Metallproduksjon er avhengig av tre hovedteknikkkategorier: kutting, forming og sammenføyning. Støttetrinn inkluderer etterbehandling og nøyaktig måling. De vanligste metodene og verktøyene vises i tabellen nedenfor:
Teknikk |
Beskrivelse |
Vanlige verktøy/metoder |
Kutting |
Forme metall ved å fjerne materiale |
Håndsaks, plasmakuttere, vinkelslipere |
Forming |
Bøye eller strekke metall i form |
Kantpresse, hammer, engelsk hjul |
Blir med |
Koble metalldeler sammen |
Sveiseutstyr, naglepistoler |
Disse grunnleggende platefremstillingsteknikkene utgjør kjernen i platefremstillingsprosessen. Tilpassede platefremstillingsprosjekter følger ofte de 5 nøkkeltrinnene i platefremstilling: En omfattende veiledning.
5 nøkkeltrinn i platefremstilling
De 5 nøkkeltrinnene i metallproduksjon: en omfattende veiledning, inkluderer skjæring, forming, skjøting, etterbehandling og måling og sikkerhet. Hvert trinn bruker spesifikke metallfremstillingsteknikker og verktøy for å transformere råvarer til ferdige produkter. De følgende delene bryter ned disse trinnene og fremhever de viktigste metodene.
Kutting
Kutting er det første trinnet i prosesstrinn for metallfremstilling . Den former metall ved å fjerne materiale, ved å bruke en rekke grunnleggende platefremstillingsteknikker. De vanligste skjæremetodene inkluderer skjæring, laserskjæring, plasmaskjæring, vannstråleskjæring og saging. Hver metode gir unike fordeler for ulike bruksområder.
Klipping
Skjæring bruker to store kniver for å kutte rette linjer gjennom metallplater. Denne teknikken er rask og effektiv, noe som gjør den ideell for bygge- og infrastrukturprosjekter. Klippemaskiner håndterer store volumer og produserer rene, rette kutt. Operatører bruker ofte klipping for raske jobber som ikke krever intrikate former.
Laserskjæring
Laserskjæring bruker en fokusert laserstråle for å skjære gjennom metall. Denne metoden gir høy presisjon og hastighet, spesielt for tynne materialer. Laserskjæring fungerer godt for høyvolumsproduksjon og automatiserte systemer. Den er begrenset til materialer opp til ca. 5/8 tommer tykke. Mange produsenter velger laserskjæring for sin nøyaktighet og rene kanter.
Plasmaskjæring
Plasmaskjæring bruker virvlende gasser og en elektrisk lysbue for å kutte metall. Denne teknikken er effektiv for tykkere metaller og gir høye skjærehastigheter. Plasmaskjærere håndterer en rekke metaller, inkludert stål og aluminium. Operatører velger plasmaskjæring når de trenger å behandle tykkere ark raskt.
Vannstråleskjæring
Vannstråleskjæreprosessen bruker en høytrykksstrøm av vann blandet med slipemidler for å skjære gjennom metall. Vannstråleskjæring holder metallet flatt og unngår varmepåvirkede soner, noe som gjør det ideelt for materialer som er følsomme for varme. Vannstråleskjæring kan håndtere tykke materialer, inkludert stål, keramikk og stein. Mange butikker bruker vannstråleskjæring for prosjekter som krever presisjon uten termisk forvrengning.
Saging
Saging er en av de eldste metallskjæremetodene. Den gir rette kutt og er egnet for enkle bruksområder. Båndsager og hoggesager er vanlige verktøy for denne teknikken. Saging er fortsatt et pålitelig valg for grunnleggende kutt i metallfremstillingsprosessen.
Tips: Presisjon er avgjørende under skjæring. Teknikere bruker avansert CAD-programvare og CNC-maskiner for å planlegge og utføre kutt, redusere feil og forbedre sikkerheten.
Forming
Forming former metallet til ønsket geometri. Dette trinnet inkluderer en rekke metallfremstillingsteknikker som bøying, stempling, strekking, rulling, dyptrekking, hakk, krymping og perling. Plateforming er avgjørende for å lage komplekse deler og strukturer.
Bøyning
Bøying er en kjernedel av plateforming. Operatører bruker kantpresser og andre bøyeteknikker for å lage vinkler og kurver. Bøying påfører kraft langs en rett akse, og endrer formen uten å kutte eller stanse. Denne metoden er vanlig for å lage braketter, kabinetter og bildeler. Bøying av plate krever nøye planlegging for å unngå feil og sløsing.
Stempling
Stempling bruker høyhastighetspresser og dyser for å forme metallplater til bestemte former. Denne teknikken er ideell for masseproduksjon og stramme toleranser. Stempling produserer gjenstander som bildører, maskindeler og stålplater. Det er en nøkkelmetode i de 5 nøkkeltrinnene i metallproduksjon: en omfattende veiledning.
Stretching
Stretching trekker metallet for å øke overflaten. Denne formingsteknikken er nyttig for å lage jevne, buede overflater. Operatører bruker stretching for deler som bilpaneler og flyskinn. Stretching krever presis kontroll for å forhindre riving eller tynning.
Rullende
Rolling passerer metallplater gjennom valser for å danne komplekse tverrsnittsformer. Denne metoden er nøyaktig og effektiv, og produserer gjenstander som takpaneler, bjelker og lagringshyller. Valsing er en viktig del av plateforming, spesielt for store strukturelle komponenter.
Dyptegning
Dyptrekking danner hule former ved å trekke metallplater inn i en dyse. Denne teknikken lager gjenstander som bokser, vasker og hjelmer. Dyptrekking er vanlig i bransjer som trenger sterke, sømløse deler.
Hakk
Notching fjerner små deler fra kantene på metallplater. Denne formingsmetoden forbereder metallet for ytterligere bøying eller sammenføyning. Innskjæring er viktig for å passe sammen deler i sammenstillinger.
Krymper
Krymping reduserer størrelsen på spesifikke områder i metallplater. Denne teknikken bidrar til å skape kurver og konturer. Operatører bruker krymping for å justere passform og finish i tilpassede prosjekter.
Beading
Beading legger hevede eller innrykkede linjer til metallplater. Denne formingsprosessen styrker metallet og forbedrer utseendet. Beading er vanlig i dekorative trimmer og forsterkningsfunksjoner.
Merk: Håndtering av materialutvidelse og deformasjon er en utfordring i forming. Teknikere bruker programvare som SolidWorks for å beregne mønstre og optimalisere bøyesekvenser, noe som reduserer sløsing og feil.
Blir med
Sammenføyning kobler sammen separate metallstykker for å danne en komplett sammenstilling. De viktigste sammenføyningsteknikkene i metallproduksjon inkluderer sveising, nagling og liming. Hver metode har ulike styrker og velges ut fra prosjektkravene.
Sveising
Sveising er en permanent sammenføyningsmetode som smelter sammen metallbiter. Det gir høy bæreevne og lekkasjesikre skjøter. Sveising er egnet for komplekse former og er mye brukt i metallfremstillingsprosessen. Operatører må kontrollere varmen for å forhindre vridning, spesielt i tynne materialer. Metallsveising inkluderer teknikker som MIG, TIG og lasersveising.
Medrivende
Rivetting bruker metallfester for å feste ark sammen. Denne teknikken skaper sterke, permanente skjøter og gir mulighet for blindmontering. Nagler er kostnadseffektivt og pålitelig, noe som gjør det til et populært valg i mange bransjer.
Liming
Selvklebende liming føyer sammen metallstykker ved hjelp av spesialiserte lim. Denne metoden er enkel og kan koble sammen forskjellige materialer. Limbinding påvirker ikke metallets fysiske egenskaper. Det gir imidlertid svakere skjøter sammenlignet med sveising eller nagling.
Kvalitetskontroll er viktig ved sammenføyning. Operatører bruker klemmer, inventar og automatiserte inspeksjonssystemer for å sikre sterke, feilfrie skjøter.
Etterbehandling
Etterbehandling gir metalldeler deres endelige utseende og beskytter dem mot skade. Dette trinnet forbedrer holdbarhet, utseende og ytelse. Teknikere bruker flere metoder for å fjerne skarpe kanter, glatte overflater og påføre beskyttende belegg.
Avgrading
Avgrading fjerner skarpe kanter og grader etter kutting eller stansing. Arbeidere bruker håndfiler, avgradingshjul eller spesialiserte maskiner. Denne prosessen forhindrer skader og hjelper delene å passe sammen jevnt. Avgrading forbereder også overflaten for videre etterbehandlingstrinn.
Sliping
Sliping jevner ut grove overflater og fjerner overflødig materiale. Operatører bruker vinkelslipere, båndslipere eller benkslipere. Sliping skaper en jevn overflate og korrigerer mindre feil. Det er viktig å bruke riktig korn og teknikk for å unngå å skade metallet.
Polering
Polering gir metallplater en skinnende, reflekterende finish. Arbeidere bruker poleringshjul, poleringsputer og spesielle forbindelser. Polering forbedrer utseendet og kan også redusere friksjonen. Mange dekorative deler, som paneler og trimmer, krever dette trinnet.
Belegg
Belegg beskytter metall mot korrosjon og slitasje. Det finnes flere beleggingsmetoder, hver med sitt eget formål. Tabellen nedenfor oppsummerer vanlige etterbehandlingsmetoder og deres hovedbruk:
Etterbehandlingsmetode |
Hovedformål |
Anodisering |
Danner et beskyttende oksidbelegg for å forbedre korrosjonsbestandigheten og beskytte mot skade. |
Kjemisk fresing |
Etser dekorative mønstre, logoer eller markeringer på metalldeler. |
Galvanisering |
Belegg metalloverflater med et annet metall for å forbedre korrosjonsmotstanden og forbedre utseendet. |
Perlesprengning |
Skaper en matt finish eller fjerner overflatefeil ved å sprenge med glassperler. |
Pulverlakkering |
Påfører en tørr pulverfilm for korrosjon og slitasjebeskyttelse, gir også attraktiv farge. |
Flytende maling |
Gir et glatt, polert utseende ved å dekke overflater med maling. |
Flammesprøyting |
Sprayer smeltet metall på oppvarmede komponenter for å skape en jevn, ferdig overflate. |
Silkescreening |
Påfører silikonblekk for å lage fargerike, dekorative mønstre eller tekst på overflaten. |
Overflatebehandling forbedrer både kvaliteten og levetiden til metallplater. Valget av metode avhenger av ønsket utseende, holdbarhet og pris.
Tips: Forsiktig håndtering og regelmessig utstyrsvedlikehold bidrar til å forhindre overflateriper og innrettingsproblemer under etterbehandling. Bruk av beskyttende filmer og 3D-modelleringsprogramvare kan også redusere vanlige problemer.
Måling og sikkerhet
Nøyaktig måling og sterk sikkerhetspraksis sikrer høykvalitetsresultater i metallplater. Disse trinnene bidrar til å forhindre feil, redusere avfall og beskytte arbeidere.
Måleverktøy
Teknikere bruker en rekke verktøy for å sjekke dimensjoner og toleranser. Vanlige måleverktøy inkluderer:
Kalipere og mikrometer for nøyaktig tykkelse og lengdekontroll
Målebånd og linjaler for generelle mål
Koordinatmålemaskiner (CMM) for komplekse deler med stramme toleranser
Digitale målere og lasermåleenheter for raske, nøyaktige avlesninger
Dimensjonsnøyaktighet er avgjørende for riktig passform og funksjon. Arbeidere dobbeltsjekker ofte målene før skjæring eller forming. CAD-programvare, som SolidWorks eller Autodesk Fusion 360, hjelper til med å angi og opprettholde presise toleranser gjennom hele prosessen. Regelmessig kalibrering av måleinstrumenter sikrer pålitelige resultater.
Merk: Inspeksjonsprotokoller på hvert trinn – skjæring, forming og sveising – fanger opp defekter tidlig og reduserer skrotmengden. Første inspeksjon og kontinuerlig overvåking bidrar til å opprettholde nøyaktigheten selv når verktøyene slites ned.
Sikkerhetsutstyr
Sikkerhet er fortsatt en topp prioritet i alle fabrikker. Arbeidstakere bruker personlig verneutstyr (PPE) for å beskytte mot skader. Viktig sikkerhetsutstyr inkluderer:
Hansker for å beskytte hendene mot skarpe kanter og varme overflater
Vernebriller eller ansiktsskjermer for å forhindre øyeskader
Hørselvern i støyende omgivelser
Åndedrettsvern eller masker ved arbeid med støv eller røyk
Hjelmer og verneklær for sveiseoppgaver
Butikker håndhever strenge sikkerhetsprotokoller og gir regelmessig opplæring. Maskinvakt, nødstopp og lockout/tagout-prosedyrer forhindrer ulykker med bevegelig utstyr. God rengjøring, riktige løfteteknikker og tilstrekkelig ventilasjon reduserer risikoen ytterligere.
Regelmessig vedlikehold av utstyr, dyktig personale og overholdelse av industristandarder som ISO 9001 og AWS D1.1 sikrer både sikkerhet og kvalitet. Disse praksisene minimerer avfall, forhindrer skader og bidrar til å levere pålitelige produkter av høy kvalitet.
Metallproduksjonsteknikker
Skjæremetoder
Kutting er det første store trinnet i de fleste platefremstillingsprosesser. Teknikere bruker en rekke skjæreteknikker for platemetall for å skille, forme eller dimensjonere metallplater. Hver metode tilbyr unike toleranser og fungerer best med visse materialtykkelser. Tabellen nedenfor sammenligner de vanligste kuttemetodene:
Skjæremetode |
Typiske toleranser (mm) |
Materialtykkelsesområde (mm) |
Nøkkelegenskaper og merknader |
Vannstråleskjæring |
±0,03 til ±0,08 |
Opp til 200 |
Mest nøyaktig metode; kaldskjæring eliminerer termisk forvrengning; konsekvent presisjon på tvers av tykkelser. |
Laserskjæring |
±0,05 til ±0,1 |
Opp til 25-30 |
Rask behandling; utmerket nøyaktighet på tynne til middels materialer; termisk forvrengning kan påvirke tykke seksjoner. |
Plasmaskjæring |
±0,5 til ±1,5 |
100+ |
Egnet for tykke materialer; løsere toleranser; høyhastighetsskjæring for strukturelle bruksområder. |
Mekanisk skjæring |
±0,1 til ±0,5 |
Opp til 12 |
Kostnadseffektiv for rette kutt; moderat presisjon; begrenset tykkelsesevne. |
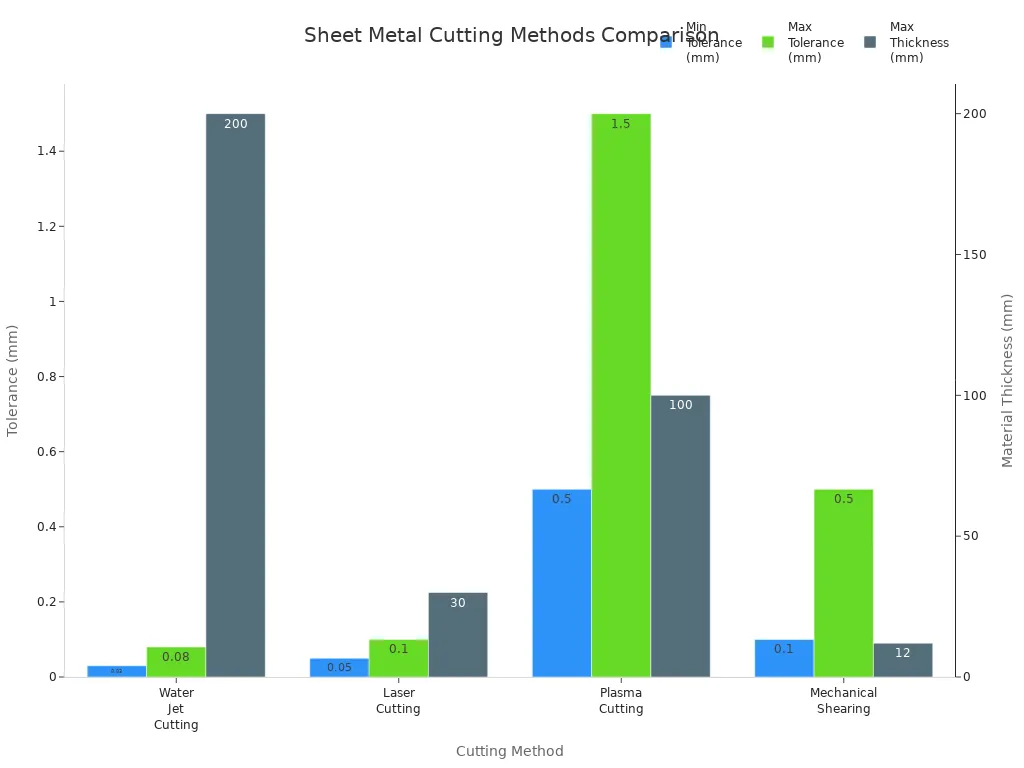
Vannstråleskjæring gir høyeste presisjon og fungerer godt for tykke materialer. Laserskjæring gir hastighet og nøyaktighet for tynne til mellomstore ark. Plasmaskjæring håndterer tykke metaller raskt, men med mindre presisjon. Mekanisk skjæring forblir kostnadseffektiv for rette kutt på tynnere plater. Disse skjæreteknikkene danner grunnlaget for mange metallfremstillingsteknikker.
Tips: Valg av riktig skjæremetode avhenger av nødvendig toleranse, materialtykkelse og prosjektbudsjett.
Formingsmetoder
Forming forvandler flate metallplater til tredimensjonale former. Plateformingsteknikker inkluderer et bredt spekter av prosesser, hver egnet for spesifikke former og materialer. Tabellen nedenfor skisserer de vanligste formingsmetodene og materialene som passer best for hver:
Formingsmetode |
Beskrivelse |
Egnede materialer |
Trykk på bremsen |
Bruker en V-formet dyse for å bøye metallplater, og skaper presise folder og bokslignende strukturer. |
Stål, aluminium, messing |
Slip Rolling |
Fører metallplater mellom valser for å danne kjegler og sylindre gjennom kaldvalsing. |
Stål, aluminium, kobber |
Stempling |
Høyvolum kaldforming ved bruk av dyser og stanser for å forme deler med hull, flenser, preginger. |
Stål, aluminium, messing |
Flaring (flensing) |
Danner utstrakte eller flensede kanter for lepper eller forsterkning. |
Stål, aluminium |
Preging |
Skaper hevede eller forsenkede design på metallplater. |
Stål, aluminium, kobber |
Lamell |
Danner vinklede spalter eller ventiler for ventilasjon eller estetikk. |
Stål, aluminium |
Myntverk |
Bruker ekstremt press for å skape detaljerte inntrykk. |
Stål, messing |
Spinning |
Former metall på en roterende dor for å produsere hule, aksialt symmetriske deler. |
Aluminium, stål |
Rullforming |
Bøyer metallplater gradvis gjennom ruller for å danne lange bøyer eller kurver. |
Stål, aluminium |
Bøying skiller seg ut som den mest brukte formingsprosessen. Operatører bruker kantpresser for å lage V-, U- og kanalformer. Drawing strekker metall til dyser for dype, komplekse deler som bilpaneler. Krølling danner rullede kanter for å fjerne skarphet og forbedre sikkerheten. Stempling inkluderer dyptrekking, fourslide, hydroforming, blanking, coining og preging. Hver formingsteknikk former metallet for dets endelige bruk.
Stål, aluminium, kobber og messing er de vanligste materialene for plateforming. Stål gir styrke og holdbarhet. Aluminium er lett og motstår korrosjon. Kobber gir utmerket ledningsevne og formbarhet. Messing kombinerer styrke med en dekorativ finish.
Merk: Å velge riktig formingsmetode og -materiale sikrer at den ferdige delen oppfyller kravene til styrke, utseende og kostnad.
Sammenføyningsmetoder
Sammenføyningsmetoder kobler separate metallstykker til en enkelt sammenstilling. De vanligste fabrikasjonsteknikkene for sammenføyning inkluderer sveising, mekanisk festing, foldeskjøter, clinching og limbinding. Tabellen nedenfor oppsummerer disse sammenføyningsteknikkene:
Sammenføyningsmetode |
Styrke |
Typiske brukstilfeller |
Begrensninger |
Sveising |
Høy |
Permanente, høystyrke ledd i bilindustrien, industrimaskineri, romfart |
Krever dyktig arbeidskraft, varme kan forvrenge tynne metaller |
Mekanisk feste |
Moderat |
Avtakbare skjøter, samlebånd, HVAC, apparatproduksjon |
Tilfører vekt, kan påvirke estetikken, svakere enn sveising |
Foldeskjøter |
Lav til moderat |
Lette, visuelt rene koblinger, HVAC-kanaler, kabinetter, ikke-bærende bilpaneler |
Begrenset til tynne metaller, mindre sterke enn sveising, krever presis bøying |
Klinker |
Moderat |
Høyvolumsproduksjon, HVAC, lette enheter |
Begrenset styrke, ikke for høystressapplikasjoner |
Liming |
Lav til moderat |
Sammenføyning av forskjellige metaller, glatte overflater, lette strukturer |
Lavere styrke, miljøfølsom, lengre herdetider |
Sveising skaper sterke, permanente skjøter og er avgjørende i bil- og industriapplikasjoner. Mekanisk festing bruker skruer, bolter eller nagler for avtakbare forbindelser. Foldeskjøter og clinching fungerer godt for lette sammenstillinger og HVAC-kanaler. Liming binder sammen forskjellige metaller og gir jevne overflater, selv om det gir mindre styrke enn sveising.
Teknikere kombinerer ofte sammenføyningsteknikker for å balansere styrke, utseende og produksjonshastighet i metallfremstillingsprosessen.
Etterbehandlingsmetoder
Etterbehandlingsmetoder gir metalldeler deres endelige utseende og beskytter dem mot skade. Disse teknikkene forbedrer holdbarhet, sikkerhet og visuell appell. Arbeiderne velger etterbehandlingsmetoder basert på delens funksjon, miljøet og ønsket utseende.
Vanlige etterbehandlingsmetoder i platefremstilling:
Avgrading
Avgrading fjerner skarpe kanter og små metallfragmenter som er igjen etter kutting eller stansing. Arbeidere bruker håndfiler, avgradingshjul eller maskiner for denne prosessen. Avgrading gjør deler tryggere å håndtere og forbereder overflater for videre etterbehandling.
Sliping
Sliping jevner ut grove overflater og fjerner overflødig materiale. Operatører bruker vinkelslipere, båndslipere eller benkslipere. Sliping skaper en jevn overflate og korrigerer små ufullkommenheter. Dette trinnet er viktig for deler som trenger en ren, jevn finish.
Polering
Polering gir metallplater en skinnende, reflekterende overflate. Arbeidere bruker poleringshjul, poleringsputer og spesielle forbindelser. Polering forbedrer utseendet til deler og kan også redusere friksjonen. Mange dekorative eller synlige deler krever dette trinnet.
Belegg
Belegg beskytter metall mot korrosjon, fuktighet og slitasje. Det finnes flere beleggingsmetoder. Hver tilbyr forskjellige fordeler:
Beleggingsmetode |
Hovedfordel |
Typisk bruk |
Pulverlakkering |
Slitesterk, fargerik finish |
Hvitevarer, bildeler |
Anodisering |
Korrosjonsbestandighet, hard overflate |
Aluminiumsdeler |
Galvanisering |
Skinnende, beskyttende metalllag |
Dekorative gjenstander, maskinvare |
Maleri |
Glatt, fargerikt utseende |
Paneler, kabinetter |
Pulverlakkering bruker tørt pulver og varme for å lage et tøft, fargerikt lag. Anodisering danner et beskyttende oksidlag, for det meste på aluminium. Elektroplettering dekker metallet med et annet metall, for eksempel krom eller nikkel. Maling tilfører farge og beskytter overflaten.
Bead Blasting
Bead Blasting bruker små glassperler som er skutt i høy hastighet for å rengjøre og strukturere overflaten. Denne metoden fjerner ufullkommenheter og skaper en matt finish. Arbeidere bruker ofte perleblåsing før maling eller maling.
Tips: Valg av riktig etterbehandlingsmetode avhenger av delens bruk, type metall og nødvendig holdbarhet. Riktig etterbehandling forlenger levetiden til metallplateprodukter og forbedrer ytelsen.
Etterbehandlingsmetoder spiller en nøkkelrolle i platefremstillingsprosessen. De sikrer at deler ser bra ut, varer lenger og oppfyller sikkerhetsstandarder. Dyktige teknikere velger og bruker disse metodene for å oppnå de beste resultatene for hvert prosjekt.
Viktige verktøy
Skjæreverktøy
Metallproduksjon begynner med skjæreverktøy. Disse verktøyene former og størrelse metallplater for senere trinn. Hvert verktøy tjener et bestemt formål.
Saks
Sakser gjør rettlinjede kutt på flate ark. Operatører bruker giljotinekuttere for repeterende oppgaver med høyt volum. Klipping fungerer best for tynnere materialer og gir rene kanter. Dette verktøyet er viktig for å forberede metall før forming.
Sager
Sager håndterer tykkere eller hardere metaller. Båndsager og elektriske metallsager skjærer rette linjer gjennom stablede ark. Rullesager hjelper med intrikate design. Stempelsager kutter rør og profiler. Hver sagtype matcher et annet kuttebehov.
Klipp
Knips ligner kraftige sakser. Blikkklipp skjærer rette linjer og små kurver i tynne ark. Luftfartsklipp gir mer detaljerte kurver og sirkler. Arbeidere bruker snipper for småskala eller kunstneriske prosjekter.
CNC-maskiner
CNC-maskiner automatiserer skjæring med høy presisjon. Laserskjærere, plasmakuttere og vannstrålekuttere faller inn i denne kategorien. Disse maskinene håndterer komplekse former og stramme toleranser. CNC-teknologi forbedrer hastighet og nøyaktighet i skjæreprosessen.
Tips: Vinkelslipere og metallslipere spiller også en rolle ved skjæring, sliping og polering. De tilbyr allsidighet for både grovt og fint arbeid.
Formingsverktøy
Formingsverktøy former flatt metall til tredimensjonale deler. Dette trinnet inkluderer bøying, strekking, stempling og rulling. Hvert verktøy støtter en annen formingsmetode.
Trykk på bremsene
Pressbremser utfører kantpressbøyning. Operatører bruker disse maskinene til å lage presise vinkler og folder. Pressbremser påfører kraft langs en rett akse, noe som gjør dem ideelle for å bøye braketter, kabinetter og paneler. Mekaniske og hydrauliske presser tilbyr forskjellige hastighets- og kraftalternativer.
Rullemaskiner
Valsemaskiner passerer metallplater mellom valser. Denne prosessen danner kjegler, sylindre og buede former. Sliprulling fungerer bra for stål, aluminium og kobber. Rulleformingslinjer håndterer lange, kontinuerlige bend for bjelker og paneler.
Hammere og dokker
Hammere og dukker hjelper til med manuell forming. Arbeidere bruker dem til å strekke, krympe og forme kurver. Disse verktøyene gir mulighet for detaljerte justeringer og tilpasset arbeid. Engelske hjul hjelper også til med å danne glatte, buede overflater.
Merk: Formingsverktøy inkluderer stanse- og dysesett for stempling og hullstansing. Hver formingsteknikk krever riktig verktøy for nøyaktighet og effektivitet.
Sammenføyningsverktøy
Sammenføyningsverktøy kobler sammen separate metallstykker. De viktigste sammenføyningsmetodene inkluderer sveising, nagling og liming.
Sveiseutstyr
Sveisemaskiner, som TIG- og MIG-sveisere, skaper sterke, permanente bindinger. Disse maskinene tillater nøyaktig kontroll over varme og fyllmateriale. Sveising opprettholder den strukturelle integriteten til metallsammenstillinger. Operatører bruker sveising i bil-, industri- og reparasjonsprosjekter.
Naglevåpen
Naglepistoler fester metallplater sammen med metallstifter. Nagler tilbyr en pålitelig og kostnadseffektiv skjøtemetode. Dette verktøyet fungerer godt for blindmontering og høyvolumproduksjon.
Selvklebende verktøy
Selvklebende verktøy påfører spesiallim for liming av metall. Denne metoden føyer sammen forskjellige materialer og skaper jevne overflater. Liming er enkel, men gir svakere skjøter enn sveising eller nagling.
Teknikere bruker ofte festemidler, trådkuttere og merkeverktøy under sammenføyning og etterbehandling. Disse verktøyene sikrer nøyaktig montering og sikre tilkoblinger.
Etterbehandlingsverktøy
Etterbehandlingsverktøy gir metalldeler deres endelige utseende og beskytter dem mot skade. Disse verktøyene bidrar til å skape jevne, trygge og attraktive overflater. Arbeidere bruker etterbehandlingsverktøy etter kutting, forming og sammenføyningstrinn.
Kverner
Kverner fjerner grove kanter, sveiseperler og overflatefeil fra metallplater. De bidrar til å skape en jevn finish og forbereder deler for maling eller belegg. Arbeidere velger mellom flere typer kverner:
Vinkelslipere : Disse verktøyene bruker roterende slipeskiver. De fungerer godt for å glatte sveiser og rydde opp i kanter.
Benkslipere : Disse stasjonære maskinene har to slipeskiver. Arbeidere bruker dem til å slipe verktøy og glatte ut små deler.
Båndslipere : Disse maskinene bruker et kontinuerlig slipebånd. De hjelper med store, flate overflater og kan fjerne materiale raskt.
Operatører velger riktig kvern basert på jobbstørrelsen og metalltypen. De bruker ofte forskjellige kornstørrelser for å oppnå ønsket finish. Grove korn fjerner materiale raskt, mens fine korn gir en jevnere overflate.
Tips: Bruk alltid vernebriller og hansker når du bruker kverner. Gnister og metallfragmenter kan forårsake skader.
Polere
Poleringsmaskiner gir metallplater en skinnende, reflekterende finish. De fjerner fine riper og får delene til å se rene og profesjonelle ut. Polere bruker myke hjul eller pads med poleringsblandinger. Disse forbindelsene hjelper til med å jevne overflaten og få frem en lys glans.
Vanlige typer poleringsmaskiner inkluderer:
Roterende poleringsmaskiner : Disse verktøyene spinner en myk pute i sirkler. De fungerer godt for flate og buede overflater.
Orbital poleringsmaskiner : Disse maskinene flytter puten i små baner. De reduserer virvelmerker og bidrar til å oppnå en jevn finish.
Arbeidere polerer ofte dekorative paneler, trimmer og synlige deler. De kan bruke flere poleringstrinn, som starter med en grov blanding og avslutter med en fin. Riktig polering forbedrer både utseende og korrosjonsbestandighet.
Merk: Rengjør overflaten før polering. Smuss eller grus kan ripe metallet og ødelegge finishen.
Belegningsutstyr
Belegningsutstyr beskytter metallplater mot rust, fuktighet og slitasje. Det gir også farge og forbedrer utseendet. Det finnes flere typer belegningsutstyr:
Utstyrstype |
Hovedbruk |
Vanlige belegg |
Sprøytepistoler |
Påfør maling eller flytende belegg |
Maling, emalje, lakk |
Pulverlakkeringspistoler |
Påfør tørt pulverlakk |
Pulverlakk |
Dypptanker |
Senk deler i væske |
Plating, anodisering |
Sprøytepistoler bruker trykkluft for å påføre et tynt, jevnt lag med maling. Pulverlakkeringspistoler bruker elektrisitet til å feste pulver til metallet, som deretter blir bakt på. Dypptanker belegger deler ved å dyppe dem i et væskebad.
Operatører velger riktig utstyr basert på beleggstype og delstørrelse. Riktig belegg forlenger levetiden til metallplateprodukter og gjør at de ser nye ut.
Ved å bruke de riktige etterbehandlingsverktøyene sikres det at hver metalldel oppfyller kvalitets- og sikkerhetsstandarder. Dyktige arbeidere vet hvordan de skal velge og bruke disse verktøyene for de beste resultatene.
Håndverktøy vs. maskiner
Grunnleggende håndverktøy
Grunnleggende håndverktøy gir metallarbeidere direkte kontroll over fabrikasjonsprosessen. Disse verktøyene gir mulighet for en praktisk tilnærming, noe som gjør dem ideelle for små jobber, prototyping og detaljert arbeid. Dyktige arbeidere foretrekker ofte håndverktøy når de skal kjenne på materialet og gjøre presise justeringer. Håndverktøy hjelper også med å lære gode butikkvaner og støtte kunnskapsdeling mellom teammedlemmer.
Verktøynavn |
Typisk applikasjon |
Trådkuttere |
Klipp av frynsete ender og trimming av biter fra platekanter. |
Halsløs saks |
Lage buede, uregelmessige eller rette kutt på metall; tillater fri bevegelse av metall rundt bladet. |
Vinkelsliper |
Polering, skjæring og sliping av metall; allsidig håndholdt elektroverktøy. |
Vinkelsliperskiver |
Ulike skiver (kappeskiver, slipeskiver, klaffskiver) for skjæring, sliping og etterbehandling. |
Cleco festemidler |
Midlertidig å holde flere metallplater sammen før permanent sammenføyning. |
Borer |
Bore hull for å kombinere biter av metallplate; inkluderer standard og maskinskruebits. |
Merkeverktøy |
Verktøy som markører, skyvelære og skillelinjer for nøyaktig måling og merking på metall. |
Sikkerhetsutstyr |
Hjelmer, briller, hansker og verneklær for arbeidernes sikkerhet. |
Håndverktøy utmerker seg i situasjoner der hastighet er mindre viktig enn nøyaktighet og håndverk. Arbeidere kan unngå tid for maskinoppsett og gjøre raske justeringer. For eksempel kan en metallarbeider bruke en halsløs saks for å kutte en tilpasset kurve eller merkeverktøy for å legge ut et presist mønster. Håndverktøy gir også bedre tilbakemelding og kontroll, noe maskinene ikke alltid kan gi.
Håndverktøy er fortsatt avgjørende for detaljert, håndverksorientert arbeid. De støtter kreativitet og kompetanseutvikling i hver fabrikasjonsbutikk.
Elektroverktøy og maskiner
Elektroverktøy og maskiner forandrer måten metallarbeidere håndterer store eller komplekse prosjekter på. Disse verktøyene øker hastigheten og produktiviteten, noe som gjør dem til det beste valget for oppgaver med høyt volum eller repeterbare oppgaver. Maskiner som hydrauliske kantpresser, CNC-kuttere og automatiserte sveisesystemer gir konsistente resultater og stramme toleranser.
Maskiner forbedrer effektiviteten ved å øke produksjonshastigheten og redusere menneskelige feil. Automatiserte systemer håndterer repeterende oppgaver med høy presisjon. CNC-maskiner og robotsveisere kan arbeide på komplekse former og store partier uten tretthet. Sikkerhetsfunksjoner som beskyttelsesvern og automatiske avstengninger bidrar til å beskytte operatører mot skade.
Aspekt |
Maskiner i platefremstilling |
Grunnleggende håndverktøy i platefremstilling |
Hensikt |
Effektiv forming, skjæring og forming for større volumer eller presist, repeterbart arbeid |
Brukes til mindre jobber, prototyping eller detaljert håndverksorientert arbeid |
Volum og hastighet |
Egnet for høyt volum og raskere produksjon |
Mer praktisk for små mengder eller når hastigheten er mindre kritisk |
Presisjon og kontroll |
Maskiner gir konsistent, repeterbar presisjon |
Håndverktøy gir mer taktil kontroll og følelse |
Søknadskontekst |
Industriell fabrikasjon, masseproduksjon |
Håndverk, prototyping, små jobbbutikker |
Maskiner utmerker seg i høyvolumproduksjon, men håndverktøy er fortsatt avgjørende for spesialarbeid og finjusteringer. En balansert butikk bruker begge deler for å oppnå de beste resultatene.
Sikkerhet og måling
Sikkerhetsutstyr
Metallproduksjon involverer skarpe kanter, tungt maskineri og høye omgivelser. Arbeidstakere må bruke riktig verneutstyr for å beskytte seg mot skader. De viktigste typene personlig verneutstyr (PPE) inkluderer:
Hansker : Beskytt hendene mot kutt, brannskader og skarpe kanter.
ANSI Z87.1-sertifiserte vernebriller : Beskytt øynene mot flyvende rusk og gnister.
Hørselvern : Ørepropper eller øreklokker reduserer risikoen for hørselstap i støyende butikker. OSHA krever hørselsvern når støynivået overstiger 85 desibel over et åtte timers skift.
Åndedrettsmasker : Filtrer ut støv, røyk og luftbårne partikler under skjæring, sliping eller sveising.
Verneklær : Flammebestandige jakker og forklær beskytter mot gnister og varmt metall.
Butikker bruker også maskinbeskyttelse for å forhindre utilsiktet kontakt med bevegelige deler. Vakter, lysgardiner, forriglinger og nødstoppknapper bidrar til å holde arbeiderne trygge. Lockout/tagout (LOTO)-prosedyrer isolerer energikilder under vedlikehold, og reduserer risikoen for elektriske eller mekaniske skader. National Electrical Code (NEC) setter standarder for elektrisk sikkerhet, mens organisasjoner som American Welding Society (AWS) og ISO gir opplæring og sertifisering for sikker praksis.
Riktig vedlikehold av PPE og regelmessig trening spiller en nøkkelrolle i skadeforebygging. Rent, godt vedlikeholdt utstyr fungerer bedre og varer lenger. Studier viser at omfattende maskinvakt og sikkerhetsopplæring kan redusere hånd- og fingerskader med opptil 90 % i platebutikker.
Tips: Arbeidere bør inspisere sikkerhetsutstyret sitt før hvert skift og erstatte skadede gjenstander umiddelbart.
Måleenheter
Nøyaktig måling sikrer at platedeler passer sammen og fungerer som designet. Fabrikatorer bruker en rekke måleenheter, hver med sitt eget presisjonsnivå. De vanligste verktøyene inkluderer:
Presisjonsstållinjaler : Gir nøyaktighet på opptil 0,001 tommer, avhengig av lengde.
Presisjonsmålebånd : Tilby toleranser på ±1/32 tomme for lengder opp til 12 fot, og ±1/16 tomme for lengre mål.
Kalibrerte stållinjaler og målebånd : Disse verktøyene kan spores til nasjonale standarder, og leveres med sertifisert nøyaktighet og dokumenterte avvik.
Mikrometer : Leverer den høyeste nøyaktigheten blant håndholdte verktøy. Digitale, vernier, innvendige og benkmikrometer krever forsiktig håndtering. Brukere må eliminere spindelspill, nullstille enheten, bruke lett trykk og holde måleflatene rene for best resultat.
Tabellen nedenfor viser typiske toleranseområder for forskjellige metallplater:
Materialtype |
Typisk toleranseområde (tommer) |
Notater |
Aluminiumslegeringer |
±0,010 til ±0,030 |
Mykere, mer formbar |
Rustfritt stål |
±0,005 til ±0,015 |
Hardere, krever strengere toleranser |
Karbonstål |
±0,015 til ±0,045 |
Moderat toleranse |
Kobberlegeringer |
±0,008 til ±0,020 |
Moderat toleranse |
Verktøy stål |
±0,002 til ±0,010 |
Svært trange toleranser på grunn av hardhet |
Titanium |
±0,005 til ±0,015 |
Høyt styrke-til-vekt-forhold |
Sertifiserte måleenheter bidrar til å opprettholde kvalitet og konsistens i hvert prosjekt. Regelmessig kalibrering og forsiktig bruk sikrer at målingene holder seg nøyaktige over tid.
Merk: Dobbeltsjekk av mål før skjæring eller forming hjelper til med å forhindre kostbare feil og materialavfall.
Platefremstilling former flatt metall til sterke, presise deler for mange bransjer. Arbeidere bruker metoder for skjæring, forming, skjøting og etterbehandling med både håndverktøy og maskiner. Å forstå hvert trinn bidrar til å skape produkter av høy kvalitet. Valg av riktig teknikk avhenger av prosjektbehov, materialegenskaper og tilgjengelig utstyr. Ny teknologi, som CNC-maskiner, forbedrer hastighet og nøyaktighet. Materialvalg, som stål eller aluminium, påvirker kostnadene og ytelsen. Nøye planlegging sikrer at plateproduksjon oppfyller designmål og industristandarder.
FAQ
Hva er det vanligste skjæreverktøyet i metallproduksjon?
Saks er det vanligste skjæreverktøyet. Arbeidere bruker dem til rette kutt på tynne ark. Saks gir rene kanter og raske resultater. For tykkere eller komplekse former bruker teknikere ofte sager eller CNC-maskiner.
Hvordan sikrer teknikere sikkerhet under fabrikasjon?
Teknikere bruker hansker, vernebriller og hørselsvern. De følger strenge butikkregler og bruker maskinvern. Regelmessig trening og utstyrskontroll hjelper til med å forhindre skader. Butikker bruker også nødstopp og lockout/tagout-prosedyrer.
Hvilke metaller fungerer best for metallproduksjon?
Stål, aluminium, kobber og messing er de mest populære valgene. Stål gir styrke. Aluminium motstår korrosjon og veier mindre. Kobber gir god ledningsevne. Messing kombinerer styrke med en dekorativ finish.
Hvorfor bruker produsenter CNC-maskiner?
CNC-maskiner kutter, bøyer og former metall med høy presisjon. De følger programmerte instruksjoner. CNC-maskiner reduserer feil og øker produksjonen. Teknikere bruker dem for komplekse former og stramme toleranser.
Hvilken etterbehandlingsmetode beskytter metall mot rust?
Pulverlakk beskytter metall mot rust og slitasje. Det skaper et tøft, fargerikt lag. Teknikere bruker også maling, anodisering og galvanisering for beskyttelse og utseende.
Hvordan måler arbeidere nøyaktighet i metallplater?
Arbeidere bruker skyvelære, mikrometer og stållinjaler. De sjekker tykkelse, lengde og vinkler. Digitale målere og koordinatmålemaskiner hjelper med komplekse deler. Dobbeltsjekking av målinger forhindrer feil.
Kan håndverktøy erstatte maskiner i fabrikasjon?
Håndverktøy fungerer godt for små jobber, reparasjoner og detaljarbeid. Maskiner håndterer store volumer og komplekse former. De fleste butikker bruker begge for best resultat.
Hva er hovedforskjellen mellom sveising og nagling?
Sveising smelter sammen metallstykker for en permanent binding. Nagler sammenføyer ark med metallstifter. Sveising skaper sterkere skjøter. Nagle fungerer godt for blindmontering og rask produksjon.










