Изготовление листового металла основано на трех основных категориях технологий: резка, формовка и соединение. Вспомогательные этапы включают финишную обработку и точные измерения. Наиболее распространенные методы и инструменты представлены в таблице ниже:
Техника |
Описание |
Общие инструменты/методы |
Резка |
Формирование металла путем удаления материала |
Ручные ножницы, плазменные резаки, угловые шлифовальные машины. |
Формирование |
Сгибание или растягивание металла для придания формы |
Листогибочный пресс, молоток, английское колесо |
Присоединение |
Соединение металлических деталей между собой |
Сварочное оборудование, заклепочные пистолеты |
Эти основные методы изготовления листового металла составляют основу процесса изготовления листового металла. В проектах по изготовлению листового металла на заказ часто следуют «5 ключевых этапов изготовления листового металла: подробное руководство».
5 ключевых этапов изготовления листового металла
5 ключевых этапов изготовления листового металла: подробное руководство включает резку, формовку, соединение, отделку, а также измерения и безопасность. На каждом этапе используются определенные методы изготовления металлов и инструменты для преобразования сырья в готовую продукцию. В следующих разделах эти шаги разбираются и выделяются наиболее важные методы.
Резка
Резка – это первый шаг в Этапы процесса изготовления листового металла . Он формирует металл, удаляя материал, используя ряд основных методов изготовления листового металла. Наиболее распространенные методы резки включают резку, лазерную резку, плазменную резку, гидроабразивную резку и распиловку. Каждый метод предлагает уникальные преимущества для различных приложений.
стрижка
Для резки листового металла по прямым линиям используются два больших лезвия. Этот метод быстрый и эффективный, что делает его идеальным для строительных и инфраструктурных проектов. Режущие машины обрабатывают большие объемы материала и производят чистые, прямые разрезы. Операторы часто используют резку для быстрых работ, не требующих сложных форм.
Лазерная резка
Лазерная резка использует сфокусированный лазерный луч, чтобы прорезать металл. Этот метод обеспечивает высокую точность и скорость, особенно для тонких материалов. Лазерная резка хорошо подходит для крупносерийного производства и автоматизированных систем. Он ограничен материалами толщиной примерно до 5/8 дюйма. Многие производители выбирают лазерную резку из-за ее точности и чистых краев.
Плазменная резка
Плазменная резка использует закрученные газы и электрическую дугу для резки металла. Этот метод эффективен для более толстых металлов и обеспечивает высокую скорость резки. Плазменные резаки обрабатывают различные металлы, включая сталь и алюминий. Операторы выбирают плазменную резку, когда им необходимо быстро обработать более толстые листы.
Гидроабразивная резка
В процессе гидроабразивной резки используется поток воды под высоким давлением, смешанный с абразивами, для резки металла. Гидроабразивная резка сохраняет металл ровным и позволяет избежать зон термического воздействия, что делает ее идеальной для материалов, чувствительных к нагреву. Гидроабразивная резка позволяет обрабатывать толстые материалы, включая сталь, керамику и камень. Многие цеха используют гидроабразивную резку для проектов, требующих точности без термических искажений.
Распиловка
Распиловка – один из древнейших способов резки металла. Он производит прямые резы и подходит для простых работ. Ленточные и отрезные пилы являются обычными инструментами для этой техники. Распиловка остается надежным выбором для основных распилов в процессе изготовления металла.
Совет: точность имеет решающее значение во время резки. Технические специалисты используют передовое программное обеспечение САПР и станки с ЧПУ для планирования и выполнения резов, сокращая количество ошибок и повышая безопасность.
Формирование
Формовка придает металлу желаемую геометрию. Этот этап включает в себя ряд методов изготовления металла, таких как гибка, штамповка, растяжение, прокатка, глубокая вытяжка, вырубка, усадка и отбортовка. Формовка листового металла необходима для создания сложных деталей и конструкций.
Гибка
Гибка является основной частью обработки листового металла. Операторы используют гибочные прессы и другие методы гибки для создания углов и кривых. Изгиб применяет силу вдоль прямой оси, изменяя форму без резки или штамповки. Этот метод распространен при изготовлении кронштейнов, корпусов и автомобильных деталей. Гибка листового металла требует тщательного планирования, чтобы избежать ошибок и отходов.
Штамповка
При штамповке используются высокоскоростные прессы и матрицы для придания листовому металлу определенной формы. Этот метод идеален для массового производства и жестких допусков. Штамповкой производятся такие изделия, как автомобильные двери, детали машин и стальные пластины. Это ключевой метод в пяти ключевых этапах изготовления листового металла: подробное руководство.
Растяжка
Растяжение тянет металл, увеличивая площадь его поверхности. Этот метод формования полезен для создания гладких изогнутых поверхностей. Операторы используют растяжение для таких деталей, как автомобильные панели и обшивка самолетов. Растяжка требует точного контроля, чтобы предотвратить разрывы и истончения.
Роллинг
Вальцовка пропускает листовой металл через валки для формирования сложных форм поперечного сечения. Этот метод точен и эффективен, позволяет производить такие изделия, как кровельные панели, балки и полки для хранения. Прокатка является важной частью формовки листового металла, особенно для крупных конструктивных элементов.
Глубокий рисунок
Глубокая вытяжка образует полые формы путем втягивания листового металла в матрицу. В этой технике создаются такие предметы, как банки, раковины и шлемы. Глубокая вытяжка распространена в отраслях, где нужны прочные, бесшовные детали.
Надрез
Надрезка удаляет небольшие участки с кромок листового металла. Этот метод формовки подготавливает металл к дальнейшему изгибу или соединению. Надрезы важны для соединения деталей в сборках.
Сокращение
Усадка уменьшает размер определенных участков листового металла. Эта техника помогает создавать кривые и контуры. Операторы используют термоусадку для регулировки посадки и отделки в индивидуальных проектах.
Бисероплетение
Бисероплетение придает листовому металлу рельефные или вдавленные линии. Этот процесс формовки укрепляет металл и улучшает его внешний вид. Бисероплетение часто используется в декоративных планках и элементах усиления.
Примечание. Управление расширением и деформацией материала является сложной задачей при формовке. Технические специалисты используют такое программное обеспечение, как SolidWorks, для расчета шаблонов и оптимизации последовательностей гибки, сокращая количество отходов и ошибок.
Присоединение
Соединение соединяет отдельные части металла в единое целое. Основными методами соединения листового металла являются сварка, клепка и клеевое соединение. Каждый метод имеет разные преимущества и выбирается в зависимости от требований проекта.
Сварка
Сварка – это метод неразъемного соединения, при котором металлические детали соединяются вместе. Обеспечивает высокую несущую способность и герметичность соединений. Сварка подходит для сложных форм и широко используется в процессе изготовления металлов. Операторы должны контролировать нагрев, чтобы предотвратить деформацию, особенно при работе с тонкими материалами. Сварка металлов включает такие методы, как MIG, TIG и лазерная сварка.
Клепка
При клепке используются металлические крепежи для соединения листов друг с другом. Этот метод создает прочные, постоянные соединения и позволяет производить сборку вслепую. Клепка экономически эффективна и надежна, что делает ее популярным выбором во многих отраслях.
Клеевое соединение
Клеевое соединение соединяет металлические детали с помощью специализированных клеев. Этот метод прост и позволяет соединять разные материалы. Клеевое соединение не влияет на физические свойства металла. Однако при этом получаются более слабые соединения по сравнению со сваркой или клепкой.
Контроль качества имеет важное значение при присоединении. Операторы используют зажимы, приспособления и автоматизированные системы контроля для обеспечения прочных и бездефектных соединений.
Отделка
Финишная обработка придает деталям из листового металла окончательный вид и защищает их от повреждений. Этот шаг улучшает долговечность, внешний вид и производительность. Технические специалисты используют несколько методов для удаления острых кромок, сглаживания поверхностей и нанесения защитных покрытий.
Удаление заусенцев
Удаление заусенцев удаляет острые края и заусенцы, оставшиеся после резки или штамповки. Рабочие используют ручные напильники, диски для снятия заусенцев или специализированные машины. Этот процесс предотвращает травмы и помогает деталям плавно соединяться друг с другом. Удаление заусенцев также подготавливает поверхность к дальнейшим этапам отделки.
Шлифование
Шлифование сглаживает шероховатые поверхности и удаляет излишки материала. Операторы используют угловые шлифовальные машины, ленточные шлифовальные машины или настольные шлифовальные машины. Шлифование создает однородную поверхность и исправляет мелкие дефекты. Важно использовать правильную зернистость и технику, чтобы не повредить металл.
Полировка
Полировка придает листовому металлу блестящий, отражающий вид. Рабочие используют полировальные круги, полировальные подушечки и специальные составы. Полировка улучшает внешний вид, а также может уменьшить трение. Многие декоративные детали, такие как панели и накладки, требуют этого шага.
Покрытие
Покрытие защищает металл от коррозии и износа. Существует несколько методов нанесения покрытия, каждый из которых имеет свою цель. В таблице ниже приведены распространенные методы отделки и их основное применение:
Метод отделки |
Основная цель(и) |
Анодирование |
Образует защитное оксидное покрытие, улучшающее коррозионную стойкость и защищающее от повреждений. |
Химическое фрезерование |
Вытравливает декоративные узоры, логотипы или маркировку на детали из листового металла. |
Гальваника |
Покрывает металлические поверхности другим металлом для повышения коррозионной стойкости и улучшения внешнего вида. |
Дробеструйная очистка |
Создает матовое покрытие или устраняет дефекты поверхности путем пескоструйной обработки стеклянными шариками. |
Порошковое покрытие |
Наносит сухую порошковую пленку для защиты от коррозии и износа, а также обеспечивает привлекательный цвет. |
Жидкая краска |
Обеспечивает гладкий, полированный вид за счет покрытия поверхностей краской. |
Пламенное напыление |
Распыляет расплавленный металл на нагретые детали, чтобы создать гладкую, законченную поверхность. |
Шелкография |
Наносит силиконовые чернила для создания красочных декоративных узоров или текста на поверхности. |
Обработка поверхности улучшает качество и срок службы деталей из листового металла. Выбор метода зависит от желаемого внешнего вида, долговечности и стоимости.
Совет: Бережное обращение и регулярное техническое обслуживание оборудования помогают предотвратить появление царапин на поверхности и проблем с выравниванием во время отделки. Использование защитных пленок и программного обеспечения для 3D-моделирования также может уменьшить распространенные проблемы.
Измерение и безопасность
Точные измерения и строгие меры безопасности гарантируют высококачественные результаты при изготовлении листового металла. Эти шаги помогают предотвратить ошибки, сократить отходы и защитить работников.
Измерительные инструменты
Технические специалисты используют различные инструменты для проверки размеров и допусков. К распространенным измерительным инструментам относятся:
Штангенциркули и микрометры для точной проверки толщины и длины.
Рулетки и линейки для общих измерений
Координатно-измерительные машины (КИМ) для сложных деталей с жесткими допусками.
Цифровые датчики и лазерные измерительные устройства для быстрого и точного снятия показаний.
Точность размеров имеет решающее значение для правильной посадки и функционирования. Рабочие часто дважды проверяют размеры перед резкой или формовкой. Программное обеспечение САПР, такое как SolidWorks или Autodesk Fusion 360, помогает устанавливать и поддерживать точные допуски на протяжении всего процесса. Регулярная калибровка средств измерений обеспечивает надежные результаты.
Примечание. Протоколы контроля на каждом этапе — резке, формовке и сварке — позволяют выявить дефекты на ранней стадии и снизить процент брака. Проверка первой детали и непрерывный мониторинг помогают поддерживать точность даже при износе инструментов.
Защитное оборудование
Безопасность остается главным приоритетом в каждом производственном цехе. Для защиты от травм рабочие используют средства индивидуальной защиты (СИЗ). К основным защитным средствам относятся:
Перчатки для защиты рук от острых краев и горячих поверхностей.
Защитные очки или лицевые щитки для предотвращения травм глаз.
Защита слуха в шумной обстановке
Респираторы или маски при работе с пылью или парами.
Шлемы и защитная одежда для сварочных работ
В магазинах применяются строгие протоколы безопасности и проводится регулярное обучение. Ограждение машины, аварийная остановка и процедуры блокировки/маркировки предотвращают несчастные случаи с движущимся оборудованием. Хорошая уборка, правильная техника подъема и достаточная вентиляция еще больше снижают риски.
Регулярное техническое обслуживание оборудования, квалифицированный персонал и соблюдение отраслевых стандартов, таких как ISO 9001 и AWS D1.1, обеспечивают безопасность и качество. Эти методы минимизируют отходы, предотвращают травмы и помогают производить надежную и высококачественную продукцию.
Методы изготовления листового металла
Методы резки
Резка является первым важным этапом в большинстве процессов изготовления листового металла. Технические специалисты используют различные методы резки листового металла для разделения, придания формы или размера металлических листов. Каждый метод предлагает уникальные допуски и лучше всего работает с материалом определенной толщины. В таблице ниже сравниваются наиболее распространенные методы резки:
Метод резки |
Типичные допуски (мм) |
Диапазон толщины материала (мм) |
Ключевые характеристики и примечания |
Гидроабразивная резка |
от ±0,03 до ±0,08 |
До 200 |
Самый точный метод; холодная резка исключает термическую деформацию; постоянная точность по всей толщине. |
Лазерная резка |
от ±0,05 до ±0,1 |
До 25-30 |
Быстрая обработка; отличная точность при работе с тонкими и средними материалами; Термическая деформация может повлиять на толстые секции. |
Плазменная резка |
от ±0,5 до ±1,5 |
100+ |
Подходит для толстых материалов; более мягкие допуски; высокоскоростная резка для структурных применений. |
Механическая стрижка |
от ±0,1 до ±0,5 |
До 12 |
Экономичность при прямых резах; умеренная точность; ограниченная толщина. |
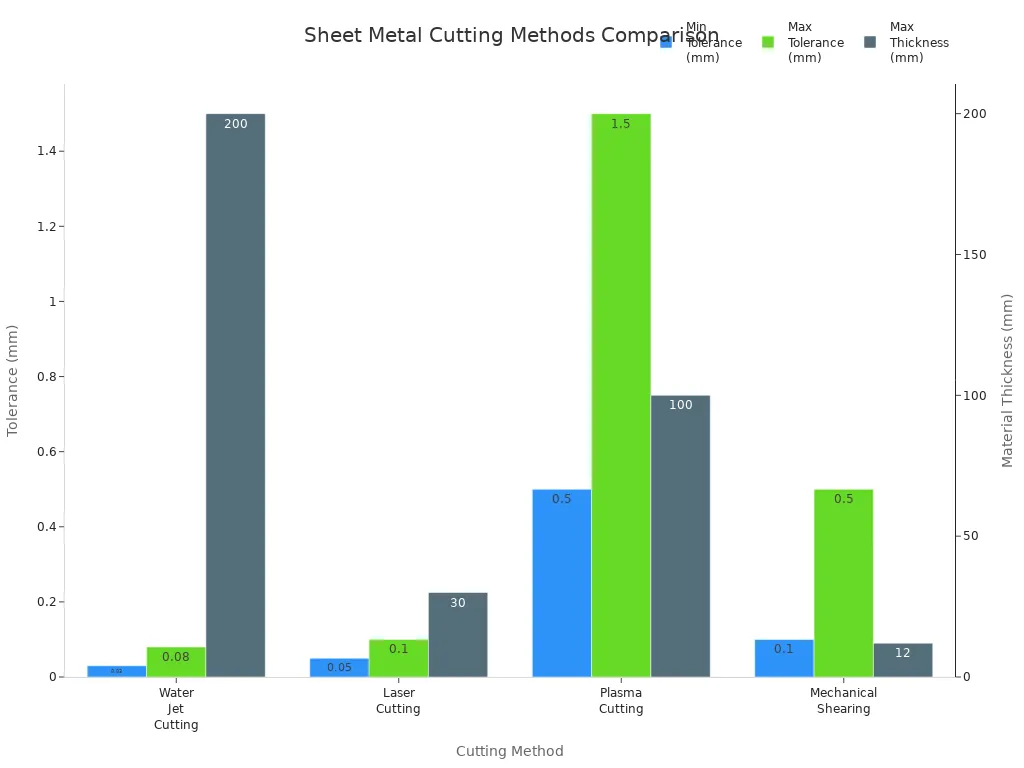
Гидроабразивная резка обеспечивает высочайшую точность и хорошо подходит для толстых материалов. Лазерная резка обеспечивает скорость и точность обработки тонких и средних листов. Плазменная резка позволяет быстро, хотя и с меньшей точностью, обрабатывать толстые металлы. Механическая резка остается экономически эффективной при прямой резке более тонких листов. Эти методы резки составляют основу многих методов обработки металлов.
Совет: Выбор правильного метода резки зависит от требуемого допуска, толщины материала и бюджета проекта.
Методы формирования
Формовка преобразует плоские металлические листы в трехмерные формы. Технологии формовки листового металла включают широкий спектр процессов, каждый из которых подходит для определенных форм и материалов. В таблице ниже представлены наиболее распространенные методы формования и материалы, лучше всего подходящие для каждого из них:
Метод формирования |
Описание |
Подходящие материалы |
Прессовое торможение |
Использует V-образную матрицу для сгибания листового металла, создавая точные складки и коробчатые конструкции. |
Сталь, Алюминий, Латунь |
Скользящая прокатка |
Пропускает листовой металл между валками для формирования конусов и цилиндров посредством холодной прокатки. |
Сталь, Алюминий, Медь |
Штамповка |
Массовая холодная штамповка с использованием штампов и пуансонов для формования деталей с отверстиями, фланцами, тиснением. |
Сталь, Алюминий, Латунь |
Развальцовка (Фланцевание) |
Формирует расклешенные или фланцевые края для кромок или усиления. |
Сталь, Алюминий |
Тиснение |
Создает приподнятые или утопленные конструкции на поверхностях листового металла. |
Сталь, Алюминий, Медь |
Жалюзи |
Формирует угловые прорези или вентиляционные отверстия для вентиляции или эстетики. |
Сталь, Алюминий |
Чеканка |
Использует чрезвычайное давление для создания детальных впечатлений. |
Сталь, Латунь |
Спиннинг |
Формирует металл на вращающейся оправке для изготовления полых осесимметричных деталей. |
Алюминий, Сталь |
Профилирование рулонов |
Постепенно сгибает листовой металл с помощью роликов, образуя длинные изгибы или кривые. |
Сталь, Алюминий |
Гибка является наиболее широко используемым процессом формовки. Операторы используют гибочные прессы для создания V-образных, U-образных и швеллерных форм. При волочении металл растягивается в штампы для изготовления глубоких и сложных деталей, таких как автомобильные панели. Закручивание формирует закругленные края для устранения остроты и повышения безопасности. Штамповка включает в себя глубокую вытяжку, четырехскольжение, гидроформовку, вырубку, чеканку и тиснение. Каждый метод формовки придает металлу форму для его окончательного использования.
Сталь, алюминий, медь и латунь являются наиболее распространенными материалами для формовки листового металла. Сталь обеспечивает прочность и долговечность. Алюминий легкий и устойчив к коррозии. Медь обеспечивает превосходную проводимость и ковкость. Латунь сочетает в себе прочность и декоративную отделку.
Примечание. Выбор правильного метода формования и материала гарантирует, что готовая деталь будет соответствовать требованиям по прочности, внешнему виду и стоимости.
Методы присоединения
Способы соединения соединяют отдельные металлические детали в единый узел. К наиболее распространенным технологиям изготовления соединений относятся сварка, механическое крепление, фальцевые соединения, заклинивание и клеевое соединение. В таблице ниже приведены эти методы соединения:
Метод присоединения |
Сила |
Типичные случаи использования |
Ограничения |
Сварка |
Высокий |
Постоянные высокопрочные соединения в автомобильной, промышленной и аэрокосмической промышленности. |
Требуется квалифицированная рабочая сила, высокая температура может деформировать тонкие металлы. |
Механическое крепление |
Умеренный |
Разъемные соединения, сборочные линии, ОВКВ, производство бытовой техники |
Добавляет вес, может повлиять на эстетику, слабее, чем сварка. |
Складные соединения |
От низкого до среднего |
Легкие, визуально чистые соединения, воздуховоды HVAC, корпуса, ненесущие автомобильные панели. |
Ограничено тонкими металлами, менее прочными, чем сварка, требует точной гибки. |
клинч |
Умеренный |
Крупносерийное производство, ОВиК, легкие сборки |
Ограниченная прочность, не для применений с высокими нагрузками |
Адгезивное соединение |
От низкого до среднего |
Соединение разнородных металлов, гладкая поверхность, легкие конструкции |
Меньшая прочность, чувствительность к окружающей среде, более длительное время отверждения. |
Сварка создает прочные, постоянные соединения и имеет важное значение в автомобильной и промышленной сфере. Для механического крепления используются винты, болты или заклепки для разъемных соединений. Складные соединения и заклинивание хорошо подходят для легких конструкций и воздуховодов HVAC. Клеевое соединение соединяет разнородные металлы и обеспечивает гладкую поверхность, хотя оно обеспечивает меньшую прочность, чем сварка.
Технические специалисты часто комбинируют методы соединения, чтобы сбалансировать прочность, внешний вид и скорость производства в процессе изготовления металла.
Методы отделки
Методы отделки придают деталям из листового металла окончательный вид и защищают их от повреждений. Эти методы повышают долговечность, безопасность и визуальную привлекательность. Рабочие выбирают методы отделки в зависимости от функции детали, окружающей среды и желаемого внешнего вида.
Распространенные методы отделки при изготовлении листового металла:
Удаление
заусенцев Удаление заусенцев удаляет острые края и мелкие металлические фрагменты, оставшиеся после резки или штамповки. Для этого процесса рабочие используют ручные напильники, колеса для снятия заусенцев или машины. Удаление заусенцев делает детали более безопасными в обращении и подготавливает поверхности к дальнейшей отделке.
Шлифование
Шлифование сглаживает шероховатые поверхности и удаляет излишки материала. Операторы используют угловые шлифовальные машины, ленточные шлифовальные машины или настольные шлифовальные машины. Шлифование создает однородную поверхность и исправляет мелкие дефекты. Этот шаг важен для деталей, которым необходима чистая и ровная отделка.
Полировка
Полировка придает листовому металлу блестящую, отражающую поверхность. Рабочие используют полировальные круги, полировальные подушечки и специальные составы. Полировка улучшает внешний вид деталей, а также может уменьшить трение. Многие декоративные или видимые детали требуют этого шага.
Покрытие
Покрытие защищает металл от коррозии, влаги и износа. Существует несколько методов нанесения покрытия. Каждый из них предлагает различные преимущества:
Метод покрытия |
Основное преимущество |
Типичное использование |
Порошковое покрытие |
Прочная, красочная отделка |
Бытовая техника, автозапчасти |
Анодирование |
Устойчивость к коррозии, твердая поверхность |
Алюминиевые детали |
Гальваника |
Блестящий защитный металлический слой |
Декоративные элементы, фурнитура |
Рисование |
Гладкий, красочный внешний вид |
Панели, корпуса |
Порошковое покрытие использует сухой порошок и тепло для создания прочного красочного слоя. Анодирование образует защитный оксидный слой, в основном на алюминии. Гальваника покрывает металл другим металлом, например хромом или никелем. Покраска придает цвет и защищает поверхность.
Дробеструйная очистка При
дробеструйной обработке используются мелкие стеклянные шарики, выстреливаемые на высокой скорости для очистки и текстурирования поверхности. Этот метод убирает несовершенства и создает матовый финиш. Перед покраской или нанесением покрытия рабочие часто используют дробеструйную очистку.
Совет: Выбор правильного метода отделки зависит от использования детали, типа металла и требуемой прочности. Правильная отделка продлевает срок службы изделий из листового металла и улучшает их эксплуатационные характеристики.
Методы отделки играют ключевую роль в процессе изготовления листового металла. Они гарантируют, что детали выглядят хорошо, служат дольше и соответствуют стандартам безопасности. Квалифицированные специалисты выбирают и применяют эти методы для достижения наилучших результатов для каждого проекта.
Основные инструменты
Режущие инструменты
Изготовление листового металла начинается с режущих инструментов. Эти инструменты формируют металлические листы и определяют их размер для последующих этапов. Каждый инструмент служит определенной цели.
Ножницы
Ножницы делают прямолинейные разрезы на плоских листах. Операторы используют гильотинные резаки для выполнения объемных повторяющихся задач. Стрижка лучше всего подходит для более тонких материалов и обеспечивает чистые края. Этот инструмент необходим для подготовки металла перед формовкой.
Пилы
Пилы обрабатывают более толстые и твердые металлы. Ленточные пилы и электрические пилы по металлу разрезают стопку листов по прямым линиям. Спиральные пилы помогают создавать сложные конструкции. Сабельные пилы режут трубы и профили. Каждый тип пилы соответствует различным потребностям в резке.
Снипы
Ножницы напоминают мощные ножницы. Ножницы для жести режут прямые линии и небольшие изгибы на тонких листах. Авиационные ножницы позволяют создавать более подробные кривые и круги. Рабочие используют ножницы для небольших или художественных проектов.
Станки с ЧПУ
Станки с ЧПУ автоматизируют резку с высокой точностью. В эту категорию попадают лазерные, плазменные и водоструйные резаки. Эти машины обрабатывают сложные формы и жесткие допуски. Технология ЧПУ повышает скорость и точность процесса резки.
Совет: Угловые шлифовальные машины и ножницы по металлу также играют роль в резке, шлифовке и полировке. Они универсальны как для грубой, так и для тонкой работы.
Формирующие инструменты
Формовочные инструменты формируют из плоского металла трехмерные детали. Этот этап включает в себя изгиб, растяжение, штамповку и прокатку. Каждый инструмент поддерживает свой метод формования.
Листогибочные прессы
Листогибочные прессы выполняют гибку листогибочных прессов. Операторы используют эти машины для создания точных углов и складок. Листогибочные тормоза прикладывают усилие вдоль прямой оси, что делает их идеальными для изгиба кронштейнов, корпусов и панелей. Механические и гидравлические прессы предлагают различные варианты скорости и силы.
Прокатные машины
Прокатные машины пропускают листовой металл между валками. В результате этого процесса образуются конусы, цилиндры и изогнутые формы. Скользящая прокатка хорошо подходит для стали, алюминия и меди. Линии профилирования позволяют выполнять длинные непрерывные изгибы балок и панелей.
Молотки и тележки
Молотки и тележки помогают при ручной формовке. Рабочие используют их для растяжения, сжатия и формирования кривых. Эти инструменты позволяют выполнять детальную настройку и индивидуальную работу. Английские колеса также помогают создавать гладкие изогнутые поверхности.
Примечание. Инструменты для формования включают наборы пуансонов и матриц для штамповки и пробивания отверстий. Для каждой технологии формования требуется правильный инструмент, обеспечивающий точность и эффективность.
Инструменты для соединения
Соединительные инструменты соединяют отдельные металлические детали. К основным способам соединения относятся сварка, клепка и клеевое соединение.
Сварочное оборудование
Сварочные аппараты, такие как сварочные аппараты TIG и MIG, создают прочные и постоянные соединения. Эти машины позволяют точно контролировать температуру и наполнитель. Сварка сохраняет структурную целостность металлических узлов. Операторы используют сварку в автомобильных, промышленных и ремонтных проектах.
Заклепочные пистолеты
Заклепочные пистолеты скрепляют металлические листы вместе с помощью металлических штифтов. Клепка предлагает надежный и экономичный метод соединения. Этот инструмент хорошо подходит для слепой сборки и крупносерийного производства.
Клеевые инструменты
В клеевых инструментах применяются специализированные клеи для склеивания металла. Этот метод соединяет разнородные материалы и создает гладкую поверхность. Клеевое соединение является простым, но обеспечивает более слабые соединения, чем сварка или клепка.
Во время соединения и отделки технические специалисты часто используют крепеж, кусачки и инструменты для разметки. Эти инструменты обеспечивают точную сборку и надежные соединения.
Инструменты для отделки
Инструменты для отделки придают деталям из листового металла окончательный вид и защищают их от повреждений. Эти инструменты помогают создавать гладкие, безопасные и привлекательные поверхности. Рабочие используют инструменты для отделки после операций резки, формовки и соединения.
шлифовальные машины
Шлифовальные машины удаляют неровные края, сварные швы и дефекты поверхности листового металла. Они помогают создать равномерную отделку и подготовить детали к покраске или нанесению покрытия. Рабочие выбирают из нескольких типов шлифовальных машин:
Угловые шлифовальные машины : в этих инструментах используются вращающиеся абразивные диски. Они хорошо подходят для сглаживания сварных швов и очистки кромок.
Настольные шлифовальные станки : эти стационарные станки имеют два шлифовальных круга. Рабочие используют их для заточки инструментов и сглаживания мелких деталей.
Ленточные шлифовальные машины : в этих машинах используется непрерывная абразивная лента. Они помогают обрабатывать большие плоские поверхности и быстро удалять материал.
Операторы выбирают подходящую шлифовальную машину в зависимости от размера работы и типа металла. Они часто используют зерна разного размера для достижения желаемого результата. Крупные зерна быстро удаляют материал, а мелкие создают более гладкую поверхность.
Совет: при использовании шлифовальных машин всегда надевайте защитные очки и перчатки. Искры и металлические осколки могут стать причиной травм.
Полировщики
Полировщики придают листовому металлу блестящий, отражающий вид. Они удаляют мелкие царапины и придают деталям чистый и профессиональный вид. Полировщики используют мягкие круги или подушечки с полировальными составами. Эти соединения помогают разгладить поверхность и придать яркий блеск.
К распространенным типам полировальных машин относятся:
Роторные полировальные машины : эти инструменты вращают мягкую подушечку по кругу. Они хорошо подходят для плоских и изогнутых поверхностей.
Орбитальные полировальные машины : эти машины перемещают подушечку по небольшим орбитам. Они уменьшают завихрения и помогают добиться ровной поверхности.
Рабочие часто полируют декоративные панели, планки и видимые части. Они могут использовать несколько этапов полировки, начиная с грубого состава и заканчивая тонким. Правильная полировка улучшает внешний вид и устойчивость к коррозии.
Примечание. Перед полировкой очистите поверхность. Грязь или песок могут поцарапать металл и испортить отделку.
Оборудование для нанесения покрытий
Оборудование для нанесения покрытий защищает листовой металл от ржавчины, влаги и износа. Он также добавляет цвет и улучшает внешний вид. Существует несколько типов оборудования для нанесения покрытий:
Тип оборудования |
Основное использование |
Общие покрытия |
Краскопульты |
Нанесение краски или жидких покрытий |
Краска, эмаль, лак |
Пистолеты для порошковой окраски |
Нанесение сухих порошковых покрытий |
Порошковая покраска |
Погружные резервуары |
Погружать детали в жидкость |
Покрытие, анодирование |
Краскопульты используют сжатый воздух для нанесения тонкого и равномерного слоя краски. Пистолеты для порошковой окраски используют электричество, чтобы приклеить порошок к металлу, который затем запекается. В ваннах для погружения детали покрывают, погружая их в ванну с жидкостью.
Операторы выбирают подходящее оборудование в зависимости от типа покрытия и размера детали. Правильное покрытие продлевает срок службы изделий из листового металла и сохраняет их новый вид.
Использование правильных инструментов для отделки гарантирует, что каждая деталь из листового металла соответствует стандартам качества и безопасности. Квалифицированные работники знают, как выбрать и использовать эти инструменты для достижения наилучших результатов.
Ручные инструменты против машин
Основные ручные инструменты
Базовые ручные инструменты дают слесарям прямой контроль над процессом изготовления. Эти инструменты позволяют использовать практический подход, что делает их идеальными для небольших работ, прототипирования и детальной работы. Квалифицированные рабочие часто предпочитают ручные инструменты, когда им нужно почувствовать материал и произвести точную регулировку. Ручные инструменты также помогают привить хорошие навыки работы в магазине и способствуют обмену знаниями между членами команды.
Название инструмента |
Типичное применение |
Кусачки для проволоки |
Обрезка потертых концов и обрезка кромок листового металла. |
Безгорловые ножницы |
Выполнение криволинейных, неровных или прямых резов на металле; обеспечивает свободное перемещение металла вокруг лезвия. |
Угловая шлифовальная машина |
Полировка, резка и шлифовка металла; универсальный ручной электроинструмент. |
Диски для угловых шлифовальных машин |
Различные диски (отрезные, шлифовальные, лепестковые) для резки, шлифования и чистовой обработки. |
Клеко Крепежи |
Временное скрепление нескольких листов металла перед постоянным соединением. |
Сверла |
Сверление отверстий для соединения частей листового металла; включает стандартные и машинные биты. |
Маркировочные инструменты |
Такие инструменты, как чертилки, штангенциркули и делители, для точного измерения и маркировки на металле. |
Защитное оборудование |
Шлемы, очки, перчатки и защитная одежда для безопасности работников. |
Ручные инструменты превосходны в ситуациях, когда скорость менее важна, чем точность и мастерство. Рабочие могут сэкономить время на настройку машины и выполнить быструю настройку. Например, слесарь может использовать ножницы без горловины, чтобы вырезать нестандартную кривую, или инструменты для разметки, чтобы выложить точный рисунок. Ручные инструменты также обеспечивают лучшую обратную связь и контроль, которые машины не всегда могут обеспечить.
Ручные инструменты по-прежнему необходимы для детальной, ремесленной работы. Они поддерживают творчество и развитие навыков в каждом производственном цехе.
Электроинструменты и машины
Электроинструменты и машины меняют подход металлистов к работе с большими и сложными проектами. Эти инструменты повышают скорость и производительность, что делает их лучшим выбором для крупномасштабных или повторяющихся задач. Такие машины, как гидравлические листогибочные прессы, резаки с ЧПУ и автоматизированные сварочные системы, обеспечивают стабильные результаты и жесткие допуски.
Машины повышают эффективность за счет увеличения скорости производства и уменьшения количества человеческих ошибок. Автоматизированные системы решают повторяющиеся задачи с высокой точностью. Станки с ЧПУ и роботы-сварщики могут работать со сложными формами и большими партиями без усталости. Функции безопасности, такие как защитные ограждения и автоматическое отключение, помогают защитить операторов от травм.
Аспект |
Машины для обработки листового металла |
Основные ручные инструменты при обработке листового металла |
Цель |
Эффективное формование, резка и формовка для больших объемов или точной, повторяемой работы. |
Используется для небольших работ, прототипирования или детальной ремесленной работы. |
Объем и скорость |
Подходит для больших объемов и более быстрого производства. |
Более практично для небольших объемов или когда скорость менее критична. |
Точность и контроль |
Станки обеспечивают постоянную, повторяемую точность |
Ручные инструменты обеспечивают больший тактильный контроль и ощущение. |
Контекст приложения |
Промышленное производство, массовое производство |
Мастерство, прототипирование, небольшие мастерские |
Машины превосходно справляются с крупносерийным производством, но ручные инструменты по-прежнему необходимы для индивидуальной работы и точной настройки. Сбалансированный магазин использует оба варианта для достижения наилучших результатов.
Безопасность и измерения
Защитное снаряжение
Изготовление листового металла предполагает использование острых кромок, тяжелого оборудования и шумной среды. Рабочие должны использовать подходящее защитное снаряжение, чтобы защитить себя от травм. К наиболее важным видам средств индивидуальной защиты (СИЗ) относятся:
Перчатки : Защитите руки от порезов, ожогов и острых краев.
Защитные очки, сертифицированные ANSI Z87.1 . Защищайте глаза от летящих обломков и искр.
Защита органов слуха : беруши или наушники снижают риск потери слуха в шумных магазинах. OSHA требует защиты органов слуха, когда уровень шума превышает 85 децибел в течение восьмичасовой смены.
Респираторные маски : фильтруют пыль, дым и частицы в воздухе во время резки, шлифования или сварки.
Защитная одежда : Огнестойкие куртки и фартуки защищают от искр и горячего металла.
В магазинах также используются защитные ограждения для предотвращения случайного контакта с движущимися частями. Ограждения, световые завесы, блокировки и кнопки аварийной остановки помогают обеспечить безопасность работников. Процедуры блокировки/маркировки (LOTO) изолируют источники энергии во время технического обслуживания, снижая риск электрических или механических травм. Национальный электротехнический кодекс (NEC) устанавливает стандарты электробезопасности, а такие организации, как Американское общество сварщиков (AWS) и ISO, проводят обучение и сертификацию безопасных методов.
Правильное обслуживание СИЗ и регулярное обучение играют ключевую роль в предотвращении травм. Чистое и ухоженное оборудование работает лучше и служит дольше. Исследования показывают, что комплексное обучение технике безопасности и защите машин может снизить вероятность травм рук и пальцев в цехах обработки листового металла до 90%.
Совет: Работникам следует проверять свое защитное снаряжение перед каждой сменой и немедленно заменять поврежденные предметы.
Измерительные устройства
Точные измерения гарантируют, что детали из листового металла подходят друг к другу и работают так, как задумано. Производители используют ряд измерительных приборов, каждое из которых имеет свой уровень точности. К наиболее распространенным инструментам относятся:
Прецизионные стальные линейки : обеспечивают точность до 0,001 дюйма, в зависимости от длины.
Прецизионные рулетки : допускают допуски ± 1/32 дюйма для длин до 12 футов и ± 1/16 дюйма для более длинных измерений.
Калиброванные стальные линейки и рулетки . Эти инструменты соответствуют национальным стандартам, имеют сертифицированную точность и документированные отклонения.
Микрометры : обеспечивают высочайшую точность среди ручных инструментов. Цифровые, нониусные, внутриметровые и настольные микрометры требуют осторожного обращения. Для достижения наилучших результатов пользователи должны устранить люфт шпинделя, обнулить устройство, слегка надавить и поддерживать чистоту измерительных поверхностей.
В таблице ниже показаны типичные диапазоны допусков для различных материалов листового металла:
Тип материала |
Типичный диапазон допуска (дюймы) |
Примечания |
Алюминиевые сплавы |
от ±0,010 до ±0,030 |
Более мягкий, более податливый |
Нержавеющая сталь |
от ±0,005 до ±0,015 |
Тверже, требует более жестких допусков |
Углеродистая сталь |
от ±0,015 до ±0,045 |
Умеренная толерантность |
Медные сплавы |
от ±0,008 до ±0,020 |
Умеренная толерантность |
Инструментальная сталь |
от ±0,002 до ±0,010 |
Очень жесткие допуски из-за твердости |
Титан |
от ±0,005 до ±0,015 |
Высокое соотношение прочности и веса |
Сертифицированные измерительные приборы помогают поддерживать качество и стабильность в каждом проекте. Регулярная калибровка и осторожное использование гарантируют, что измерения останутся точными с течением времени.
Примечание. Двойная проверка измерений перед резкой или формовкой помогает предотвратить дорогостоящие ошибки и потери материала.
Производство листового металла превращает плоский металл в прочные и точные детали для многих отраслей промышленности. Рабочие используют методы резки, формовки, соединения и отделки как с помощью ручных инструментов, так и машин. Понимание каждого шага помогает создавать высококачественные продукты. Выбор правильной техники зависит от потребностей проекта, свойств материала и имеющегося оборудования. Новые технологии, такие как станки с ЧПУ, повышают скорость и точность. Выбор материала, например стали или алюминия, влияет на стоимость и производительность. Тщательное планирование гарантирует, что изготовление листового металла соответствует проектным целям и отраслевым стандартам.
Часто задаваемые вопросы
Какой режущий инструмент наиболее распространен при обработке листового металла?
Ножницы – самый распространенный режущий инструмент. Рабочие используют их для прямых разрезов тонких листов. Ножницы обеспечивают чистые края и быстрые результаты. Для изготовления более толстых или сложных форм техники часто используют пилы или станки с ЧПУ.
Как технические специалисты обеспечивают безопасность во время производства?
Технические специалисты надевают перчатки, защитные очки и средства защиты органов слуха. Они соблюдают строгие правила работы и используют защитные приспособления. Регулярные тренировки и проверки оборудования помогают предотвратить травмы. В магазинах также используются процедуры аварийной остановки и блокировки/маркировки.
Какие металлы лучше всего подходят для изготовления листового металла?
Сталь, алюминий, медь и латунь являются наиболее популярными вариантами. Сталь дает силу. Алюминий устойчив к коррозии и весит меньше. Медь обеспечивает хорошую проводимость. Латунь сочетает в себе прочность и декоративную отделку.
Почему производители используют станки с ЧПУ?
Станки с ЧПУ режут, сгибают и придают металлу форму с высокой точностью. Они следуют запрограммированным инструкциям. Станки с ЧПУ уменьшают количество ошибок и ускоряют производство. Техники используют их для сложных форм и жестких допусков.
Какой метод отделки защищает металл от ржавчины?
Порошковая покраска защищает металл от ржавчины и износа. Он создает прочный красочный слой. Технические специалисты также используют покраску, анодирование и гальванику для защиты и внешнего вида.
Как рабочие измеряют точность деталей из листового металла?
Рабочие используют штангенциркули, микрометры и стальные линейки. Они проверяют толщину, длину и углы. Цифровые датчики и координатно-измерительные машины помогают при работе со сложными деталями. Двойная проверка измерений предотвращает ошибки.
Могут ли ручные инструменты заменить машины в производстве?
Ручные инструменты хорошо подходят для мелких работ, ремонта и мелких работ. Машины обрабатывают большие объемы и сложные формы. Большинство магазинов используют оба для достижения наилучших результатов.
В чем основное отличие сварки от клепки?
Сварка соединяет металлические детали вместе, обеспечивая прочное соединение. Клепка соединяет листы металлическими штырями. Сварка создает более прочные соединения. Клепка хорошо подходит для слепой сборки и быстрого производства.










