी खामियाँ ठीक हो जाती हैं। यह कदम उन हिस्सों के लिए महत्वपूर्ण है जिन्हें साफ़, समान फिनिश की आवश्यकता है।
पॉलिशिंग
पॉलिशिंग शीट धातु को एक चमकदार, परावर्तक सतह देती है। श्रमिक पॉलिशिंग व्हील, बफ़िंग पैड और विशेष यौगिकों का उपयोग करते हैं। पॉलिश करने से भागों की दिखावट में सुधार होता है और घर्षण भी कम हो सकता है। कई सजावटी या दृश्य भागों को इस चरण की आवश्यकता होती है।
कोटिंग
कोटिंग धातु को जंग, नमी और घिसाव से बचाती है। कई कोटिंग विधियाँ मौजूद हैं। प्रत्येक अलग-अलग लाभ प्रदान करता है:
कोटिंग विधि |
मुख्य लाभ |
विशिष्ट उपयोग |
पाउडर कोटिंग |
टिकाऊ, रंगीन फ़िनिश |
उपकरण, ऑटोमोटिव पार्ट्स |
एनोडाइजिंग |
संक्षारण प्रतिरोध, कठोर सतह |
अल्युमीनियम भाग |
विद्युत |
चमकदार, सुरक्षात्मक धातु परत |
सजावटी वस्तुएँ, हार्डवेयर |
चित्रकारी |
चिकनी, रंगीन उपस्थिति |
पैनल, बाड़े |
पाउडर कोटिंग में एक सख्त, रंगीन परत बनाने के लिए सूखे पाउडर और गर्मी का उपयोग किया जाता है। एनोडाइजिंग एक सुरक्षात्मक ऑक्साइड परत बनाती है, ज्यादातर एल्यूमीनियम पर। इलेक्ट्रोप्लेटिंग धातु को किसी अन्य धातु, जैसे क्रोम या निकल, से ढक देती है। पेंटिंग रंग जोड़ती है और सतह की सुरक्षा करती है।
बीड ब्लास्टिंग
बीड ब्लास्टिंग सतह को साफ करने और बनावट बनाने के लिए उच्च गति से शूट किए गए छोटे कांच के मोतियों का उपयोग करता है। यह विधि खामियों को दूर करती है और एक मैट फ़िनिश बनाती है। श्रमिक अक्सर पेंटिंग या कोटिंग से पहले बीड ब्लास्टिंग का उपयोग करते हैं।
युक्ति: सही परिष्करण विधि का चयन भाग के उपयोग, धातु के प्रकार और आवश्यक स्थायित्व पर निर्भर करता है। उचित फिनिशिंग शीट धातु उत्पादों का जीवन बढ़ाती है और उनके प्रदर्शन में सुधार करती है।
फिनिशिंग विधियाँ शीट मेटल निर्माण प्रक्रिया में महत्वपूर्ण भूमिका निभाती हैं। वे सुनिश्चित करते हैं कि हिस्से अच्छे दिखें, लंबे समय तक चलें और सुरक्षा मानकों को पूरा करें। कुशल तकनीशियन प्रत्येक प्रोजेक्ट के लिए सर्वोत्तम परिणाम प्राप्त करने के लिए इन विधियों का चयन और उपयोग करते हैं।
आवश्यक उपकरण
काटने के उपकरण
शीट मेटल का निर्माण काटने के उपकरण से शुरू होता है। ये उपकरण बाद के चरणों के लिए धातु की शीटों को आकार देते हैं। प्रत्येक उपकरण एक विशिष्ट उद्देश्य को पूरा करता है।
कैंची
कैंची समतल चादरों पर सीधी रेखा में कट बनाती है। ऑपरेटर उच्च-मात्रा, दोहराव वाले कार्यों के लिए गिलोटिन कटर का उपयोग करते हैं। कतरनी पतली सामग्री के लिए सबसे अच्छा काम करती है और साफ किनारे बनाती है। यह उपकरण धातु को बनाने से पहले तैयार करने के लिए आवश्यक है।
आरी
आरी मोटी या सख्त धातुओं को संभालती है। बैंडसॉ और इलेक्ट्रिक मेटल आरी खड़ी शीटों को सीधी रेखा में काटते हैं। स्क्रॉल आरी जटिल डिजाइनों में मदद करती है। प्रत्यागामी आरी से पाइप और प्रोफाइल कट जाते हैं। प्रत्येक आरी का प्रकार अलग-अलग काटने की आवश्यकता से मेल खाता है।
स्निप्स
स्निप्स हेवी-ड्यूटी कैंची से मिलते जुलते हैं। टिन के टुकड़े पतली चादरों में सीधी रेखाओं और हल्के घुमावों को काटते हैं। एविएशन स्निप्स अधिक विस्तृत वक्रों और वृत्तों की अनुमति देते हैं। श्रमिक छोटे पैमाने या कलात्मक परियोजनाओं के लिए स्निप का उपयोग करते हैं।
सीएनसी मशीनें
सीएनसी मशीनें उच्च परिशुद्धता के साथ काटने को स्वचालित करती हैं। लेजर कटर, प्लाज्मा कटर और वॉटर जेट कटर इस श्रेणी में आते हैं। ये मशीनें जटिल आकार और सख्त सहनशीलता को संभालती हैं। सीएनसी तकनीक काटने की प्रक्रिया में गति और सटीकता में सुधार करती है।
टिप: एंगल ग्राइंडर और मेटल निबलर भी काटने, पीसने और पॉलिश करने में भूमिका निभाते हैं। वे मोटे और बारीक दोनों तरह के काम के लिए बहुमुखी प्रतिभा प्रदान करते हैं।
निर्माण उपकरण
निर्माण उपकरण सपाट धातु को त्रि-आयामी भागों में आकार देते हैं। इस चरण में झुकना, खींचना, मुद्रांकन करना और रोल करना शामिल है। प्रत्येक उपकरण एक अलग निर्माण विधि का समर्थन करता है।
ब्रेक दबाएँ
प्रेस ब्रेक प्रेस ब्रेक झुकने का कार्य करते हैं। ऑपरेटर इन मशीनों का उपयोग सटीक कोण और मोड़ बनाने के लिए करते हैं। प्रेस ब्रेक एक सीधी धुरी पर बल लगाते हैं, जिससे वे ब्रैकेट, बाड़ों और पैनलों को मोड़ने के लिए आदर्श बन जाते हैं। मैकेनिकल और हाइड्रोलिक प्रेस अलग-अलग गति और बल विकल्प प्रदान करते हैं।
रोलिंग मशीनें
रोलिंग मशीनें रोलर्स के बीच शीट मेटल को पास करती हैं। यह प्रक्रिया शंकु, बेलन और घुमावदार आकृतियाँ बनाती है। स्टील, एल्यूमीनियम और तांबे के लिए स्लिप रोलिंग अच्छा काम करती है। रोल बनाने वाली लाइनें बीम और पैनल के लिए लंबे, निरंतर मोड़ को संभालती हैं।
हथौड़े और गुड़िया
हथौड़े और डोलियां मैन्युअल रूप से निर्माण में मदद करती हैं। श्रमिक इनका उपयोग खींचने, सिकुड़ने और वक्रों को आकार देने के लिए करते हैं। ये उपकरण विस्तृत समायोजन और कस्टम कार्य की अनुमति देते हैं। अंग्रेजी पहिये चिकनी, घुमावदार सतह बनाने में भी सहायता करते हैं।
नोट: फॉर्मिंग टूल में स्टैम्पिंग और होल पंचिंग के लिए पंच और डाई सेट शामिल हैं। प्रत्येक निर्माण तकनीक के लिए सटीकता और दक्षता के लिए सही उपकरण की आवश्यकता होती है।
जुड़ने के उपकरण
जोड़ने वाले उपकरण अलग-अलग धातु के टुकड़ों को जोड़ते हैं। जोड़ने के मुख्य तरीकों में वेल्डिंग, रिवेटिंग और चिपकने वाला बंधन शामिल हैं।
वेल्डिंग उपकरण
वेल्डिंग मशीनें, जैसे टीआईजी और एमआईजी वेल्डर, मजबूत, स्थायी बंधन बनाते हैं। ये मशीनें गर्मी और भराव सामग्री पर सटीक नियंत्रण की अनुमति देती हैं। वेल्डिंग धातु असेंबलियों की संरचनात्मक अखंडता को बनाए रखता है। ऑपरेटर ऑटोमोटिव, औद्योगिक और मरम्मत परियोजनाओं में वेल्डिंग का उपयोग करते हैं।
कीलक बंदूकें
रिवेट बंदूकें धातु की चादरों को धातु की पिनों के साथ एक साथ बांधती हैं। रिवेटिंग एक विश्वसनीय और लागत प्रभावी जुड़ने का तरीका प्रदान करता है। यह उपकरण ब्लाइंड असेंबली और उच्च मात्रा में उत्पादन के लिए अच्छा काम करता है।
चिपकने वाले उपकरण
चिपकने वाले उपकरण धातु को जोड़ने के लिए विशेष गोंद लगाते हैं। यह विधि असमान सामग्रियों को जोड़ती है और चिकनी फिनिश बनाती है। चिपकने वाला बंधन सरल है लेकिन वेल्डिंग या रिवेटिंग की तुलना में कमजोर जोड़ बनाता है।
तकनीशियन अक्सर जुड़ने और फिनिशिंग के दौरान फास्टनरों, वायर कटर और मार्किंग टूल का उपयोग करते हैं। ये उपकरण सटीक असेंबली और सुरक्षित कनेक्शन सुनिश्चित करते हैं।
फिनिशिंग उपकरण
फिनिशिंग उपकरण शीट धातु के हिस्सों को उनका अंतिम रूप देते हैं और उन्हें क्षति से बचाते हैं। ये उपकरण चिकनी, सुरक्षित और आकर्षक सतह बनाने में मदद करते हैं। श्रमिक काटने, बनाने और जोड़ने के चरणों के बाद फिनिशिंग टूल का उपयोग करते हैं।
ग्राइंडर
ग्राइंडर शीट धातु से खुरदुरे किनारों, वेल्ड मोतियों और सतह की खामियों को दूर करते हैं। वे एक समान फिनिश बनाने और पेंटिंग या कोटिंग के लिए हिस्से तैयार करने में मदद करते हैं। श्रमिक कई प्रकार की ग्राइंडरों में से चयन करते हैं:
एंगल ग्राइंडर : ये उपकरण घूमने वाली अपघर्षक डिस्क का उपयोग करते हैं। वे वेल्ड को चिकना करने और किनारों की सफाई के लिए अच्छा काम करते हैं।
बेंच ग्राइंडर : इन स्थिर मशीनों में दो पीसने वाले पहिये होते हैं। श्रमिक इनका उपयोग औजारों को तेज करने और छोटे भागों को चिकना करने के लिए करते हैं।
बेल्ट ग्राइंडर : ये मशीनें निरंतर अपघर्षक बेल्ट का उपयोग करती हैं। वे बड़ी, सपाट सतहों पर मदद करते हैं और सामग्री को जल्दी से हटा सकते हैं।
ऑपरेटर कार्य के आकार और धातु के प्रकार के आधार पर सही ग्राइंडर का चयन करते हैं। वांछित फिनिश प्राप्त करने के लिए वे अक्सर विभिन्न ग्रिट आकारों का उपयोग करते हैं। मोटे दाने सामग्री को तेजी से हटाते हैं, जबकि बारीक दाने एक चिकनी सतह बनाते हैं।
टिप: ग्राइंडर का उपयोग करते समय हमेशा सुरक्षा चश्मा और दस्ताने पहनें। चिंगारी और धातु के टुकड़े चोट का कारण बन सकते हैं।
पॉलिशर
पॉलिशर शीट धातु को चमकदार, परावर्तक फिनिश देते हैं। वे बारीक खरोंचें हटाते हैं और हिस्सों को साफ और पेशेवर बनाते हैं। पॉलिशर पॉलिशिंग यौगिकों के साथ नरम पहियों या पैड का उपयोग करते हैं। ये यौगिक सतह को चिकना करने और चमकदार चमक लाने में मदद करते हैं।
सामान्य प्रकार के पॉलिशर्स में शामिल हैं:
रोटरी पॉलिशर्स : ये उपकरण एक नरम पैड को हलकों में घुमाते हैं। वे सपाट और घुमावदार सतहों के लिए अच्छा काम करते हैं।
ऑर्बिटल पॉलिशर्स : ये मशीनें पैड को छोटी कक्षाओं में घुमाती हैं। वे घूमने के निशानों को कम करते हैं और एक समान फिनिश हासिल करने में मदद करते हैं।
श्रमिक अक्सर सजावटी पैनलों, ट्रिम्स और दृश्य भागों को पॉलिश करते हैं। वे कई पॉलिशिंग चरणों का उपयोग कर सकते हैं, जो मोटे मिश्रण से शुरू होकर बारीक मिश्रण के साथ समाप्त होते हैं। उचित पॉलिशिंग से उपस्थिति और संक्षारण प्रतिरोध दोनों में सुधार होता है।
नोट: पॉलिश करने से पहले सतह को साफ करें। गंदगी या कण धातु को खरोंच सकते हैं और फिनिश को खराब कर सकते हैं।
कोटिंग उपकरण
कोटिंग उपकरण शीट धातु को जंग, नमी और घिसाव से बचाता है। यह रंग भी जोड़ता है और दिखावट भी सुधारता है। कई प्रकार के कोटिंग उपकरण मौजूद हैं:
उपकरण प्रकार |
मुख्य उपयोग |
सामान्य कोटिंग्स |
स्प्रे बंदूकें |
पेंट या तरल लेप लगाएं |
पेंट, इनेमल, लाह |
पाउडर कोटिंग बंदूकें |
सूखे पाउडर का लेप लगाएं |
पाउडर कोटिंग |
डिप टैंक |
भागों को तरल में डुबोएं |
चढ़ाना, एनोडाइजिंग |
स्प्रे गन पेंट की एक पतली, समान परत लगाने के लिए संपीड़ित हवा का उपयोग करती हैं। पाउडर कोटिंग बंदूकें धातु पर पाउडर चिपकाने के लिए बिजली का उपयोग करती हैं, जो बाद में बेक हो जाता है। डिप टैंक भागों को तरल स्नान में डुबाकर कोट करते हैं।
ऑपरेटर कोटिंग के प्रकार और भाग के आकार के आधार पर सही उपकरण चुनते हैं। उचित कोटिंग शीट धातु उत्पादों का जीवन बढ़ाती है और उन्हें नया बनाए रखती है।
सही फिनिशिंग टूल का उपयोग यह सुनिश्चित करता है कि प्रत्येक शीट धातु का हिस्सा गुणवत्ता और सुरक्षा मानकों को पूरा करता है। कुशल श्रमिक सर्वोत्तम परिणामों के लिए इन उपकरणों का चयन और उपयोग करना जानते हैं।
हाथ उपकरण बनाम मशीनें
बुनियादी हाथ उपकरण
बुनियादी हाथ उपकरण धातुकर्मियों को निर्माण प्रक्रिया पर सीधा नियंत्रण देते हैं। ये उपकरण व्यावहारिक दृष्टिकोण की अनुमति देते हैं, जो उन्हें छोटी नौकरियों, प्रोटोटाइप और विस्तृत कार्य के लिए आदर्श बनाते हैं। कुशल श्रमिक अक्सर हाथ के औजारों को प्राथमिकता देते हैं जब उन्हें सामग्री को महसूस करने और सटीक समायोजन करने की आवश्यकता होती है। हाथ के उपकरण दुकान की अच्छी आदतें सिखाने में भी मदद करते हैं और टीम के सदस्यों के बीच ज्ञान साझा करने में सहायता करते हैं।
उपकरण का नाम |
विशिष्ट अनुप्रयोग |
तार काटने वाला |
फटे हुए सिरों को काटना और शीट धातु के किनारों से टुकड़ों को काटना। |
गला रहित कतरनी |
धातु पर घुमावदार, अनियमित या सीधे कट बनाना; ब्लेड के चारों ओर धातु की मुक्त आवाजाही की अनुमति देता है। |
कोना चक्की |
धातु को पॉलिश करना, काटना और पीसना; बहुमुखी हैंडहेल्ड बिजली उपकरण। |
एंगल ग्राइंडर डिस्क |
काटने, पीसने और फिनिशिंग के लिए विभिन्न डिस्क (कटऑफ व्हील, ग्राइंडिंग व्हील, फ्लैप डिस्क)। |
क्लेको फास्टनरों |
स्थायी रूप से जुड़ने से पहले धातु की कई शीटों को अस्थायी रूप से एक साथ पकड़ना। |
ड्रिल बिट्स |
शीट धातु के टुकड़ों को जोड़ने के लिए ड्रिलिंग छेद; मानक और मशीन स्क्रू बिट्स शामिल हैं। |
अंकन उपकरण |
धातु पर सटीक माप और अंकन के लिए स्क्रिबर्स, कैलीपर्स और डिवाइडर जैसे उपकरण। |
सुरक्षा उपकरण |
श्रमिकों की सुरक्षा के लिए हेलमेट, चश्मा, दस्ताने और सुरक्षात्मक कपड़े। |
हाथ के उपकरण उन स्थितियों में उत्कृष्ट होते हैं जहां गति सटीकता और शिल्प कौशल से कम महत्वपूर्ण होती है। कर्मचारी मशीन सेटअप समय से बच सकते हैं और त्वरित समायोजन कर सकते हैं। उदाहरण के लिए, एक धातुकर्मी एक कस्टम वक्र को काटने के लिए गले रहित कैंची का उपयोग कर सकता है या एक सटीक पैटर्न बनाने के लिए अंकन उपकरण का उपयोग कर सकता है। हाथ के उपकरण बेहतर प्रतिक्रिया और नियंत्रण की भी अनुमति देते हैं, जो मशीनें हमेशा प्रदान नहीं कर सकती हैं।
विस्तृत, शिल्प-उन्मुख कार्य के लिए हाथ के उपकरण आवश्यक हैं। वे प्रत्येक निर्माण दुकान में रचनात्मकता और कौशल विकास का समर्थन करते हैं।
बिजली उपकरण और मशीनें
बिजली उपकरण और मशीनें धातुकर्मियों के बड़े या जटिल परियोजनाओं को संभालने के तरीके को बदल देती हैं। ये उपकरण गति और उत्पादकता बढ़ाते हैं, जिससे वे उच्च-मात्रा या दोहराए जाने वाले कार्यों के लिए सबसे अच्छा विकल्प बन जाते हैं। हाइड्रोलिक प्रेस ब्रेक, सीएनसी कटर और स्वचालित वेल्डिंग सिस्टम जैसी मशीनें लगातार परिणाम और कड़ी सहनशीलता प्रदान करती हैं।
मशीनें उत्पादन की गति बढ़ाकर और मानवीय त्रुटि को कम करके दक्षता में सुधार करती हैं। स्वचालित प्रणालियाँ दोहराए जाने वाले कार्यों को उच्च परिशुद्धता के साथ संभालती हैं। सीएनसी मशीनें और रोबोटिक वेल्डर जटिल आकार और बड़े बैचों पर बिना थकान के काम कर सकते हैं। सुरक्षात्मक गार्ड और स्वचालित शटऑफ़ जैसी सुरक्षा सुविधाएँ ऑपरेटरों को चोट से बचाने में मदद करती हैं।
पहलू |
शीट मेटल फैब्रिकेशन में मशीनें |
शीट मेटल फैब्रिकेशन में बुनियादी हाथ उपकरण |
उद्देश्य |
बड़ी मात्रा में या सटीक, दोहराने योग्य कार्य के लिए कुशल आकार देना, काटना और बनाना |
छोटे कार्यों, प्रोटोटाइपिंग, या विस्तृत शिल्प-उन्मुख कार्य के लिए उपयोग किया जाता है |
आयतन और गति |
उच्च मात्रा और तेज़ उत्पादन के लिए उपयुक्त |
छोटी मात्रा के लिए या जब गति कम महत्वपूर्ण हो तो अधिक व्यावहारिक |
परिशुद्धता और नियंत्रण |
मशीनें सुसंगत, दोहराने योग्य परिशुद्धता प्रदान करती हैं |
हाथ के उपकरण अधिक स्पर्श नियंत्रण और अनुभव की अनुमति देते हैं |
अनुप्रयोग प्रसंग |
औद्योगिक निर्माण, बड़े पैमाने पर उत्पादन |
शिल्प कौशल, प्रोटोटाइप, छोटी नौकरी की दुकानें |
मशीनें उच्च मात्रा में उत्पादन में उत्कृष्टता प्राप्त करती हैं, लेकिन कस्टम कार्य और बारीक समायोजन के लिए हाथ के उपकरण महत्वपूर्ण रहते हैं। एक संतुलित दुकान सर्वोत्तम परिणाम प्राप्त करने के लिए दोनों का उपयोग करती है।
सुरक्षा और मापन
सुरक्षा सामग्री
शीट धातु निर्माण में तेज धार, भारी मशीनरी और तेज़ वातावरण शामिल होता है। श्रमिकों को खुद को चोटों से बचाने के लिए सही सुरक्षा गियर का उपयोग करना चाहिए। व्यक्तिगत सुरक्षा उपकरण (पीपीई) के सबसे महत्वपूर्ण प्रकारों में शामिल हैं:
दस्ताने : हाथों को कटने, जलने और तेज़ धार से बचाएं।
ANSI Z87.1 प्रमाणित सुरक्षा चश्मा : आंखों को उड़ते हुए मलबे और चिंगारी से बचाएं।
श्रवण सुरक्षा : इयरप्लग या इयरमफ शोरगुल वाली दुकानों में श्रवण हानि के जोखिम को कम करते हैं। आठ घंटे की शिफ्ट में शोर का स्तर 85 डेसिबल से अधिक होने पर OSHA को श्रवण सुरक्षा की आवश्यकता होती है।
श्वसन मास्क : काटने, पीसने या वेल्डिंग के दौरान धूल, धुएं और वायुजनित कणों को फ़िल्टर करें।
सुरक्षात्मक कपड़े : ज्वाला प्रतिरोधी जैकेट और एप्रन चिंगारी और गर्म धातु से रक्षा करते हैं।
चलती भागों के साथ आकस्मिक संपर्क को रोकने के लिए दुकानें भी मशीन गार्डिंग का उपयोग करती हैं। गार्ड, हल्के पर्दे, इंटरलॉक और आपातकालीन स्टॉप बटन श्रमिकों को सुरक्षित रखने में मदद करते हैं। लॉकआउट/टैगआउट (एलओटीओ) प्रक्रियाएं रखरखाव के दौरान ऊर्जा स्रोतों को अलग करती हैं, जिससे विद्युत या यांत्रिक चोटों का खतरा कम हो जाता है। नेशनल इलेक्ट्रिकल कोड (एनईसी) विद्युत सुरक्षा के लिए मानक निर्धारित करता है, जबकि अमेरिकन वेल्डिंग सोसाइटी (एडब्ल्यूएस) और आईएसओ जैसे संगठन सुरक्षित प्रथाओं के लिए प्रशिक्षण और प्रमाणन प्रदान करते हैं।
उचित पीपीई रखरखाव और नियमित प्रशिक्षण चोट की रोकथाम में महत्वपूर्ण भूमिका निभाते हैं। साफ़, सुव्यवस्थित गियर बेहतर काम करता है और लंबे समय तक चलता है। अध्ययनों से पता चलता है कि व्यापक मशीन सुरक्षा और सुरक्षा प्रशिक्षण से शीट मेटल की दुकानों में हाथ और उंगली की चोटों को 90% तक कम किया जा सकता है।
टिप: श्रमिकों को प्रत्येक शिफ्ट से पहले अपने सुरक्षा गियर का निरीक्षण करना चाहिए और क्षतिग्रस्त वस्तुओं को तुरंत बदलना चाहिए।
मापने के उपकरण
सटीक माप यह सुनिश्चित करता है कि शीट धातु के हिस्से एक साथ फिट हों और डिज़ाइन के अनुसार कार्य करें। फैब्रिकेटर माप उपकरणों की एक श्रृंखला का उपयोग करते हैं, जिनमें से प्रत्येक की सटीकता का अपना स्तर होता है। सबसे आम उपकरणों में शामिल हैं:
प्रिसिजन स्टील रूलर : लंबाई के आधार पर 0.001 इंच तक सटीकता प्रदान करते हैं।
सटीक टेप माप : 12 फीट तक की लंबाई के लिए ±1/32 इंच और लंबी माप के लिए ±1/16 इंच की सहनशीलता प्रदान करता है।
कैलिब्रेटेड स्टील रूलर और टेप माप : राष्ट्रीय मानकों के अनुरूप, ये उपकरण प्रमाणित सटीकता और दस्तावेजी विचलन के साथ आते हैं।
माइक्रोमीटर : हाथ से पकड़े जाने वाले उपकरणों में सबसे अधिक सटीकता प्रदान करते हैं। डिजिटल, वर्नियर, इनसाइड और बेंच माइक्रोमीटर को सावधानीपूर्वक संभालने की आवश्यकता होती है। उपयोगकर्ताओं को स्पिंडल प्ले को खत्म करना होगा, डिवाइस को शून्य करना होगा, हल्का दबाव डालना होगा और सर्वोत्तम परिणामों के लिए चेहरों को साफ रखना होगा।
नीचे दी गई तालिका विभिन्न शीट धातु सामग्रियों के लिए विशिष्ट सहनशीलता सीमाएं दिखाती है:
सामग्री का प्रकार |
विशिष्ट सहनशीलता सीमा (इंच) |
टिप्पणियाँ |
एल्यूमिनियम मिश्र धातु |
±0.010 से ±0.030 |
नरम, अधिक लचीला |
स्टेनलेस स्टील |
±0.005 से ±0.015 |
अधिक कठोर, अधिक कठोर सहनशीलता की आवश्यकता होती है |
कार्बन स्टील |
±0.015 से ±0.045 |
मध्यम सहनशीलता |
तांबे की मिश्रधातुएँ |
±0.008 से ±0.020 |
मध्यम सहनशीलता |
टूल स्टील |
±0.002 से ±0.010 |
कठोरता के कारण बहुत सख्त सहनशीलता |
टाइटेनियम |
±0.005 से ±0.015 |
उच्च शक्ति-से-वजन अनुपात |
प्रमाणित माप उपकरण हर परियोजना में गुणवत्ता और स्थिरता बनाए रखने में मदद करते हैं। नियमित अंशांकन और सावधानीपूर्वक उपयोग यह सुनिश्चित करता है कि माप समय के साथ सटीक रहें।
नोट: काटने या बनाने से पहले माप की दोबारा जांच करने से महंगी गलतियों और सामग्री की बर्बादी को रोकने में मदद मिलती है।
शीट धातु निर्माण कई उद्योगों के लिए सपाट धातु को मजबूत, सटीक भागों में आकार देता है। श्रमिक हाथ के औजारों और मशीनों दोनों से काटने, बनाने, जोड़ने और परिष्करण विधियों का उपयोग करते हैं। प्रत्येक चरण को समझने से उच्च गुणवत्ता वाले उत्पाद बनाने में मदद मिलती है। सही तकनीक का चयन परियोजना की जरूरतों, भौतिक गुणों और उपलब्ध उपकरणों पर निर्भर करता है। नई तकनीक, जैसे सीएनसी मशीनें, गति और सटीकता में सुधार करती हैं। सामग्री का चयन, जैसे स्टील या एल्यूमीनियम, लागत और प्रदर्शन को प्रभावित करता है। सावधानीपूर्वक योजना यह सुनिश्चित करती है कि शीट मेटल फैब्रिकेशन डिजाइन लक्ष्यों और उद्योग मानकों को पूरा करता है।
अक्सर पूछे जाने वाले प्रश्न
शीट मेटल निर्माण में सबसे आम काटने का उपकरण कौन सा है?
कैंची सबसे आम काटने का उपकरण है। श्रमिक इनका उपयोग पतली चादरों पर सीधे कट लगाने के लिए करते हैं। कैंची साफ़ किनारे और तेज़ परिणाम प्रदान करती है। मोटे या जटिल आकार के लिए, तकनीशियन अक्सर आरी या सीएनसी मशीनों का उपयोग करते हैं।
तकनीशियन निर्माण के दौरान सुरक्षा कैसे सुनिश्चित करते हैं?
तकनीशियन दस्ताने, सुरक्षा चश्मा और श्रवण सुरक्षा पहनते हैं। वे दुकान के सख्त नियमों का पालन करते हैं और मशीन गार्ड का उपयोग करते हैं। नियमित प्रशिक्षण और उपकरण जांच से चोटों को रोकने में मदद मिलती है। दुकानें आपातकालीन स्टॉप और लॉकआउट/टैगआउट प्रक्रियाओं का भी उपयोग करती हैं।
शीट मेटल निर्माण के लिए कौन सी धातुएँ सबसे अच्छा काम करती हैं?
स्टील, एल्यूमीनियम, तांबा और पीतल सबसे लोकप्रिय विकल्प हैं। स्टील ताकत प्रदान करता है. एल्युमीनियम संक्षारण प्रतिरोधी है और इसका वजन कम है। तांबा अच्छी चालकता प्रदान करता है। पीतल सजावटी फिनिश के साथ ताकत जोड़ता है।
फैब्रिकेटर सीएनसी मशीनों का उपयोग क्यों करते हैं?
सीएनसी मशीनें उच्च परिशुद्धता के साथ धातु को काटती हैं, मोड़ती हैं और आकार देती हैं। वे क्रमादेशित निर्देशों का पालन करते हैं। सीएनसी मशीनें त्रुटियों को कम करती हैं और उत्पादन में तेजी लाती हैं। तकनीशियन उनका उपयोग जटिल आकृतियों और सख्त सहनशीलता के लिए करते हैं।
कौन सी परिष्करण विधि धातु को जंग से बचाती है?
पाउडर कोटिंग धातु को जंग और घिसाव से बचाती है। यह एक सख्त, रंगीन परत बनाता है। सुरक्षा और दिखावे के लिए तकनीशियन पेंटिंग, एनोडाइजिंग और इलेक्ट्रोप्लेटिंग का भी उपयोग करते हैं।
श्रमिक शीट धातु भागों में सटीकता कैसे मापते हैं?
श्रमिक कैलीपर्स, माइक्रोमीटर और स्टील रूलर का उपयोग करते हैं। वे मोटाई, लंबाई और कोणों की जांच करते हैं। डिजिटल गेज और समन्वय मापने वाली मशीनें जटिल भागों में मदद करती हैं। माप की दोबारा जांच करने से ग़लतियाँ नहीं होतीं।
क्या हाथ के उपकरण निर्माण में मशीनों की जगह ले सकते हैं?
हाथ के उपकरण छोटे कार्यों, मरम्मत और विस्तृत कार्यों के लिए अच्छा काम करते हैं। मशीनें बड़ी मात्रा और जटिल आकृतियों को संभालती हैं। अधिकांश दुकानें सर्वोत्तम परिणामों के लिए दोनों का उपयोग करती हैं।
वेल्डिंग और रिवेटिंग के बीच मुख्य अंतर क्या है?
वेल्डिंग धातु के टुकड़ों को एक स्थायी बंधन के लिए एक साथ जोड़ती है। रिवेटिंग शीटों को धातु की पिनों से जोड़ती है। वेल्डिंग से जोड़ मजबूत बनते हैं। ब्लाइंड असेंबली और त्वरित उत्पादन के लिए रिवेटिंग अच्छा काम करती है।