A lemezgyártás három fő technológiai kategóriára támaszkodik: vágás, alakítás és illesztés. A támogató lépések közé tartozik a befejezés és a pontos mérés. A leggyakoribb módszerek és eszközök az alábbi táblázatban találhatók:
Technika |
Leírás |
Közös eszközök/módszerek |
Vágás |
Fém formázása anyag eltávolításával |
Kézi ollók, plazmavágók, sarokcsiszolók |
Alakítás |
Fém hajlítása vagy nyújtása formára |
Féknyomó, kalapács, angol kerék |
Csatlakozás |
Fémelemek összekapcsolása |
Hegesztő berendezések, szegecspisztolyok |
Ezek az alapvető lemezgyártási technikák képezik a lemezgyártási folyamat magját. Az egyedi fémlemezgyártási projektek gyakran követik a lemezgyártás 5 kulcsfontosságú lépését: Átfogó útmutató.
5 fő lépés a fémlemezgyártásban
A fémlemezgyártás 5 fő lépése: átfogó útmutató, amely magában foglalja a vágást, az alakítást, az összeillesztést, a kikészítést, valamint a mérést és a biztonságot. Minden lépés speciális fémgyártási technikákat és eszközöket használ a nyersanyagok késztermékekké alakításához. A következő szakaszok lebontják ezeket a lépéseket, és kiemelik a legfontosabb módszereket.
Vágás
A vágás az első lépés a fémlemez gyártási folyamat lépései . Az anyag eltávolításával formálja a fémet, számos alapvető lemezgyártási technikával. A leggyakoribb vágási módszerek közé tartozik a nyírás, a lézervágás, a plazmavágás, a vízsugaras vágás és a fűrészelés. Mindegyik módszer egyedi előnyöket kínál a különböző alkalmazásokhoz.
Nyírás
A nyírás két nagy pengét használ az egyenes vonalak vágásához a fémlemezen. Ez a technika gyors és hatékony, így ideális építési és infrastrukturális projektekhez. A nyírógépek nagy mennyiséget kezelnek, és tiszta, egyenes vágást készítenek. A kezelők gyakran használnak nyírást olyan gyors munkákhoz, amelyek nem igényelnek bonyolult formákat.
Lézeres vágás
A lézeres vágás fókuszált lézersugarat használ a fém átvágására. Ez a módszer nagy pontosságot és sebességet biztosít, különösen vékony anyagok esetén. A lézeres vágás jól működik nagy volumenű gyártásnál és automatizált rendszerekben. Legfeljebb 5/8 hüvelyk vastagságú anyagokra korlátozódik. Sok gyártó választja a lézervágást a pontosság és a tiszta élek miatt.
Plazma vágás
A plazmavágás örvénylő gázokat és elektromos ívet használ a fém vágásához. Ez a technika vastagabb fémeknél hatékony és gyors vágási sebességet biztosít. A plazmavágók különféle fémeket kezelnek, beleértve az acélt és az alumíniumot is. A kezelők a plazmavágást választják, ha vastagabb lemezeket kell gyorsan feldolgozniuk.
Vízsugaras vágás
A vízsugaras vágási folyamat nagynyomású vízáramot használ csiszolóanyagokkal keverve a fém átvágására. A vízsugaras vágás a fémet laposan tartja, és elkerüli a hő által érintett zónákat, így ideális a hőre érzékeny anyagokhoz. A vízsugaras vágás vastag anyagokat is képes kezelni, beleértve az acélt, kerámiát és követ. Sok üzlet vízsugaras vágást alkalmaz olyan projektekhez, amelyek pontosságot igényelnek hőtorzulás nélkül.
Fűrészelés
A fűrészelés az egyik legrégebbi fémvágási módszer. Egyenes vágásokat készít, és egyszerű alkalmazásokhoz is alkalmas. A szalagfűrészek és a vágófűrészek gyakori eszközök ehhez a technikához. A fűrészelés továbbra is megbízható választás az alapvető vágásokhoz a fémgyártási folyamatban.
Tipp: A pontosság kritikus a vágás során. A technikusok fejlett CAD szoftvereket és CNC gépeket használnak a vágások tervezésére és végrehajtására, csökkentve a hibákat és javítva a biztonságot.
Alakítás
A formázás a fémet a kívánt geometriára formálja. Ez a lépés egy sor fémgyártási technikát foglal magában, mint például a hajlítás, sajtolás, nyújtás, hengerlés, mélyhúzás, bevágás, zsugorítás és gyöngyfűzés. A lemezalakítás elengedhetetlen az összetett alkatrészek és szerkezetek létrehozásához.
Hajlítás
A hajlítás a lemezalakítás alapvető része. A kezelők présféket és más hajlítási technikákat használnak szögek és ívek létrehozására. A hajlítás egy egyenes tengely mentén fejti ki az erőt, megváltoztatva az alakot vágás vagy lyukasztás nélkül. Ez a módszer gyakori a konzolok, burkolatok és autóalkatrészek gyártásánál. A lemezhajlítás gondos tervezést igényel a hibák és a pazarlás elkerülése érdekében.
Bélyegzés
A bélyegzés nagy sebességű préseket és matricákat használ, hogy a fémlemezeket meghatározott formákká alakítsák. Ez a technika ideális tömeggyártáshoz és szűk tűréshatárokhoz. A bélyegzés során olyan tárgyakat állítanak elő, mint az autóajtók, gépalkatrészek és acéllemezek. Ez egy kulcsfontosságú módszer a lemezgyártás 5 kulcsfontosságú lépésében: átfogó útmutató.
Nyújtás
A nyújtás húzza a fémet, hogy növelje a felületét. Ez a formázási technika sima, ívelt felületek készítéséhez hasznos. Az üzemeltetők nyújtást alkalmaznak olyan alkatrészeknél, mint az autóipari panelek és a repülőgépek burkolatai. A nyújtás precíz irányítást igényel a szakadás vagy elvékonyodás megelőzése érdekében.
Gördülő
A hengerlés a fémlemezt hengereken haladja át, így összetett keresztmetszeti formákat alakít ki. Ez a módszer pontos és hatékony, és olyan elemeket állít elő, mint a tetőfedő panelek, gerendák és tárolópolcok. A hengerlés létfontosságú része a lemezalakításnak, különösen a nagy szerkezeti elemeknél.
Mély rajz
A mélyhúzás üreges formákat képez a fémlemez szerszámba húzásával. Ezzel a technikával olyan tárgyakat hoz létre, mint a kannák, mosogatók és sisakok. A mélyhúzás gyakori azokban az iparágakban, ahol erős, varratmentes alkatrészekre van szükség.
Bevágás
A bevágás eltávolítja a kis részeket a fémlemez széleiről. Ez az alakítási módszer előkészíti a fémet a további hajlításhoz vagy összekapcsoláshoz. A bevágás fontos az alkatrészek összeillesztéséhez.
Csökkenő
A zsugorodás csökkenti a fémlemez bizonyos területeinek méretét. Ez a technika segít ívek és kontúrok létrehozásában. A kezelők zsugorítást alkalmaznak az illeszkedés és a felület beállításához az egyedi projektekben.
Gyöngyfűzés
A gyöngysor emelt vagy behúzott vonalakat ad a fémlemezhez. Ez az alakítási folyamat megerősíti a fémet és javítja a megjelenést. A gyöngyfűzés gyakori a díszítő szegélyeknél és a megerősítéseknél.
Megjegyzés: Az anyagtágulás és deformáció kezelése kihívást jelent az alakítás során. A technikusok olyan szoftvereket használnak, mint a SolidWorks, hogy kiszámítsák a mintákat és optimalizálják a hajlítási szekvenciákat, csökkentve ezzel a veszteséget és a hibákat.
Csatlakozás
Az összeillesztés külön-külön fémdarabokat köt össze, így egy teljes szerelvényt alkot. A fémlemezgyártás fő összekapcsolási technikái közé tartozik a hegesztés, a szegecselés és a ragasztás. Mindegyik módszer különböző erősségeket kínál, és a projekt követelményei alapján választják ki.
Hegesztés
A hegesztés egy tartós illesztési módszer, amely fémdarabokat egyesít. Nagy teherbírást és szivárgásmentes csatlakozásokat biztosít. A hegesztés összetett alakzatokhoz alkalmas, és széles körben használják a fémgyártási folyamatban. A kezelőknek szabályozniuk kell a hőt, hogy megakadályozzák a vetemedést, különösen vékony anyagoknál. A fémhegesztés olyan technikákat foglal magában, mint a MIG, AWI és lézerhegesztés.
Szegecselés
A szegecselés fém rögzítőelemeket használ a lapok összekapcsolásához. Ez a technika erős, állandó kötéseket hoz létre, és lehetővé teszi a vak összeszerelést. A szegecselés költséghatékony és megbízható, így számos iparágban népszerű választás.
Ragasztó ragasztás
Az öntapadó ragasztás speciális ragasztókkal köti össze a fémdarabokat. Ez a módszer egyszerű, és különböző anyagokat köthet össze. A ragasztás nem befolyásolja a fém fizikai tulajdonságait. A hegesztéshez vagy szegecseléshez képest azonban gyengébb kötéseket produkál.
A minőségellenőrzés elengedhetetlen a csatlakozás során. A kezelők szorítókat, rögzítéseket és automatizált ellenőrző rendszereket használnak az erős, hibamentes kötések biztosítására.
Végső
A bevonat a lemezalkatrészek végleges megjelenését adja, és megóvja azokat a sérülésektől. Ez a lépés javítja a tartósságot, a megjelenést és a teljesítményt. A technikusok többféle módszert alkalmaznak az éles szélek eltávolítására, a felületek simítására és a védőbevonatok felvitelére.
Sorjázás
A sorjázás eltávolítja az éles éleket és a vágás vagy lyukasztás után megmaradt sorját. A dolgozók kézi reszelőket, sorjázó kerekeket vagy speciális gépeket használnak. Ez az eljárás megakadályozza a sérüléseket, és segíti az alkatrészek zökkenőmentes illeszkedését. A sorjázás emellett felkészíti a felületet a további simítási lépésekre.
Őrlés
A csiszolás kisimítja az érdes felületeket és eltávolítja a felesleges anyagot. A kezelők sarokcsiszolókat, szalagcsiszolókat vagy asztali csiszolókat használnak. A csiszolás egyenletes felületet hoz létre és kijavítja a kisebb hibákat. Fontos, hogy a megfelelő szemcsét és technikát használjuk, hogy elkerüljük a fém sérülését.
Polírozás
A polírozás fényes, fényvisszaverő felületet ad a fémlemeznek. A dolgozók polírozó kerekeket, polírozó párnákat és speciális keverékeket használnak. A polírozás javítja a megjelenést és csökkenti a súrlódást is. Sok díszítőelemhez, például panelekhez és burkolatokhoz szükséges ez a lépés.
Bevonat
A bevonat megvédi a fémet a korróziótól és a kopástól. Számos bevonási módszer létezik, mindegyiknek megvan a maga célja. Az alábbi táblázat összefoglalja a gyakori befejezési módszereket és azok főbb felhasználásait:
Befejezési módszer |
Fő cél(ok) |
Eloxálás |
Védő oxid bevonatot képez a korrózióállóság javítása és a sérülések elleni védelem érdekében. |
Vegyi őrlés |
Díszítő mintákat, logókat vagy jelöléseket marat a fémlemez alkatrészekre. |
Galvanizálás |
A fémfelületeket egy másik fémmel vonja be a korrózióállóság és a megjelenés javítása érdekében. |
Gyöngyszórás |
Matt felületet hoz létre, vagy üveggyöngyökkel eltávolítja a felületi hibákat. |
Porbevonat |
Száraz porfóliát visz fel a korrózió és kopás elleni védelem érdekében, valamint vonzó színt biztosít. |
Folyékony festék |
Sima, polírozott megjelenést biztosít a felületek festékkel való bevonásával. |
Lángpermetezés |
Az olvadt fémet a felhevített alkatrészekre permetezi, így sima, kész felületet hoz létre. |
Selyemszűrés |
Szilikon tintával színes, dekoratív mintákat vagy szöveget hoz létre a felületen. |
A felületkezelés javítja a lemezalkatrészek minőségét és élettartamát. A módszer megválasztása a kívánt megjelenéstől, a tartósságtól és a költségektől függ.
Tipp: A gondos kezelés és a berendezés rendszeres karbantartása segít megelőzni a felületi karcolásokat és az igazítási problémákat a befejezés során. A védőfóliák és a 3D modellező szoftverek használata szintén csökkentheti a gyakori problémákat.
Mérés és biztonság
A pontos mérés és a szigorú biztonsági gyakorlatok kiváló minőségű eredményeket biztosítanak a lemezgyártás során. Ezek a lépések segítenek megelőzni a hibákat, csökkenteni a pazarlást és megvédeni a dolgozókat.
Mérőeszközök
A technikusok különféle eszközöket használnak a méretek és tűrések ellenőrzésére. A gyakori mérőeszközök a következők:
Tolómérők és mikrométerek a vastagság és hossz pontos ellenőrzéséhez
Mérőszalagok és vonalzók általános mérésekhez
Koordináta mérőgépek (CMM) szűk tűréssel rendelkező összetett alkatrészekhez
Digitális mérőeszközök és lézeres mérőeszközök a gyors, pontos leolvasáshoz
A méretpontosság kritikus a megfelelő illeszkedés és működés szempontjából. A munkások gyakran kétszer ellenőrzik a méréseket vágás vagy formázás előtt. A CAD-szoftverek, például a SolidWorks vagy az Autodesk Fusion 360 segítik a pontos tűréshatárok beállítását és fenntartását a folyamat során. A mérőműszerek rendszeres kalibrálása megbízható eredményeket biztosít.
Megjegyzés: Az ellenőrzési protokollok minden szakaszban – vágás, alakítás és hegesztés – korán észlelik a hibákat, és csökkentik a selejt mennyiségét. Az első darabos ellenőrzés és a folyamatos felügyelet segít a pontosság megőrzésében még a szerszámok elhasználódása esetén is.
Biztonsági berendezések
A biztonság továbbra is elsődleges prioritás marad minden gyártóüzemben. A munkavállalók egyéni védőfelszerelést (PPE) használnak a sérülések elkerülése érdekében. Az alapvető biztonsági felszerelés a következőket tartalmazza:
Kesztyű a kéz védelmére az éles szélektől és a forró felületektől
Védőszemüveg vagy arcvédő a szemsérülések megelőzésére
Hallásvédelem zajos környezetben
Légzőkészülék vagy maszk, ha porral vagy gőzzel dolgozik
Sisakok és védőruházat hegesztési feladatokhoz
Az üzletek szigorú biztonsági protokollokat alkalmaznak, és rendszeres képzést biztosítanak. A gép őrzése, a vészleállítások és a lezárási/kijelölési eljárások megakadályozzák a mozgó berendezésekkel kapcsolatos baleseteket. A jó takarítás, a megfelelő emelési technika és a megfelelő szellőzés tovább csökkenti a kockázatokat.
A berendezések rendszeres karbantartása, a képzett személyzet és az olyan iparági szabványok betartása, mint az ISO 9001 és az AWS D1.1, garantálják a biztonságot és a minőséget. Ezek a gyakorlatok minimalizálják a pazarlást, megelőzik a sérüléseket, és segítenek megbízható, jó minőségű termékek szállításában.
Lemezgyártási technikák
Vágási módszerek
A vágás az első nagy lépés a legtöbb lemezgyártási folyamatban. A technikusok különféle lemezvágási technikákat alkalmaznak a fémlemezek szétválasztására, formázására vagy méretére. Mindegyik módszer egyedi tűréseket kínál, és bizonyos anyagvastagságok esetén működik a legjobban. Az alábbi táblázat összehasonlítja a leggyakoribb vágási módszereket:
Vágási módszer |
Tipikus tűréshatárok (mm) |
Anyagvastagság tartomány (mm) |
Főbb jellemzők és megjegyzések |
Vízsugár vágás |
±0,03-±0,08 |
200-ig |
A legpontosabb módszer; hidegvágás kiküszöböli a hőtorzulást; egyenletes pontosság a vastagságok között. |
Lézeres vágás |
±0,05-±0,1 |
25-30-ig |
Gyors feldolgozás; kiváló pontosság vékony és közepes anyagokon; a hőtorzulás hatással lehet a vastag szakaszokra. |
Plazma vágás |
±0,5-±1,5 |
100+ |
Vastag anyagokhoz alkalmas; lazább tűréshatárok; nagy sebességű vágás szerkezeti alkalmazásokhoz. |
Mechanikus nyírás |
±0,1-±0,5 |
12-ig |
Költséghatékony egyenes vágásokhoz; közepes pontosság; korlátozott vastagsági képesség. |
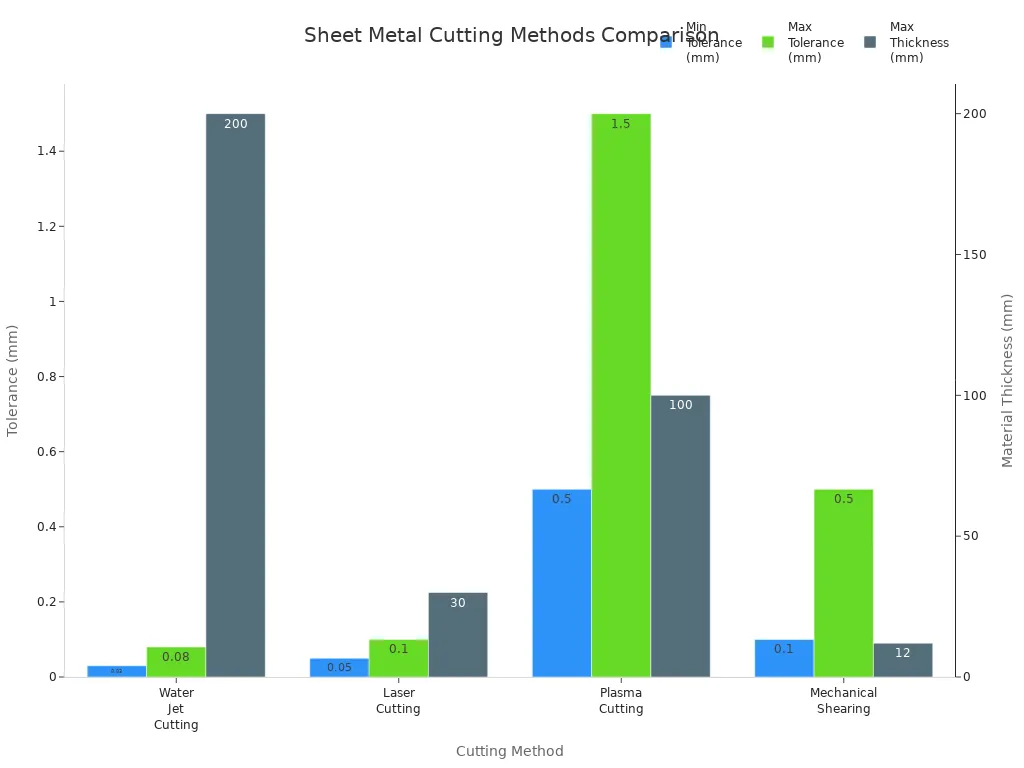
A vízsugaras vágás a legnagyobb pontosságot biztosítja, és jól működik vastag anyagokhoz. A lézeres vágás sebességet és pontosságot biztosít vékony és közepes lapokhoz. A plazmavágás gyorsan, bár kisebb pontossággal kezeli a vastag fémeket. A mechanikus nyírás továbbra is költséghatékony a vékonyabb lapok egyenes vágásához. Ezek a vágási technikák számos fémgyártási technika alapját képezik.
Tipp: A megfelelő vágási módszer kiválasztása a szükséges tűréstől, az anyagvastagságtól és a projekt költségvetésétől függ.
Alakítási módszerek
A formázás a lapos fémlemezeket háromdimenziós formákká alakítja. A lemezalakítási technikák a folyamatok széles skáláját foglalják magukban, amelyek mindegyike meghatározott formákhoz és anyagokhoz alkalmas. Az alábbi táblázat felvázolja a leggyakoribb formázási módszereket és az egyes anyagokhoz a legalkalmasabb anyagokat:
Formázási módszer |
Leírás |
Megfelelő anyagok |
Nyomja meg a Fékezés gombot |
V-alakú szerszámot használ a fémlemez hajlításához, így precíz hajtásokat és dobozszerű szerkezeteket hoz létre. |
Acél, alumínium, sárgaréz |
Slip Rolling |
Fémlemezt enged át a görgők között, így hideghengerlésen keresztül kúpokat és hengereket képez. |
Acél, alumínium, réz |
Bélyegzés |
Nagy volumenű hidegalakítás szerszámmal és lyukasztóval lyukakkal, karimákkal, domborításokkal ellátott alkatrészek formázására. |
Acél, alumínium, sárgaréz |
Peremezés (peremezés) |
Kiszélesedő vagy karimás éleket képez peremekhez vagy megerősítéshez. |
Acél, alumínium |
Domborítás |
Magas vagy süllyesztett mintákat hoz létre fémlemez felületeken. |
Acél, alumínium, réz |
Zsaluzás |
Szögletes réseket vagy szellőzőnyílásokat képez a szellőzés vagy az esztétika érdekében. |
Acél, alumínium |
Coining |
Rendkívüli nyomást alkalmaz a részletes benyomások létrehozásához. |
Acél, sárgaréz |
Pörgetés |
Forgó tüskén formálja a fémet, hogy üreges, tengelyirányban szimmetrikus részeket készítsen. |
Alumínium, Acél |
Tekercsformálás |
Fokozatosan meghajlítja a fémlemezt hengereken keresztül hosszú hajlítások vagy ívek kialakításához. |
Acél, alumínium |
A hajlítás a legszélesebb körben alkalmazott alakítási eljárás. A kezelők nyomófékeket használnak V, U és csatorna alakzatok létrehozásához. A rajz a fémet a mély, összetett alkatrészekhez, például az autóipari panelekhez használt szerszámokká nyújtja. A hajlítás hengerelt éleket képez az élesség csökkentése és a biztonság növelése érdekében. A bélyegzés magában foglalja a mélyhúzást, a négycsúsztatást, a hidroformázást, a blankolást, a coiningot és a dombornyomást. Minden formázási technika formálja a fémet a végső felhasználáshoz.
Az acél, alumínium, réz és sárgaréz a legelterjedtebb anyag a fémlemezek alakításához. Az acél szilárdságot és tartósságot biztosít. Az alumínium könnyű és ellenáll a korróziónak. A réz kiváló vezetőképességet és alakíthatóságot biztosít. A sárgaréz az erőt a dekoratív felülettel ötvözi.
Megjegyzés: A megfelelő alakítási módszer és anyag kiválasztása biztosítja, hogy a kész alkatrész megfeleljen a szilárdsági, megjelenési és költségigényeknek.
Csatlakozási módszerek
Az illesztési módszerek különálló fémdarabokat kötnek egyetlen szerelvénybe. Az összeillesztés leggyakoribb gyártási technikái közé tartozik a hegesztés, a mechanikus rögzítés, a hajtogatási kötések, a ráncolás és a ragasztás. Az alábbi táblázat összefoglalja ezeket az összekapcsolási technikákat:
Csatlakozási módszer |
Erő |
Tipikus használati esetek |
Korlátozások |
Hegesztés |
Magas |
Állandó, nagy szilárdságú kötések autóiparban, ipari gépekben, repülőgépiparban |
Szakképzett munkaerőt igényel, a hő eltorzíthatja a vékony fémeket |
Mechanikus rögzítés |
Mérsékelt |
Levehető kötések, szerelősorok, HVAC, készülékgyártás |
Növeli a súlyt, befolyásolhatja az esztétikát, gyengébb, mint a hegesztés |
Összecsukható ízületek |
Alacsony vagy közepes |
Könnyű, vizuálisan tiszta csatlakozások, HVAC légcsatorna, burkolatok, nem teherhordó autóipari panelek |
Vékony fémekre korlátozva, kevésbé erős, mint a hegesztés, pontos hajlítást igényel |
Összekapaszkodva |
Mérsékelt |
Nagy volumenű gyártás, HVAC, könnyű szerelvények |
Korlátozott erősségű, nem nagy igénybevételű alkalmazásokhoz |
Ragasztó ragasztás |
Alacsony vagy közepes |
Különböző fémek összekapcsolása, sima felületek, könnyű szerkezetek |
Kisebb szilárdság, érzékeny a környezetre, hosszabb kötési idő |
A hegesztés erős, tartós kötéseket hoz létre, és elengedhetetlen az autóiparban és az ipari alkalmazásokban. A mechanikus rögzítés csavarokat, csavarokat vagy szegecseket használ a levehető csatlakozásokhoz. Az összecsukható illesztések és a rögzítés jól használható könnyű szerkezetekhez és HVAC csatornákhoz. Az öntapadó ragasztás különböző fémeket köt össze, és sima felületet biztosít, bár kisebb szilárdságot biztosít, mint a hegesztés.
A technikusok gyakran kombinálják az illesztési technikákat, hogy egyensúlyba hozzák az erőt, a megjelenést és a gyártási sebességet a fémgyártási folyamatban.
Befejezési módszerek
A befejező módszerek a lemezalkatrészek végleges megjelenését adják, és megóvják őket a sérülésektől. Ezek a technikák javítják a tartósságot, a biztonságot és a látványt. A munkások az alkatrész funkciója, a környezet és a kívánt megjelenés alapján választják ki a befejezési módszereket.
Általános befejezési módszerek a lemezgyártásban:
Sorjázás
A sorjázás eltávolítja az éles széleket és a vágás vagy lyukasztás után visszamaradt apró fémdarabokat. A munkások kézi reszelőket, sorjázó kerekeket vagy gépeket használnak ehhez a folyamathoz. A sorjázás biztonságosabbá teszi az alkatrészek kezelését, és előkészíti a felületeket a további simításra.
Köszörülés A
köszörülés kisimítja az érdes felületeket és eltávolítja a felesleges anyagot. A kezelők sarokcsiszolókat, szalagcsiszolókat vagy asztali csiszolókat használnak. A csiszolás egyenletes felületet hoz létre és kijavítja az apró hibákat. Ez a lépés fontos azoknál az alkatrészeknél, amelyeknek tiszta, egyenletes felületre van szükségük.
Polírozás
A polírozás fényes, tükröződő felületet ad a fémlemeznek. A dolgozók polírozó kerekeket, polírozó párnákat és speciális keverékeket használnak. A polírozás javítja az alkatrészek megjelenését, és csökkenti a súrlódást is. Sok díszítő vagy látható rész igényli ezt a lépést.
Bevonat A
bevonat megvédi a fémet a korróziótól, a nedvességtől és a kopástól. Számos bevonási módszer létezik. Mindegyik különböző előnyöket kínál:
Bevonási módszer |
Fő előny |
Tipikus használat |
Porbevonat |
Tartós, színes kivitel |
Berendezések, autóalkatrészek |
Eloxálás |
Korrózióállóság, kemény felület |
Alumínium alkatrészek |
Galvanizálás |
Fényes, védő fémréteg |
Dísztárgyak, hardver |
Festés |
Sima, színes megjelenés |
Panelek, burkolatok |
A porbevonat száraz port és hőt használ, hogy kemény, színes réteget hozzon létre. Az eloxálás védő oxidréteget képez, többnyire alumíniumon. A galvanizálás egy másik fémmel, például krómmal vagy nikkellel borítja a fémet. A festés színt ad és védi a felületet.
Gyöngyszemcseszórás
A szemcseszórás kis üveggyöngyöket használ nagy sebességgel a felület tisztítására és textúrájára. Ez a módszer eltávolítja a hiányosságokat és matt felületet hoz létre. A dolgozók gyakran gyöngyszórást alkalmaznak festés vagy bevonat előtt.
Tipp: A megfelelő befejezési mód kiválasztása az alkatrész felhasználásától, a fém típusától és a szükséges tartósságtól függ. A megfelelő kikészítés meghosszabbítja a lemeztermékek élettartamát és javítja teljesítményüket.
A befejező módszerek kulcsszerepet játszanak a lemezgyártás folyamatában. Biztosítják, hogy az alkatrészek jól nézzenek ki, hosszabb ideig tartsanak és megfeleljenek a biztonsági előírásoknak. Képzett technikusok választják ki és alkalmazzák ezeket a módszereket, hogy a legjobb eredményeket érjék el az egyes projekteknél.
Alapvető eszközök
Vágószerszámok
A lemezgyártás a vágószerszámokkal kezdődik. Ezek az eszközök fémlemezeket formáznak és méreteznek a későbbi lépésekhez. Minden eszköz meghatározott célt szolgál.
Olló
Az olló egyenes vonalú vágásokat készít a lapos lapokon. A kezelők guillotine-vágókat használnak nagy volumenű, ismétlődő feladatokhoz. A nyírás vékonyabb anyagoknál működik a legjobban, és tiszta éleket eredményez. Ez az eszköz elengedhetetlen a fémek alakítás előtti előkészítéséhez.
Fűrészek
A fűrészek vastagabb vagy keményebb fémeket is kezelnek. Szalagfűrészek és elektromos fémfűrészek egyenes vonalakat vágnak egymásra rakott lapokon. A görgős fűrészek segítenek a bonyolult kialakításban. Dugattyús fűrészek csöveket és profilokat vágnak. Minden fűrésztípus más-más vágási igénynek felel meg.
Snips
A szálak nagy teherbírású ollóhoz hasonlítanak. Az ónforgácsok egyenes vonalakat és enyhe íveket vágnak vékony lapokban. A repülési bevágások részletesebb íveket és köröket tesznek lehetővé. A dolgozók kis léptékű vagy művészi projektekhez szeleteket használnak.
CNC gépek
A CNC gépek nagy pontossággal automatizálják a vágást. A lézervágók, plazmavágók és vízsugárvágók ebbe a kategóriába tartoznak. Ezek a gépek bonyolult formákat és szűk tűréshatárokat kezelnek. A CNC technológia javítja a vágási folyamat sebességét és pontosságát.
Tipp: A sarokcsiszolók és fémcsiszolók is szerepet játszanak a vágásban, köszörülésben és polírozásban. Sokoldalúságot kínálnak durva és finom munkákhoz egyaránt.
Alakító eszközök
A formázó szerszámok lapos fémet háromdimenziós részekre formálnak. Ez a lépés magában foglalja a hajlítást, nyújtást, sajtolást és hengerlést. Minden eszköz más formázási módszert támogat.
Nyomja meg a Fékeket
A présfékek hajtják végre a nyomófék hajlítását. A kezelők ezeket a gépeket precíz szögek és hajtások létrehozására használják. A présfékek egyenes tengely mentén fejtik ki az erőt, így ideálisak a konzolok, burkolatok és panelek hajlításához. A mechanikus és hidraulikus prések különböző sebesség és erő opciókat kínálnak.
Gurulógépek
A hengerelőgépek fémlemezt adnak át a hengerek között. Ez a folyamat kúpokat, hengereket és ívelt formákat képez. A csúszóhengerlés jól működik acél, alumínium és réz esetében. A hengeralakító sorok hosszú, folyamatos íveket kezelnek a gerendák és panelek esetében.
Kalapácsok és babák
Kalapácsok és babák segítik a kézi formázást. A dolgozók nyújtásra, zsugorításra és görbék alakítására használják őket. Ezek az eszközök részletes beállításokat és egyedi munkákat tesznek lehetővé. Az angol kerekek sima, íves felületek kialakítását is segítik.
Megjegyzés: Az alakítószerszámok közé tartoznak a bélyegzéshez és a lyukasztáshoz szükséges lyukasztó- és szerszámkészletek. Minden formázási technika megköveteli a megfelelő szerszámot a pontosság és a hatékonyság érdekében.
Csatlakozási eszközök
Az összekötő szerszámok különálló fémdarabokat kötnek össze. A fő csatlakozási módok közé tartozik a hegesztés, a szegecselés és a ragasztás.
Hegesztő berendezések
A hegesztőgépek, mint például a TIG és MIG hegesztők erős, tartós kötéseket hoznak létre. Ezek a gépek lehetővé teszik a hő és a töltőanyag pontos szabályozását. A hegesztés megőrzi a fémszerelvények szerkezeti integritását. Az üzemeltetők hegesztést használnak autóipari, ipari és javítási projektekben.
Szegecsfegyverek
A szegecspisztolyok a fémlemezeket fémcsapokkal rögzítik egymáshoz. A szegecselés megbízható és költséghatékony illesztési módszert kínál. Ez az eszköz jól használható vakszereléshez és nagy volumenű gyártáshoz.
Ragasztó eszközök
A ragasztószerszámok speciális ragasztókat alkalmaznak a fémek ragasztására. Ezzel a módszerrel különböző anyagokat egyesítenek, és sima felületet hoznak létre. A ragasztás egyszerű, de gyengébb kötéseket eredményez, mint a hegesztés vagy a szegecselés.
A technikusok gyakran használnak rögzítőelemeket, huzalvágókat és jelölőeszközöket az összeillesztés és a befejezés során. Ezek az eszközök pontos összeszerelést és biztonságos csatlakozást biztosítanak.
Befejező eszközök
A befejező szerszámok végleges megjelenést adnak a lemezalkatrészeknek, és megóvják őket a sérülésektől. Ezek az eszközök segítenek sima, biztonságos és vonzó felületek létrehozásában. A munkások befejező szerszámokat használnak a vágási, alakítási és illesztési lépések után.
Darálók
A csiszolók eltávolítják a fémlemez durva éleit, hegesztési gyöngyöket és felületi hibáit. Segítenek egységes felület kialakításában, és előkészítik az alkatrészeket a festéshez vagy bevonathoz. A dolgozók többféle csiszológép közül választhatnak:
Sarokcsiszolók : Ezek a szerszámok forgó csiszolókorongokat használnak. Jól használhatók hegesztési varratok simításához és élek tisztításához.
Asztali köszörűk : Ezek a helyhez kötött gépek két csiszolókoronggal rendelkeznek. A dolgozók szerszámok élezésére és apró alkatrészek simítására használják.
Szalagcsiszolók : ezek a gépek folyamatos csiszolószalagot használnak. Segítenek a nagy, lapos felületeken, és gyorsan eltávolítják az anyagot.
A kezelők a munka mérete és a fém típusa alapján választják ki a megfelelő csiszolót. Gyakran különböző szemcseméreteket használnak a kívánt felület eléréséhez. A durva szemcsék gyorsan eltávolítják az anyagot, míg a finom szemcsék simább felületet hoznak létre.
Tipp: Mindig viseljen védőszemüveget és kesztyűt a darálók használatakor. A szikrák és a fémdarabok sérüléseket okozhatnak.
Polírozók
A polírozók fényes, fényvisszaverő felületet adnak a fémlemeznek. Eltávolítják a finom karcolásokat, és az alkatrészeket tisztának és professzionálisnak látják. A polírozók puha kerekeket vagy polírozó keverékkel ellátott párnákat használnak. Ezek a vegyületek segítenek kisimítani a felületet és ragyogó fényt kölcsönözni.
A polírozók gyakori típusai a következők:
Rotációs polírozók : Ezek az eszközök egy puha párnát körkörösen pörgetnek. Jól működnek sík és ívelt felületeken.
Orbitális polírozók : Ezek a gépek kis pályán mozgatják a párnát. Csökkentik az örvénylési nyomokat és elősegítik az egyenletes felület elérését.
A munkások gyakran fényesítik a dekoratív paneleket, kárpitokat és látható részeket. Több polírozási lépést is alkalmazhatnak, kezdve egy durva keverékkel és egy finom polírozással. A megfelelő polírozás javítja a megjelenést és a korrózióállóságot.
Megjegyzés: Polírozás előtt tisztítsa meg a felületet. A szennyeződés vagy a szemcsék megkarcolhatják a fémet, és tönkretehetik a felületet.
Bevonó berendezések
A bevonatoló berendezés megvédi a fémlemezt a rozsdától, a nedvességtől és a kopástól. Emellett színt ad és javítja a megjelenést. Számos típusú bevonóberendezés létezik:
Berendezés típusa |
Fő felhasználás |
Közös bevonatok |
Szórópisztolyok |
Vigyen fel festéket vagy folyékony bevonatot |
Festék, zománc, lakk |
Porfestő pisztolyok |
Vigyen fel száraz porfestékeket |
Porbevonat |
Merülő tartályok |
Merítse az alkatrészeket folyadékba |
Bevonatozás, eloxálás |
A szórópisztolyok sűrített levegővel vékony, egyenletes festékréteget hordnak fel. A porfestő pisztolyok elektromos energiát használnak, hogy port ragasztanak a fémhez, amely aztán rásül. A mártogató tartályok folyadékfürdőbe mártva vonják be az alkatrészeket.
Az üzemeltetők a bevonat típusa és alkatrész mérete alapján választják ki a megfelelő berendezést. A megfelelő bevonat meghosszabbítja a lemeztermékek élettartamát és újszerű megjelenést kölcsönöz.
A megfelelő befejező szerszámok használata biztosítja, hogy minden fémlemez alkatrész megfeleljen a minőségi és biztonsági előírásoknak. A szakképzett dolgozók tudják, hogyan kell kiválasztani és használni ezeket az eszközöket a legjobb eredmény érdekében.
Kéziszerszámok és gépek
Alapvető kéziszerszámok
Az alapvető kéziszerszámok közvetlen irányítást biztosítanak a fémmegmunkálóknak a gyártási folyamat felett. Ezek az eszközök gyakorlati megközelítést tesznek lehetővé, így ideálisak kisebb munkákhoz, prototípus-készítéshez és részletes munkákhoz. A szakmunkások gyakran előnyben részesítik a kéziszerszámokat, amikor érezniük kell az anyagot és pontos beállításokat kell végrehajtaniuk. A kéziszerszámok is segítenek a helyes vásárlási szokások megtanításában, és támogatják a csapattagok közötti tudásmegosztást.
Eszköz neve |
Tipikus alkalmazás |
Drótvágó olló |
A kopott végek levágása és a fémlemez széleiről készült bitek levágása. |
Torok nélküli olló |
Ívelt, szabálytalan vagy egyenes vágások készítése fémen; lehetővé teszi a fém szabad mozgását a penge körül. |
Szögcsiszoló |
Fémek polírozása, vágása és csiszolása; sokoldalú kézi elektromos kéziszerszám. |
Sarokcsiszoló tárcsák |
Különféle tárcsák (vágókorongok, csiszolókorongok, lapos tárcsák) vágáshoz, köszörüléshez és simításhoz. |
Cleco kötőelemek |
Több fémlemez ideiglenes összetartása a végleges összekapcsolás előtt. |
Fúrószárak |
Lyukak fúrása fémlemez darabok kombinálásához; szabványos és gépi csavarfejeket tartalmaz. |
Jelölőeszközök |
Eszközök, mint például féknyírók, féknyergek és elválasztók a pontos méréshez és fémen történő jelöléshez. |
Biztonsági berendezések |
Sisakok, szemüvegek, kesztyűk és védőruházat a dolgozók biztonsága érdekében. |
A kéziszerszámok kiválóak azokban a helyzetekben, amikor a sebesség kevésbé fontos, mint a pontosság és a kidolgozottság. A dolgozók elkerülhetik a gép beállítási idejét, és gyorsan beállíthatják. Például egy fémmegmunkáló torok nélküli ollót használhat egyedi ívek levágásához, vagy jelölőeszközöket a pontos minta elrendezéséhez. A kéziszerszámok jobb visszacsatolást és irányítást is lehetővé tesznek, amit a gépek nem mindig tudnak biztosítani.
A kéziszerszámok továbbra is nélkülözhetetlenek a részletes, kézműves munkához. Minden gyártóüzemben támogatják a kreativitást és a készségfejlesztést.
Elektromos szerszámok és gépek
Az elektromos kéziszerszámok és gépek átalakítják a fémmunkások nagy vagy összetett projektek kezelését. Ezek az eszközök növelik a sebességet és a termelékenységet, így a legjobb választás a nagy volumenű vagy ismételhető feladatokhoz. Az olyan gépek, mint a hidraulikus présfékek, CNC-vágók és automatizált hegesztőrendszerek, egyenletes eredményeket és szűk tűréseket biztosítanak.
A gépek a termelési sebesség növelésével és az emberi hibák csökkentésével javítják a hatékonyságot. Az automatizált rendszerek nagy pontossággal kezelik az ismétlődő feladatokat. A CNC gépek és a robothegesztők fáradság nélkül képesek bonyolult formák és nagy tételek megmunkálására. A biztonsági funkciók, mint például a védőburkolatok és az automatikus kikapcsolás segít megvédeni a kezelőt a sérülésektől.
Vonatkozás |
Gépek lemezgyártásban |
Alapvető kéziszerszámok a fémlemezgyártásban |
Cél |
Hatékony formázás, vágás és formázás nagyobb térfogatok vagy precíz, megismételhető munkák érdekében |
Kisebb munkákhoz, prototípuskészítéshez vagy részletes kézműves munkákhoz használható |
Hangerő és sebesség |
Alkalmas nagy mennyiségű és gyorsabb gyártásra |
Praktikusabb kis mennyiségekhez, vagy amikor a sebesség kevésbé kritikus |
Pontosság és kontroll |
A gépek állandó, megismételhető pontosságot biztosítanak |
A kéziszerszámok tapinthatóbb irányítást és tapintást tesznek lehetővé |
Alkalmazási kontextus |
Ipari gyártás, tömeggyártás |
Kézművesség, prototípus készítés, kis munkaboltok |
A gépek kiválóak a nagy mennyiségű gyártásban, de a kéziszerszámok továbbra is létfontosságúak az egyedi munkákhoz és a finombeállításokhoz. Egy kiegyensúlyozott üzlet mindkettőt használja a legjobb eredmény elérése érdekében.
Biztonság és mérés
Biztonsági felszerelés
A fémlemezgyártás éles széleket, nehéz gépeket és hangos környezetet igényel. A munkavállalóknak megfelelő biztonsági felszerelést kell használniuk, hogy megvédjék magukat a sérülésektől. Az egyéni védőeszközök (PPE) legfontosabb típusai a következők:
Kesztyű : Védje a kezét a vágásoktól, égésektől és éles szélektől.
ANSI Z87.1 tanúsítvánnyal rendelkező védőszemüveg : védi a szemeket a repülő törmeléktől és szikrától.
Hallásvédelem : A füldugók vagy fültokok csökkentik a halláskárosodás kockázatát a zajos üzletekben. Az OSHA hallásvédelmet ír elő, ha a zajszint meghaladja a 85 decibelt egy nyolcórás műszak alatt.
Légzőmaszkok : Szűrje ki a port, a füstöt és a levegőben szálló részecskéket a vágás, csiszolás vagy hegesztés során.
Védőruházat : A lángálló kabátok és kötények védenek a szikrától és a forró fémtől.
Az üzletek gépvédelmet is alkalmaznak, hogy megakadályozzák a mozgó alkatrészek véletlenszerű érintkezését. A védőburkolatok, a fényfüggönyök, a reteszelők és a vészleállító gombok segítik a dolgozók biztonságát. A LOTO (Lockout/tagout) eljárások elszigetelik az energiaforrásokat a karbantartás során, csökkentve ezzel az elektromos vagy mechanikai sérülések kockázatát. A National Electrical Code (NEC) szabványokat határoz meg az elektromos biztonságra vonatkozóan, míg az olyan szervezetek, mint az American Welding Society (AWS) és az ISO képzést és tanúsítványt biztosítanak a biztonságos gyakorlatokhoz.
A PPE megfelelő karbantartása és a rendszeres edzés kulcsszerepet játszik a sérülések megelőzésében. A tiszta, jól karbantartott felszerelés jobban működik és tovább tart. Tanulmányok azt mutatják, hogy a gépek átfogó őrzése és biztonsági képzése akár 90%-kal csökkentheti a kéz- és ujjsérüléseket a fémlemezműhelyekben.
Tipp: A dolgozóknak minden műszak előtt ellenőrizniük kell a biztonsági felszerelésüket, és azonnal cserélniük kell a sérült elemeket.
Mérőeszközök
A pontos mérés biztosítja, hogy a fémlemez alkatrészek illeszkedjenek egymáshoz és a tervezett módon működjenek. A gyártók számos mérőeszközt használnak, amelyek mindegyike saját pontossággal rendelkezik. A leggyakoribb eszközök a következők:
Precíziós acél vonalzók : 0,001 hüvelyk pontosságot biztosítanak, hossztól függően.
Precíziós mérőszalag : ±1/32 hüvelyk tűrést kínál 12 láb hosszúságig, és ±1/16 hüvelyk hosszabb mérésekhez.
Kalibrált acél vonalzók és mérőszalagok : Ezek a nemzeti szabványok szerint követhető szerszámok hitelesített pontossággal és dokumentált eltérésekkel rendelkeznek.
Mikrométerek : A kézi szerszámok közül a legnagyobb pontosságot biztosítják. A digitális, nóniuszos, belső és asztali mikrométerek gondos kezelést igényelnek. A legjobb eredmény érdekében a felhasználóknak meg kell szüntetniük az orsójátékot, nullázniuk kell az eszközt, enyhe nyomást kell alkalmazniuk, és tisztán kell tartaniuk a mérési felületeket.
Az alábbi táblázat a különböző fémlemezanyagok tipikus tűréstartományait mutatja be:
Anyag típusa |
Tipikus tűréstartomány (hüvelyk) |
Megjegyzések |
Alumíniumötvözetek |
±0,010-±0,030 |
Lágyabb, alakíthatóbb |
Rozsdamentes acél |
±0,005-±0,015 |
Nehezebb, szigorúbb tűrést igényel |
Szénacél |
±0,015-±0,045 |
Mérsékelt tolerancia |
Rézötvözetek |
±0,008-±0,020 |
Mérsékelt tolerancia |
Szerszámacél |
±0,002-±0,010 |
Nagyon szűk tűrések a keménység miatt |
Titán |
±0,005-±0,015 |
Magas szilárdság/tömeg arány |
A tanúsított mérőeszközök segítenek megőrizni a minőséget és a konzisztenciát minden projektben. A rendszeres kalibráció és a gondos használat biztosítja, hogy a mérések idővel pontosak maradjanak.
Megjegyzés: A vágás vagy formázás előtti mérések kétszeri ellenőrzése segít elkerülni a költséges hibákat és az anyagpazarlást.
A fémlemezgyártás a lapos fémet erős, precíz alkatrészekké formálja számos iparág számára. A munkások vágási, alakítási, illesztési és befejező módszereket alkalmaznak kéziszerszámokkal és gépekkel egyaránt. Az egyes lépések megértése segít kiváló minőségű termékek létrehozásában. A megfelelő technika kiválasztása a projekt igényeitől, az anyagtulajdonságoktól és a rendelkezésre álló berendezésektől függ. Az új technológia, mint például a CNC gépek, javítja a sebességet és a pontosságot. Az anyagválasztás, például az acél vagy az alumínium befolyásolja a költségeket és a teljesítményt. A gondos tervezés biztosítja, hogy a lemezgyártás megfeleljen a tervezési céloknak és az ipari szabványoknak.
GYIK
Melyik a legelterjedtebb vágószerszám a fémlemezgyártásban?
Az olló a leggyakoribb vágószerszám. A dolgozók vékony lapokon történő egyenes vágáshoz használják őket. Az olló tiszta éleket és gyors eredményt biztosít. Vastagabb vagy összetett formák esetén a technikusok gyakran fűrészt vagy CNC gépet használnak.
Hogyan biztosítják a technikusok a biztonságot a gyártás során?
A technikusok kesztyűt, védőszemüveget és hallásvédőt viselnek. Szigorú üzletszabályzatot követnek és gépvédőket használnak. A rendszeres edzés és felszerelés-ellenőrzés segít megelőzni a sérüléseket. Az üzletek vészleállításokat és zárolási/kijelölési eljárásokat is alkalmaznak.
Mely fémek a legalkalmasabbak a lemezgyártáshoz?
Az acél, alumínium, réz és sárgaréz a legnépszerűbb választás. Az acél erőt ad. Az alumínium ellenáll a korróziónak és kisebb a súlya. A réz jó vezetőképességet biztosít. A sárgaréz az erőt a dekoratív felülettel ötvözi.
Miért használnak a gyártók CNC gépeket?
A CNC gépek nagy pontossággal vágnak, hajlítanak és alakítanak fémet. A programozott utasításokat követik. A CNC gépek csökkentik a hibákat és felgyorsítják a gyártást. A technikusok bonyolult formákhoz és szűk tűrésekhez használják őket.
Milyen befejezési módszer védi meg a fémet a rozsdától?
A porbevonat megvédi a fémet a rozsdától és a kopástól. Kemény, színes réteget hoz létre. A technikusok festést, eloxálást és galvanizálást is használnak a védelem és a megjelenés érdekében.
Hogyan mérik a dolgozók a fémlemez alkatrészek pontosságát?
A dolgozók féknyergeket, mikrométereket és acél vonalzókat használnak. Ellenőrzik a vastagságot, a hosszt és a szögeket. A digitális mérőeszközök és koordináta mérőgépek segítenek az összetett alkatrészekben. A mérések kétszeri ellenőrzése megakadályozza a hibákat.
Kiválthatják-e a kéziszerszámok a gyártás során használt gépeket?
A kéziszerszámok jól használhatók kisebb munkákhoz, javításokhoz és részletes munkákhoz. A gépek nagy mennyiségeket és összetett formákat kezelnek. A legtöbb üzlet mindkettőt használja a legjobb eredmény érdekében.
Mi a fő különbség a hegesztés és a szegecselés között?
A hegesztés során a fémdarabok összeolvadnak a tartós kötés érdekében. A szegecselés a lemezeket fémcsapokkal köti össze. A hegesztés erősebb kötéseket hoz létre. A szegecselés jól működik a vak összeszereléshez és a gyors gyártáshoz.










