Proizvodnja lima oslanja se na tri glavne kategorije tehnike: rezanje, oblikovanje i spajanje. Prateći koraci uključuju završnu obradu i precizno mjerenje. Najčešće metode i alati prikazani su u donjoj tablici:
Tehnika |
Opis |
Uobičajeni alati/metode |
Rezanje |
Oblikovanje metala skidanjem materijala |
Ručne škare, plazma rezači, kutne brusilice |
Formiranje |
Savijanje ili istezanje metala u oblik |
Presa, čekić, engleski kotač |
Pridruživanje |
Spajanje metalnih dijelova zajedno |
Oprema za zavarivanje, pištolji za zakivanje |
Ove osnovne tehnike izrade lima čine jezgru procesa izrade lima. Projekti izrade limova po narudžbi često slijede 5 ključnih koraka u proizvodnji limova: Opsežan vodič.
5 ključnih koraka u proizvodnji lima
5 ključnih koraka u proizvodnji limova: opsežan vodič, uključuje rezanje, oblikovanje, spajanje, završnu obradu te mjerenje i sigurnost. Svaki korak koristi specifične tehnike izrade metala i alate za pretvaranje sirovina u gotove proizvode. Sljedeći odjeljci raščlanjuju ove korake i ističu najvažnije metode.
Rezanje
Rezanje je prvi korak u koraci procesa izrade lima . Oblikuje metal uklanjanjem materijala, koristeći niz osnovnih tehnika izrade lima. Najčešće metode rezanja uključuju rezanje, lasersko rezanje, rezanje plazmom, rezanje vodenim mlazom i piljenje. Svaka metoda nudi jedinstvene prednosti za različite primjene.
Šišanje
Šišanje koristi dvije velike oštrice za rezanje ravnih linija kroz lim. Ova tehnika je brza i učinkovita, što je čini idealnom za građevinske i infrastrukturne projekte. Strojevi za šišanje obrađuju velike količine i proizvode čiste, ravne rezove. Operatori često koriste šišanje za brze poslove koji ne zahtijevaju zamršene oblike.
Lasersko rezanje
Lasersko rezanje koristi fokusiranu lasersku zraku za rezanje metala. Ova metoda pruža visoku preciznost i brzinu, posebno za tanke materijale. Lasersko rezanje dobro funkcionira za proizvodnju velikih količina i automatizirane sustave. Ograničen je na materijale debljine do oko 5/8 inča. Mnogi proizvođači odabiru lasersko rezanje zbog njegove točnosti i čistih rubova.
Rezanje plazmom
Rezanje plazmom koristi vrtložne plinove i električni luk za rezanje metala. Ova tehnika je učinkovita za deblje metale i nudi velike brzine rezanja. Plazma rezači obrađuju razne metale, uključujući čelik i aluminij. Operateri odabiru plazma rezanje kada trebaju brzo obraditi deblje ploče.
Rezanje vodenim mlazom
Proces rezanja vodenim mlazom koristi mlaz vode pod visokim pritiskom pomiješan s abrazivima za rezanje metala. Rezanje vodenim mlazom održava metal ravnim i izbjegava zone utjecaja topline, što ga čini idealnim za materijale osjetljive na toplinu. Rezanje vodenim mlazom može obraditi debele materijale, uključujući čelik, keramiku i kamen. Mnoge trgovine koriste rezanje vodenim mlazom za projekte koji zahtijevaju preciznost bez toplinske distorzije.
Piljenje
Piljenje je jedna od najstarijih metoda rezanja metala. Proizvodi ravne rezove i pogodan je za jednostavne primjene. Tračne pile i pile za rezanje uobičajeni su alati za ovu tehniku. Piljenje ostaje pouzdan izbor za osnovne rezove u procesu proizvodnje metala.
Savjet: Preciznost je kritična tijekom rezanja. Tehničari koriste napredni CAD softver i CNC strojeve za planiranje i izvođenje rezova, smanjujući pogreške i poboljšavajući sigurnost.
Formiranje
Oblikovanje oblikuje metal u željenu geometriju. Ovaj korak uključuje niz tehnika izrade metala kao što su savijanje, utiskivanje, rastezanje, valjanje, duboko izvlačenje, urezivanje, skupljanje i perle. Oblikovanje lima neophodno je za izradu složenih dijelova i struktura.
Savijanje
Savijanje je ključni dio oblikovanja lima. Operateri koriste preše i druge tehnike savijanja za stvaranje kutova i krivulja. Savijanje primjenjuje silu duž ravne osi, mijenjajući oblik bez rezanja ili bušenja. Ova metoda je uobičajena u izradi nosača, kućišta i automobilskih dijelova. Savijanje lima zahtijeva pažljivo planiranje kako bi se izbjegle pogreške i otpad.
Žigosanje
Štancanje koristi preše velike brzine i kalupe za oblikovanje lima u određene oblike. Ova tehnika je idealna za masovnu proizvodnju i niske tolerancije. Štancanjem se proizvode predmeti poput vrata automobila, dijelova strojeva i čeličnih ploča. To je ključna metoda u 5 ključnih koraka u proizvodnji lima: opsežan vodič.
Istezanje
Istezanje povlači metal kako bi se povećala njegova površina. Ova tehnika oblikovanja korisna je za stvaranje glatkih, zakrivljenih površina. Operateri koriste rastezanje za dijelove kao što su automobilske ploče i obloge zrakoplova. Istezanje zahtijeva preciznu kontrolu kako bi se spriječilo trganje ili stanjivanje.
Kotrljanje
Valjanjem lim prolazi kroz valjke kako bi se formirali složeni oblici poprečnog presjeka. Ova metoda je precizna i učinkovita, proizvodi predmete poput krovnih ploča, greda i polica za skladištenje. Valjanje je vitalni dio oblikovanja lima, posebno za velike konstrukcijske komponente.
Duboko crtanje
Duboko izvlačenje oblikuje šuplje oblike povlačenjem lima u matricu. Ova tehnika stvara predmete poput limenki, sudopera i kaciga. Duboko izvlačenje uobičajeno je u industrijama koje trebaju čvrste, bešavne dijelove.
Zarezivanje
Urezivanjem se uklanjaju mali dijelovi s rubova lima. Ova metoda oblikovanja priprema metal za daljnje savijanje ili spajanje. Urezivanje je važno za spajanje dijelova u sklopove.
Skupljanje
Skupljanjem se smanjuje veličina određenih područja u limu. Ova tehnika pomaže u stvaranju krivulja i kontura. Operateri koriste skupljanje za prilagodbu i završnu obradu u prilagođenim projektima.
Oblaganje perlama
Beading dodaje uzdignute ili uvučene linije limu. Ovaj proces oblikovanja ojačava metal i poboljšava izgled. Perle su česte u ukrasnim ukrasima i elementima za pojačanje.
Napomena: Upravljanje širenjem i deformacijom materijala izazov je kod oblikovanja. Tehničari koriste softver poput SolidWorksa za izračunavanje uzoraka i optimiziranje sekvenci savijanja, smanjujući otpad i pogreške.
Pridruživanje
Spajanjem se spajaju odvojeni dijelovi metala u cjeloviti sklop. Glavne tehnike spajanja u proizvodnji limova uključuju zavarivanje, zakivanje i lijepljenje. Svaka metoda nudi različite prednosti i odabire se na temelju zahtjeva projekta.
Zavarivanje
Zavarivanje je metoda trajnog spajanja koja spaja metalne komade. Omogućuje visoku nosivost i nepropusne spojeve. Zavarivanje je prikladno za složene oblike i naširoko se koristi u procesu proizvodnje metala. Operateri moraju kontrolirati toplinu kako bi spriječili savijanje, osobito kod tankih materijala. Zavarivanje metala uključuje tehnike kao što su MIG, TIG i lasersko zavarivanje.
Zakivanje
Zakivanje koristi metalne spojne elemente za spajanje listova. Ova tehnika stvara čvrste, trajne spojeve i omogućuje slijepu montažu. Zakivanje je isplativo i pouzdano, što ga čini popularnim izborom u mnogim industrijama.
Lijepljenje ljepilom
Ljepilom se spajaju metalni dijelovi pomoću specijaliziranih ljepila. Ova metoda je jednostavna i može spojiti različite materijale. Lijepljenje ne utječe na fizička svojstva metala. Međutim, proizvodi slabije spojeve u usporedbi s zavarivanjem ili zakivanjem.
Prilikom spajanja neophodna je kontrola kvalitete. Operatori koriste stezanje, učvršćenja i automatizirane sustave pregleda kako bi osigurali čvrste spojeve bez nedostataka.
Završna obrada
Završna obrada daje limenim dijelovima konačan izgled i štiti ih od oštećenja. Ovaj korak poboljšava trajnost, izgled i performanse. Tehničari koriste nekoliko metoda za uklanjanje oštrih rubova, zaglađivanje površina i nanošenje zaštitnih premaza.
Skidanje ivica
Skidanje ivica uklanja oštre rubove i neravnine preostale nakon rezanja ili bušenja. Radnici koriste ručne turpije, ploče za skidanje srha ili specijalizirane strojeve. Ovaj proces sprječava ozljede i pomaže dijelovima da se glatko slažu. Skidanje ivica također priprema površinu za daljnje završne korake.
Mljevenje
Brušenjem se zaglađuju hrapave površine i uklanja višak materijala. Rukovatelji koriste kutne brusilice, tračne brusilice ili stolne brusilice. Brušenjem se stvara ujednačena površina i ispravljaju manji nedostaci. Važno je koristiti pravu granulaciju i tehniku kako biste izbjegli oštećenje metala.
Poliranje
Poliranje daje limu sjajan, reflektirajući završetak. Radnici koriste kotače za poliranje, jastučiće za poliranje i posebne smjese. Poliranje poboljšava izgled i također može smanjiti trenje. Mnogi ukrasni dijelovi, kao što su ploče i ukrasi, zahtijevaju ovaj korak.
Premazivanje
Premaz štiti metal od korozije i trošenja. Postoji nekoliko metoda premazivanja, svaka ima svoju svrhu. Donja tablica sažima uobičajene metode završne obrade i njihove glavne namjene:
Metoda dorade |
Glavna svrha(e) |
Anodiziranje |
Stvara zaštitni oksidni premaz za poboljšanje otpornosti na koroziju i zaštitu od oštećenja. |
Kemijsko mljevenje |
Urezuje ukrasne uzorke, logotipe ili oznake na limene dijelove. |
Galvanizacija |
Prekriva metalne površine drugim metalom radi povećanja otpornosti na koroziju i poboljšanja izgleda. |
Peskarenje kuglica |
Stvara mat završni sloj ili uklanja površinske nedostatke pjeskarenjem staklenim kuglicama. |
Premazivanje prahom |
Nanosi suhi film praha za zaštitu od korozije i habanja, također pruža atraktivnu boju. |
Tekuća boja |
Pruža gladak, poliran izgled pokrivanjem površina bojom. |
Prskanje plamenom |
Raspršuje rastaljeni metal na zagrijane komponente za stvaranje glatke, završne površine. |
Provjera svile |
Nanosi silikonsku tintu za stvaranje šarenih, ukrasnih uzoraka ili teksta na površini. |
Površinska obrada poboljšava kvalitetu i vijek trajanja limenih dijelova. Odabir metode ovisi o željenom izgledu, trajnosti i cijeni.
Savjet: Pažljivo rukovanje i redovito održavanje opreme pomažu u sprječavanju površinskih ogrebotina i problema s poravnanjem tijekom završne obrade. Korištenje zaštitnih filmova i softvera za 3D modeliranje također može smanjiti uobičajene probleme.
Mjerenje i sigurnost
Precizno mjerenje i snažna sigurnosna praksa osiguravaju visokokvalitetne rezultate u proizvodnji limova. Ovi koraci pomažu spriječiti pogreške, smanjiti otpad i zaštititi radnike.
Mjerni alati
Tehničari koriste razne alate za provjeru dimenzija i tolerancija. Uobičajeni mjerni alati uključuju:
Čeljusti i mikrometri za preciznu provjeru debljine i duljine
Trakaste mjere i ravnala za opća mjerenja
Koordinatni mjerni strojevi (CMM) za složene dijelove s malim tolerancijama
Digitalni mjerači i laserski mjerni uređaji za brza i precizna očitavanja
Točnost dimenzija ključna je za ispravno pristajanje i funkcioniranje. Radnici često dvaput provjeravaju mjere prije rezanja ili oblikovanja. CAD softver, kao što je SolidWorks ili Autodesk Fusion 360, pomaže u postavljanju i održavanju preciznih tolerancija tijekom cijelog procesa. Redovita kalibracija mjernih instrumenata osigurava pouzdane rezultate.
Napomena: Protokoli inspekcije u svakoj fazi - rezanje, oblikovanje i zavarivanje - rano otkrivaju nedostatke i smanjuju stope otpada. Pregled prvog komada i kontinuirani nadzor pomažu u održavanju točnosti čak i kada se alati istroše.
Sigurnosna oprema
Sigurnost ostaje glavni prioritet u svakoj tvornici. Radnici koriste osobnu zaštitnu opremu (PPE) kako bi se zaštitili od ozljeda. Osnovna sigurnosna oprema uključuje:
Rukavice za zaštitu ruku od oštrih rubova i vrućih površina
Zaštitne naočale ili štitnici za lice kako biste spriječili ozljede očiju
Zaštita sluha u bučnim okruženjima
Respiratori ili maske pri radu s prašinom ili dimom
Kacige i zaštitna odjeća za poslove zavarivanja
Trgovine provode stroge sigurnosne protokole i pružaju redovitu obuku. Zaštita stroja, zaustavljanje u nuždi i postupci zaključavanja/označavanja sprječavaju nezgode s pokretnom opremom. Dobro održavanje, pravilne tehnike dizanja i odgovarajuća ventilacija dodatno smanjuju rizike.
Redovito održavanje opreme, kvalificirano osoblje i poštivanje industrijskih standarda poput ISO 9001 i AWS D1.1 jamče sigurnost i kvalitetu. Ove prakse smanjuju otpad, sprječavaju ozljede i pomažu u isporuci pouzdanih proizvoda visoke kvalitete.
Tehnike izrade limova
Metode rezanja
Rezanje postolja kao prvi veliki korak u većini procesa proizvodnje lima. Tehničari koriste različite tehnike rezanja metalnih ploča za odvajanje, oblikovanje ili veličinu metalnih ploča. Svaka metoda nudi jedinstvene tolerancije i najbolje funkcionira s određenim debljinama materijala. Donja tablica uspoređuje najčešće metode rezanja:
Metoda rezanja |
Tipične tolerancije (mm) |
Raspon debljine materijala (mm) |
Ključne karakteristike i bilješke |
Rezanje vodenim mlazom |
±0,03 do ±0,08 |
Do 200 |
Najtočnija metoda; hladno rezanje eliminira toplinsku distorziju; dosljedna preciznost u svim debljinama. |
Lasersko rezanje |
±0,05 do ±0,1 |
Do 25-30 |
Brza obrada; izvrsna točnost na tankim do srednjim materijalima; toplinska distorzija može utjecati na debele dijelove. |
Rezanje plazmom |
±0,5 do ±1,5 |
100+ |
Prikladno za debele materijale; labavije tolerancije; rezanje velikom brzinom za strukturalne primjene. |
Mehaničko šišanje |
±0,1 do ±0,5 |
do 12 |
Isplativo za ravne rezove; umjerena preciznost; ograničena mogućnost debljine. |
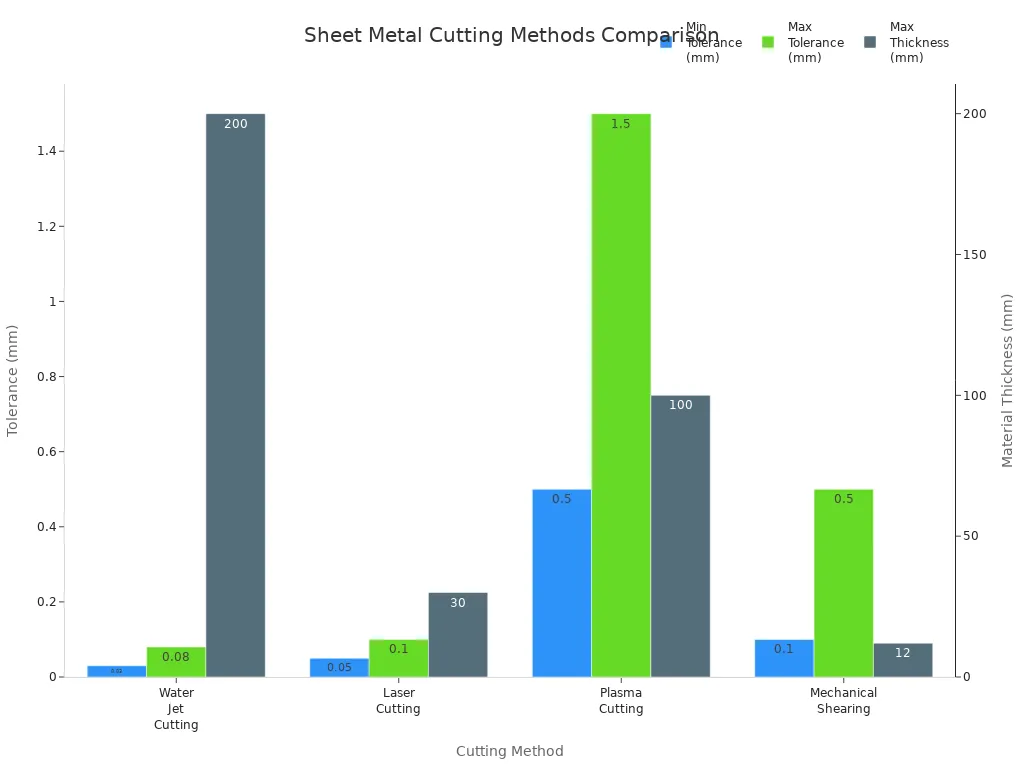
Rezanje vodenim mlazom pruža najveću preciznost i dobro funkcionira za debele materijale. Lasersko rezanje pruža brzinu i točnost za tanke do srednje listove. Rezanje plazmom brzo obrađuje debele metale, ali s manjom preciznošću. Mehaničko šišanje ostaje isplativo za ravne rezove na tanjim pločama. Ove tehnike rezanja čine temelj za mnoge tehnike izrade metala.
Savjet: Odabir odgovarajuće metode rezanja ovisi o potrebnoj toleranciji, debljini materijala i proračunu projekta.
Metode oblikovanja
Oblikovanjem se ravne metalne ploče pretvaraju u trodimenzionalne oblike. Tehnike oblikovanja lima uključuju širok raspon postupaka, od kojih je svaki prikladan za specifične oblike i materijale. Donja tablica prikazuje najčešće metode oblikovanja i materijale koji su najprikladniji za svaku od njih:
Metoda oblikovanja |
Opis |
Prikladni materijali |
Pritisnite kočenje |
Koristi matricu u obliku slova V za savijanje metalnog lima, stvarajući precizne nabore i strukture nalik kutiji. |
Čelik, aluminij, mesing |
Slip Rolling |
Provlači lim između valjaka za oblikovanje stožaca i cilindara kroz hladno valjanje. |
Čelik, aluminij, bakar |
Žigosanje |
Hladno oblikovanje velikog volumena korištenjem matrica i probijača za oblikovanje dijelova s rupama, prirubnicama, reljefima. |
Čelik, aluminij, mesing |
Flaring (Flanging) |
Oblikuje proširene ili rubne rubove za usne ili pojačanje. |
Čelik, Aluminij |
Utiskivanje |
Stvara uzdignute ili udubljene dizajne na površinama lima. |
Čelik, aluminij, bakar |
Louvering |
Oblikuje kutne proreze ili otvore za ventilaciju ili estetiku. |
Čelik, Aluminij |
Kovanje novca |
Koristi ekstremni pritisak za stvaranje detaljnih dojmova. |
Čelik, mesing |
Predenje |
Oblikuje metal na rotirajućoj osovini za proizvodnju šupljih, aksijalno simetričnih dijelova. |
Aluminij, čelik |
Oblikovanje valjaka |
Postupno savija metalni lim kroz valjke u obliku dugih zavoja ili krivulja. |
Čelik, Aluminij |
Savijanje se ističe kao najrašireniji postupak oblikovanja. Operateri koriste preše za stvaranje V, U i oblika kanala. Izvlačenjem se metal razvlači u kalupe za duboke, složene dijelove poput automobilskih ploča. Uvijanje oblikuje smotane rubove kako bi se uklonila oštrina i poboljšala sigurnost. Štancanje uključuje duboko izvlačenje, četveroklizno, hidroformiranje, izrezivanje, kovanje i utiskivanje. Svaka tehnika oblikovanja oblikuje metal za njegovu konačnu upotrebu.
Čelik, aluminij, bakar i mesing najčešći su materijali za oblikovanje lima. Čelik nudi snagu i izdržljivost. Aluminij je lagan i otporan na koroziju. Bakar osigurava izvrsnu vodljivost i savitljivost. Mesing kombinira snagu s dekorativnom završnom obradom.
Napomena: Odabir odgovarajuće metode oblikovanja i materijala osigurava da gotovi dio zadovoljava zahtjeve čvrstoće, izgleda i cijene.
Metode spajanja
Metode spajanja povezuju zasebne metalne dijelove u jedan sklop. Najčešće tehnike izrade za spajanje uključuju zavarivanje, mehaničko pričvršćivanje, preklopne spojeve, stezanje i lijepljenje. Donja tablica sažima ove tehnike spajanja:
Metoda spajanja |
Snaga |
Tipični slučajevi upotrebe |
Ograničenja |
Zavarivanje |
visoko |
Trajni spojevi visoke čvrstoće u automobilima, industrijskim strojevima, zrakoplovstvu |
Zahtijeva kvalificiranu radnu snagu, toplina može iskriviti tanke metale |
Mehaničko pričvršćivanje |
Umjereno |
Rastavljivi spojevi, montažne linije, HVAC, proizvodnja uređaja |
Povećava težinu, može utjecati na estetiku, slabije od zavarivanja |
Preklopni spojevi |
Niska do umjerena |
Lagani, vizualno čisti priključci, HVAC kanali, kućišta, nenosivi automobilski paneli |
Ograničeno na tanke metale, manje čvrsto od zavarivanja, zahtijeva precizno savijanje |
Klinč |
Umjereno |
Velika proizvodnja, HVAC, lagani sklopovi |
Ograničena čvrstoća, nije za aplikacije s visokim stresom |
Lijepljenje ljepilom |
Niska do umjerena |
Spajanje različitih metala, glatke završne obrade, lagane strukture |
Niža čvrstoća, osjetljiv na okoliš, duže vrijeme otvrdnjavanja |
Zavarivanjem se stvaraju čvrsti, trajni spojevi i neophodno je u automobilskoj i industrijskoj primjeni. Mehaničko pričvršćivanje koristi vijke, vijke ili zakovice za odvojive veze. Preklopni spojevi i stezanje dobro funkcioniraju za lagane sklopove i HVAC kanale. Lijepljenje spaja različite metale i daje glatke završne slojeve, iako nudi manju čvrstoću od zavarivanja.
Tehničari često kombiniraju tehnike spajanja kako bi uravnotežili snagu, izgled i brzinu proizvodnje u procesu izrade metala.
Metode dorade
Metode završne obrade limenim dijelovima daju konačni izgled i štite ih od oštećenja. Ove tehnike poboljšavaju trajnost, sigurnost i vizualnu privlačnost. Radnici odabiru metode završne obrade na temelju funkcije dijela, okoliša i željenog izgleda.
Uobičajene metode završne obrade u proizvodnji lima:
Skidanje srha
Skidanje srha uklanja oštre rubove i male metalne komadiće zaostale nakon rezanja ili bušenja. Radnici koriste ručne turpije, brusne kotače ili strojeve za ovaj proces. Skidanje ivica čini dijelove sigurnijima za rukovanje i priprema površine za daljnju završnu obradu.
Brušenje
Brušenjem se glačaju hrapave površine i uklanja višak materijala. Rukovatelji koriste kutne brusilice, tračne brusilice ili stolne brusilice. Brušenje stvara ujednačenu površinu i ispravlja male nedostatke. Ovaj korak je važan za dijelove koji trebaju čistu, ujednačenu završnu obradu.
Poliranje
Poliranje daje limu sjajnu, reflektirajuću površinu. Radnici koriste kotače za poliranje, jastučiće za poliranje i posebne smjese. Poliranje poboljšava izgled dijelova i također može smanjiti trenje. Mnogi ukrasni ili vidljivi dijelovi zahtijevaju ovaj korak.
Premaz
Premaz štiti metal od korozije, vlage i habanja. Postoji nekoliko metoda premazivanja. Svaki nudi različite pogodnosti:
Metoda premazivanja |
Glavna korist |
Tipična uporaba |
Premazivanje prahom |
Izdržljiva, šarena završna obrada |
Uređaji, automobilski dijelovi |
Anodiziranje |
Otpornost na koroziju, tvrda površina |
Aluminijski dijelovi |
Galvanizacija |
Sjajni, zaštitni metalni sloj |
Dekorativni predmeti, željezarija |
Slika |
Glatki, šareni izgled |
Paneli, kućišta |
Premazivanje prahom koristi suhi prah i toplinu za stvaranje čvrstog šarenog sloja. Anodizacija stvara zaštitni oksidni sloj, uglavnom na aluminiju. Galvanizacija pokriva metal drugim metalom, poput kroma ili nikla. Bojanje dodaje boju i štiti površinu.
Peskarenje perlama
Peskarenje perlama koristi male staklene perle ispaljene velikom brzinom za čišćenje i teksturu površine. Ova metoda uklanja nesavršenosti i stvara mat finiš. Radnici često koriste pjeskarenje prije bojanja ili premazivanja.
Savjet: Odabir odgovarajuće metode završne obrade ovisi o upotrebi dijela, vrsti metala i potrebnoj trajnosti. Odgovarajuća završna obrada produljuje vijek trajanja proizvoda od lima i poboljšava njihovu izvedbu.
Metode završne obrade igraju ključnu ulogu u procesu proizvodnje lima. Osiguravaju da dijelovi izgledaju dobro, traju duže i zadovoljavaju sigurnosne standarde. Vješti tehničari odabiru i primjenjuju ove metode kako bi postigli najbolje rezultate za svaki projekt.
Osnovni alati
Alati za rezanje
Izrada lima počinje s alatima za rezanje. Ovi alati oblikuju i određuju veličinu limova za kasnije korake. Svaki alat služi određenoj svrsi.
Škare
Škare prave ravne rezove na ravnim pločama. Operatori koriste giljotinske rezače za velike količine, ponavljajuće zadatke. Rezanje je najbolje za tanje materijale i daje čiste rubove. Ovaj alat je neophodan za pripremu metala prije oblikovanja.
Pile
Pile obrađuju deblje ili tvrđe metale. Tračne pile i električne pile za metal režu ravne linije kroz naslagane ploče. Pomične pile pomažu kod zamršenih dizajna. Sabljaste pile režu cijevi i profile. Svaka vrsta pile odgovara različitim potrebama rezanja.
škare
Škare nalikuju teškim škarama. Škare za lim režu ravne linije i blage zakrivljenosti u tankim listovima. Zrakoplovne škare omogućuju detaljnije krivulje i krugove. Radnici koriste škare za manje ili umjetničke projekte.
CNC strojevi
CNC strojevi automatiziraju rezanje s visokom preciznošću. Laserski rezači, plazma rezači i rezači vodenim mlazom spadaju u ovu kategoriju. Ovi strojevi obrađuju složene oblike i uske tolerancije. CNC tehnologija poboljšava brzinu i točnost u procesu rezanja.
Savjet: Kutne brusilice i grickalice za metal također igraju ulogu u rezanju, brušenju i poliranju. Oni nude svestranost i za grube i za fine radove.
Alati za oblikovanje
Alati za oblikovanje oblikuju ravni metal u trodimenzionalne dijelove. Ovaj korak uključuje savijanje, rastezanje, utiskivanje i valjanje. Svaki alat podržava različite metode oblikovanja.
Pritisnite kočnice
Preše izvode savijanje preše. Operateri koriste ove strojeve za stvaranje preciznih kutova i nabora. Press kočnice primjenjuju silu duž ravne osi, što ih čini idealnim za savijanje nosača, kućišta i panela. Mehaničke i hidrauličke preše nude različite mogućnosti brzine i sile.
Strojevi za valjanje
Strojevi za valjanje provlače lim između valjaka. Ovim postupkom nastaju stošci, cilindri i zakrivljeni oblici. Klizno valjanje dobro funkcionira za čelik, aluminij i bakar. Linije za oblikovanje valjaka obrađuju dugačka, kontinuirana savijanja greda i panela.
Čekići i kolica
Čekići i kolica pomažu pri ručnom oblikovanju. Radnici ih koriste za rastezanje, skupljanje i oblikovanje oblina. Ovi alati omogućuju detaljne prilagodbe i prilagođeni rad. Engleski kotači također pomažu u oblikovanju glatkih, zakrivljenih površina.
Napomena: Alati za oblikovanje uključuju komplete za bušenje i matrice za utiskivanje i bušenje rupa. Svaka tehnika oblikovanja zahtijeva pravi alat za točnost i učinkovitost.
Alati za spajanje
Alati za spajanje spajaju odvojene metalne dijelove. Glavne metode spajanja uključuju zavarivanje, zakivanje i lijepljenje.
Oprema za zavarivanje
Strojevi za zavarivanje, kao što su TIG i MIG zavarivači, stvaraju jake, trajne veze. Ovi strojevi omogućuju preciznu kontrolu topline i materijala za punjenje. Zavarivanjem se održava strukturni integritet metalnih sklopova. Operateri koriste zavarivanje u automobilskoj industriji, industriji i projektima popravaka.
Pištolji za zakovice
Pištolji za zakovice pričvršćuju metalne ploče zajedno s metalnim klinovima. Zakivanje nudi pouzdanu i ekonomičnu metodu spajanja. Ovaj alat dobro funkcionira za slijepu montažu i proizvodnju velikih količina.
Alati za ljepilo
Adhezivni alati nanose specijalizirana ljepila za lijepljenje metala. Ova metoda spaja različite materijale i stvara glatke završne obrade. Ljepljenje je jednostavno, ali stvara slabije spojeve od zavarivanja ili zakivanja.
Tehničari često koriste pričvršćivače, rezače žice i alate za označavanje tijekom spajanja i završne obrade. Ovi alati osiguravaju točnu montažu i sigurne veze.
Alati za završnu obradu
Alati za završnu obradu limenim dijelovima daju konačni izgled i štite ih od oštećenja. Ovi alati pomažu stvoriti glatke, sigurne i atraktivne površine. Radnici koriste alate za završnu obradu nakon rezanja, oblikovanja i spajanja koraka.
Mlinovi
Brusilice uklanjaju grube rubove, zavare i površinske nepravilnosti s metalnog lima. Pomažu u stvaranju jednolike završne obrade i pripremaju dijelove za bojanje ili premazivanje. Radnici biraju između nekoliko vrsta brusilica:
Kutne brusilice : Ovi alati koriste rotirajuće abrazivne diskove. Dobro funkcioniraju za zaglađivanje zavara i čišćenje rubova.
Stolne brusilice : Ovi stacionarni strojevi imaju dvije brusne ploče. Radnici ih koriste za oštrenje alata i glačanje malih dijelova.
Trakaste brusilice : Ovi strojevi koriste kontinuiranu abrazivnu traku. Pomažu s velikim, ravnim površinama i mogu brzo ukloniti materijal.
Operateri odabiru pravu brusilicu na temelju veličine posla i vrste metala. Često koriste različite veličine zrna kako bi postigli željenu završnu obradu. Grubo zrno brzo uklanja materijal, dok fino zrno stvara glatkiju površinu.
Savjet: uvijek nosite zaštitne naočale i rukavice kada koristite mlince. Iskre i metalni komadići mogu izazvati ozljede.
Sredstva za poliranje
Sredstva za poliranje daju limu sjajan, reflektirajući završetak. Uklanjaju sitne ogrebotine i čine da dijelovi izgledaju čisto i profesionalno. Strojevi za poliranje koriste mekane kotače ili jastučiće sa smjesama za poliranje. Ovi spojevi pomažu zagladiti površinu i dati jarko sjaj.
Uobičajene vrste sredstava za poliranje uključuju:
Rotacijski strojevi za poliranje : Ovi alati vrte meku podlogu u krugovima. Dobro funkcioniraju za ravne i zakrivljene površine.
Orbitalni strojevi za poliranje : Ovi strojevi pomiču jastučić u malim orbitama. Smanjuju tragove vrtloženja i pomažu u postizanju ravnomjernog završetka.
Radnici često poliraju ukrasne ploče, obloge i vidljive dijelove. Mogu koristiti nekoliko koraka poliranja, počevši s grubom smjesom i završivši s finom. Ispravno poliranje poboljšava izgled i otpornost na koroziju.
Napomena: Očistite površinu prije poliranja. Prljavština ili pijesak mogu ogrebati metal i uništiti završni sloj.
Oprema za premazivanje
Oprema za premazivanje štiti lim od hrđe, vlage i habanja. Također dodaje boju i poboljšava izgled. Postoji nekoliko vrsta opreme za premazivanje:
Vrsta opreme |
Glavna upotreba |
Uobičajeni premazi |
Pištolji za prskanje |
Nanesite boju ili tekuće premaze |
Boja, emajl, lak |
Pištolji za nanošenje praha |
Nanesite suhe praškaste premaze |
Bojanje u prahu |
Dip tankovi |
Potopite dijelove u tekućinu |
Pokrivanje, eloksiranje |
Pištolji za prskanje koriste komprimirani zrak za nanošenje tankog, ravnomjernog sloja boje. Pištolji za nanošenje praha koriste električnu energiju za lijepljenje praha na metal, koji se potom zapeče. Spremnici za umakanje oblažu dijelove uranjanjem u kupku s tekućinom.
Operateri odabiru pravu opremu na temelju vrste premaza i veličine dijela. Odgovarajući premaz produljuje vijek trajanja proizvoda od lima i čini ih novima.
Korištenje ispravnih alata za završnu obradu osigurava da svaki limeni dio zadovoljava standarde kvalitete i sigurnosti. Kvalificirani radnici znaju kako odabrati i koristiti ove alate za najbolje rezultate.
Ručni alati protiv strojeva
Osnovni ručni alat
Osnovni ručni alati daju metalcima izravnu kontrolu nad procesom izrade. Ovi alati omogućuju praktičan pristup, što ih čini idealnim za male poslove, izradu prototipova i detaljan rad. Kvalificirani radnici često preferiraju ručne alate kada trebaju opipati materijal i izvršiti precizna podešavanja. Ručni alati također pomažu naučiti dobre kupovne navike i podržavaju razmjenu znanja među članovima tima.
Naziv alata |
Tipična primjena |
Rezači žice |
Rezanje pohabanih krajeva i obrezivanje dijelova s rubova lima. |
Škare bez grla |
Izrada zakrivljenih, nepravilnih ili ravnih rezova na metalu; omogućuje slobodno kretanje metala oko oštrice. |
Kutna brusilica |
Poliranje, rezanje i brušenje metala; svestrani ručni električni alat. |
Diskovi za kutnu brusilicu |
Razne ploče (rezne ploče, brusne ploče, lamelaste ploče) za rezanje, brušenje i završnu obradu. |
Cleco spojnice |
Privremeno držanje više listova metala zajedno prije trajnog spajanja. |
Svrdla |
Bušenje rupa za spajanje komada lima; uključuje standardne i strojne nastavke. |
Alati za označavanje |
Alati kao što su škare, čeljusti i razdjelnici za precizno mjerenje i označavanje na metalu. |
Sigurnosna oprema |
Kacige, naočale, rukavice i zaštitna odjeća za sigurnost radnika. |
Ručni alati briljiraju u situacijama kada je brzina manje važna od točnosti i izrade. Radnici mogu izbjeći vrijeme postavljanja stroja i napraviti brze prilagodbe. Na primjer, metalac može koristiti škare bez grla za rezanje prilagođene krivulje ili alate za označavanje kako bi postavio precizan uzorak. Ručni alati također omogućuju bolju povratnu informaciju i kontrolu, što strojevi ne mogu uvijek pružiti.
Ručni alati ostaju ključni za detaljan, zanatski orijentiran rad. Podržavaju kreativnost i razvoj vještina u svakoj tvornici.
Električni alati i strojevi
Električni alati i strojevi mijenjaju način na koji metalci obrađuju velike ili složene projekte. Ovi alati povećavaju brzinu i produktivnost, što ih čini najboljim izborom za velike količine ili zadatke koji se ponavljaju. Strojevi kao što su hidraulične preše, CNC rezači i automatizirani sustavi za zavarivanje daju dosljedne rezultate i niske tolerancije.
Strojevi poboljšavaju učinkovitost povećavajući brzinu proizvodnje i smanjujući ljudske pogreške. Automatizirani sustavi s visokom preciznošću obrađuju zadatke koji se ponavljaju. CNC strojevi i robotski zavarivači mogu raditi na složenim oblicima i velikim serijama bez zamora. Sigurnosne značajke kao što su zaštitni štitnici i automatsko isključivanje pomažu u zaštiti operatera od ozljeda.
Aspekt |
Strojevi u proizvodnji limova |
Osnovni ručni alati u proizvodnji limova |
Svrha |
Učinkovito oblikovanje, rezanje i oblikovanje za veće količine ili precizan, ponovljiv rad |
Koristi se za manje poslove, izradu prototipa ili detaljan obrtnički rad |
Volumen i brzina |
Prikladno za velike količine i bržu proizvodnju |
Praktičnije za male količine ili kada je brzina manje kritična |
Preciznost i kontrola |
Strojevi pružaju dosljednu, ponovljivu preciznost |
Ručni alati omogućuju veću taktilnu kontrolu i osjećaj |
Kontekst primjene |
Industrijska proizvodnja, masovna proizvodnja |
Zanatstvo, izrada prototipova, male trgovine |
Strojevi su izvrsni u proizvodnji velikih količina, ali ručni alati ostaju vitalni za rad po narudžbi i fina podešavanja. Uravnotežena trgovina koristi oboje za postizanje najboljih rezultata.
Sigurnost i mjerenje
Sigurnosna oprema
Proizvodnja lima uključuje oštre rubove, teške strojeve i glasno okruženje. Radnici moraju koristiti odgovarajuću sigurnosnu opremu kako bi se zaštitili od ozljeda. Najvažnije vrste osobne zaštitne opreme (PPE) uključuju:
Rukavice : Štiti ruke od posjekotina, opeklina i oštrih rubova.
Zaštitne naočale s certifikatom ANSI Z87.1 : štite oči od letećih krhotina i iskri.
Zaštita sluha : Čepići za uši ili štitnici za uši smanjuju rizik od gubitka sluha u bučnim trgovinama. OSHA zahtijeva zaštitu sluha kada razina buke prijeđe 85 decibela tijekom osmosatne smjene.
Respiratorne maske : Filtrirajte prašinu, pare i čestice u zraku tijekom rezanja, brušenja ili zavarivanja.
Zaštitna odjeća : Jakne i pregače otporne na plamen štite od iskri i vrućeg metala.
Trgovine također koriste zaštitu za strojeve kako bi spriječile slučajni kontakt s pokretnim dijelovima. Zaštitnici, svjetlosne zavjese, blokade i gumbi za zaustavljanje u nuždi pomažu u zaštiti radnika. Postupci zaključavanja/označavanja (LOTO) izoliraju izvore energije tijekom održavanja, smanjujući rizik od električnih ili mehaničkih ozljeda. Nacionalni električni kodeks (NEC) postavlja standarde za električnu sigurnost, dok organizacije poput Američkog društva za zavarivanje (AWS) i ISO pružaju obuku i certificiranje za sigurnu praksu.
Pravilno održavanje OZO i redovita obuka imaju ključnu ulogu u prevenciji ozljeda. Čista, dobro održavana oprema radi bolje i traje dulje. Studije pokazuju da sveobuhvatna obuka o zaštiti stroja i sigurnosnoj obuci može smanjiti ozljede ruku i prstiju do 90% u radionicama za obradu lima.
Savjet: Radnici bi trebali provjeriti svoju sigurnosnu opremu prije svake smjene i odmah zamijeniti oštećene dijelove.
Mjerni uređaji
Precizno mjerenje osigurava da dijelovi od lima pristaju zajedno i funkcioniraju kako je projektirano. Proizvođači koriste niz mjernih uređaja, svaki sa svojom razinom preciznosti. Najčešći alati uključuju:
Precizna čelična ravnala : pružaju točnost do 0,001 inča, ovisno o duljini.
Precizne vrpce : nude tolerancije od ±1/32 inča za duljine do 12 stopa i ±1/16 inča za duža mjerenja.
Kalibrirana čelična ravnala i metar : sljedivi nacionalnim standardima, ovi alati dolaze s certificiranom točnošću i dokumentiranim odstupanjima.
Mikrometri : Pružaju najveću točnost među ručnim alatima. Digitalni, vernier, unutarnji i stolni mikrometri zahtijevaju pažljivo rukovanje. Korisnici moraju eliminirati zračnost vretena, postaviti uređaj na nulu, primijeniti lagani pritisak i održavati mjerne površine čistima za najbolje rezultate.
Donja tablica prikazuje tipične raspone tolerancije za različite materijale od lima:
Vrsta materijala |
Tipični raspon tolerancije (inči) |
Bilješke |
Aluminijske legure |
±0,010 do ±0,030 |
Mekši, podatniji |
Nehrđajući čelik |
±0,005 do ±0,015 |
Tvrđe, zahtijeva strože tolerancije |
Ugljični čelik |
±0,015 do ±0,045 |
Umjerena tolerancija |
bakrene legure |
±0,008 do ±0,020 |
Umjerena tolerancija |
alatni čelik |
±0,002 do ±0,010 |
Vrlo niske tolerancije zbog tvrdoće |
Titanij |
±0,005 do ±0,015 |
Visok omjer čvrstoće i težine |
Certificirani mjerni uređaji pomažu u održavanju kvalitete i dosljednosti u svakom projektu. Redovita kalibracija i pažljiva uporaba osiguravaju točnost mjerenja tijekom vremena.
Napomena: Dvostruka provjera mjerenja prije rezanja ili oblikovanja pomaže u sprječavanju skupih pogrešaka i rasipanja materijala.
Proizvodnja lima oblikuje ravni metal u čvrste, precizne dijelove za mnoge industrije. Radnici koriste metode rezanja, oblikovanja, spajanja i završne obrade s ručnim alatima i strojevima. Razumijevanje svakog koraka pomaže u stvaranju visokokvalitetnih proizvoda. Odabir prave tehnike ovisi o potrebama projekta, svojstvima materijala i dostupnoj opremi. Nova tehnologija, poput CNC strojeva, poboljšava brzinu i točnost. Odabir materijala, poput čelika ili aluminija, utječe na cijenu i učinak. Pažljivo planiranje osigurava da proizvodnja limova zadovoljava ciljeve dizajna i industrijske standarde.
FAQ
Koji je najčešći alat za rezanje u proizvodnji limova?
Škare su najčešći alat za rezanje. Radnici ih koriste za ravne rezove na tankim listovima. Škare daju čiste rubove i brze rezultate. Za deblje ili složenije oblike tehničari često koriste pile ili CNC strojeve.
Kako tehničari osiguravaju sigurnost tijekom izrade?
Tehničari nose rukavice, zaštitne naočale i zaštitu za sluh. Pridržavaju se strogih pravila trgovine i koriste čuvare strojeva. Redovita obuka i provjera opreme pomažu u sprječavanju ozljeda. Trgovine također koriste postupke zaustavljanja u nuždi i zaključavanja/označavanja.
Koji su metali najbolji za izradu limova?
Čelik, aluminij, bakar i mesing najpopularniji su izbor. Čelik nudi snagu. Aluminij je otporan na koroziju i ima manju težinu. Bakar osigurava dobru vodljivost. Mesing kombinira snagu s dekorativnom završnom obradom.
Zašto proizvođači koriste CNC strojeve?
CNC strojevi režu, savijaju i oblikuju metal s visokom preciznošću. Slijede programirane upute. CNC strojevi smanjuju pogreške i ubrzavaju proizvodnju. Tehničari ih koriste za složene oblike i uska odstupanja.
Koja metoda završne obrade štiti metal od hrđe?
Premaz u prahu štiti metal od hrđe i trošenja. Stvara čvrst, šareni sloj. Tehničari također koriste bojanje, eloksiranje i galvanizaciju za zaštitu i izgled.
Kako radnici mjere točnost limenih dijelova?
Radnici koriste pomična mjerila, mikrometre i čelična ravnala. Provjeravaju debljinu, duljinu i kutove. Digitalni mjerači i koordinatni mjerni strojevi pomažu kod složenih dijelova. Dvostruka provjera mjerenja sprječava pogreške.
Mogu li ručni alati zamijeniti strojeve u proizvodnji?
Ručni alati dobro funkcioniraju za male poslove, popravke i detaljan rad. Strojevi obrađuju velike količine i složene oblike. Većina trgovina koristi oboje za najbolje rezultate.
Koja je glavna razlika između zavarivanja i zakivanja?
Zavarivanjem se spajaju metalni dijelovi radi trajnog spajanja. Zakivanjem se ploče spajaju metalnim klinovima. Zavarivanjem se stvaraju čvršći spojevi. Zakivanje dobro funkcionira za slijepu montažu i brzu proizvodnju.










