板金の製造は、切断、成形、接合という 3 つの主要な技術カテゴリに依存します。サポート手順には、仕上げと正確な測定が含まれます。最も一般的な方法とツールを次の表に示します。
技術 |
説明 |
一般的なツール/方法 |
切断 |
材料を除去して金属を成形する |
ハンドハサミ、プラズマカッター、アングルグラインダー |
形にする |
金属を曲げたり伸ばしたりして形を整える |
プレスブレーキ、ハンマー、イングリッシュホイール |
接合 |
金属同士を接続する |
溶接設備、リベットガン |
これらの基本的な板金製造技術は、板金製造プロセスの中核を形成します。カスタム板金製造プロジェクトは、多くの場合、板金製造の 5 つの主要なステップ: 包括的なガイドに従います。
板金製造における 5 つの重要なステップ
板金製造の 5 つの主要なステップ: 切断、成形、接合、仕上げ、測定と安全性を含む包括的なガイド。各ステップでは、特定の金属加工技術とツールを使用して、原材料を完成品に変換します。次のセクションでは、これらの手順を詳しく説明し、最も重要な方法に焦点を当てます。
切断
カットは最初のステップです 板金製造プロセスのステップ。さまざまな基本的な板金製造技術を使用して、材料を除去して金属を成形します。最も一般的な切断方法には、シャーリング、レーザー切断、プラズマ切断、ウォータージェット切断、および鋸引きが含まれます。各方法は、さまざまなアプリケーションに独自の利点をもたらします。
剪断
シャーリングでは、2 つの大きなブレードを使用して板金を直線に切断します。この手法は高速かつ効率的であるため、建設やインフラストラクチャのプロジェクトに最適です。シャーリングマシンは大量の処理を行い、きれいで真っ直ぐなカットを生成します。オペレーターは、複雑な形状を必要としない迅速な作業にシャーリングを使用することがよくあります。
レーザー切断
レーザー切断では、集束レーザービームを使用して金属をスライスします。この方法は、特に薄い材料の場合に高い精度と速度を実現します。レーザー切断は、大量生産や自動化システムに適しています。厚さ約 5/8 インチまでの素材に限定されます。多くのメーカーは、その精度ときれいなエッジのためにレーザー切断を選択します。
プラズマ切断
プラズマ切断では、渦巻くガスと電気アークを使用して金属を切断します。この技術は厚い金属に効果的であり、速い切断速度を実現します。プラズマ カッターは、鋼やアルミニウムなどのさまざまな金属を処理します。オペレーターは、厚いシートを迅速に処理する必要がある場合にプラズマ切断を選択します。
ウォータージェット切断
ウォータージェット切断プロセスでは、研磨材を混合した高圧の水流を使用して金属を切断します。ウォータージェット切断は金属を平坦に保ち、熱の影響を受ける部分を避けるため、熱に敏感な材料に最適です。ウォータージェット切断は、スチール、セラミック、石などの厚い材料を処理できます。多くのショップでは、熱による歪みのない精度が必要なプロジェクトにウォータージェット切断を使用しています。
鋸引き
鋸引きは最も古い金属切断法の 1 つです。直線的な切断が可能で、単純な用途に適しています。この技術にはバンドソーとチョップソーが一般的なツールです。鋸引きは、金属製造プロセスにおける基本的な切断には依然として信頼できる選択肢です。
ヒント: 切断時には精度が重要です。技術者は高度な CAD ソフトウェアと CNC マシンを使用して切断を計画および実行し、エラーを減らし安全性を向上させます。
形にする
成形では、金属を目的の形状に成形します。このステップには、曲げ、スタンピング、延伸、圧延、深絞り、ノッチング、収縮、ビーディングなどのさまざまな金属製造技術が含まれます。板金成形は、複雑な部品や構造を作成するために不可欠です。
曲げ
曲げ加工は板金成形の核となる部分です。オペレーターはプレス ブレーキやその他の曲げ技術を使用して、角度や曲線を作成します。曲げると直線軸に沿って力が加えられ、切断や穴あけをしなくても形状が変化します。この方法は、ブラケット、エンクロージャ、自動車部品の製造に一般的です。板金の曲げ加工には、エラーや無駄を避けるために慎重な計画が必要です。
スタンピング
スタンピングでは、高速プレスと金型を使用して金属板を特定の形状に成形します。この技術は、大量生産や厳しい公差に最適です。プレス加工では、自動車のドア、機械部品、鋼板などの製品が製造されます。これは、板金製造の 5 つの主要なステップにおける重要な方法です。包括的なガイドです。
ストレッチ
引き伸ばすと金属が引っ張られて表面積が増加します。この成形技術は、滑らかな曲面を作成するのに役立ちます。オペレーターは、自動車のパネルや航空機の外板などの部品にストレッチを使用します。引き裂きや薄化を防ぐために、引き伸ばしには正確な制御が必要です。
ローリング
圧延では、シートメタルをローラーに通し、複雑な断面形状を形成します。この方法は正確かつ効率的で、屋根パネル、梁、収納棚などのアイテムを製造します。圧延は、特に大型の構造コンポーネントの板金成形において重要な部分です。
深絞り加工
深絞り加工では、板金を金型に引き込んで中空の形状を形成します。この技術により、缶、シンク、ヘルメットなどのアイテムが作成されます。深絞り加工は、強力でシームレスな部品を必要とする業界で一般的です。
ノッチング
ノッチングにより、板金の端から小さな部分が除去されます。この成形方法では、金属をさらに曲げたり接合したりできるように準備します。ノッチは、アセンブリで部品を結合するために重要です。
収縮
収縮により、シート メタルの特定の領域のサイズが縮小します。このテクニックは、曲線や輪郭を作成するのに役立ちます。オペレーターは、縮小を使用してカスタム プロジェクトのフィット感と仕上がりを調整します。
ビーズ加工
ビードを使用すると、シート メタルに隆起または凹んだ線が追加されます。この成形プロセスにより金属が強化され、外観が向上します。ビードは装飾トリムや補強部分によく使われます。
注: 材料の膨張と変形を管理することは、成形における課題です。技術者は、SolidWorks などのソフトウェアを使用してパターンを計算し、曲げシーケンスを最適化し、無駄やエラーを削減します。
接合
接合では、別々の金属片を接続して完全なアセンブリを形成します。板金製造における主な接合技術には、溶接、リベット留め、接着などが含まれます。各方法には異なる長所があり、プロジェクトの要件に基づいて選択されます。
溶接
溶接は金属片を融合させる永久的な接合方法です。高い耐荷重性と漏れ防止ジョイントを提供します。溶接は複雑な形状に適しており、金属加工プロセスで広く使用されています。特に薄い材料の場合、オペレータは熱を制御して反りを防ぐ必要があります。金属溶接には、MIG、TIG、レーザー溶接などの技術が含まれます。
リベット留め
リベット留めでは、金属ファスナーを使用してシートを結合します。この技術により、強力で永久的な接合が作成され、ブラインドでの組み立てが可能になります。リベット留めは費用対効果が高く信頼性が高いため、多くの業界で一般的な選択肢となっています。
接着剤による接合
接着剤による接着では、特殊な接着剤を使用して金属片を接合します。この方法は簡単であり、異なる材料を接続することができます。接着剤による接合は金属の物理的特性に影響を与えません。ただし、溶接やリベット留めに比べて接合部が弱くなります。
入社時には品質管理が欠かせません。オペレーターはクランプ、固定具、自動検査システムを使用して、強力で欠陥のない接合を確保します。
仕上げ
仕上げ加工により、板金部品に最終的な外観が与えられ、損傷から保護されます。このステップにより、耐久性、外観、パフォーマンスが向上します。技術者はいくつかの方法を使用して、鋭利なエッジを除去し、表面を滑らかにし、保護コーティングを塗布します。
バリ取り
バリ取りは、切断またはパンチング後に残った鋭利なエッジやバリを取り除きます。作業者は手動ヤスリ、バリ取りホイール、または専用の機械を使用します。このプロセスにより怪我が防止され、パーツがスムーズに嵌合するのに役立ちます。バリ取りは、さらなる仕上げステップのために表面を準備することにもなります。
研削
研削により粗い表面が滑らかになり、余分な材料が除去されます。オペレーターはアングル グラインダー、ベルト サンダー、またはベンチ グラインダーを使用します。研削により均一な表面が作成され、小さな欠陥が修正されます。金属の損傷を避けるために、適切な砥石と技術を使用することが重要です。
研磨
研磨により、シートメタルに光沢のある反射仕上げが施されます。作業者は研磨ホイール、バフ研磨パッド、特殊なコンパウンドを使用します。研磨すると外観が向上し、摩擦も軽減されます。パネルやトリムなどの多くの装飾部品では、この手順が必要です。
コーティング
コーティングは金属を腐食や摩耗から保護します。いくつかのコーティング方法が存在し、それぞれに独自の目的があります。以下の表は、一般的な仕上げ方法とその主な用途をまとめたものです。
仕上げ方法 |
主な目的 |
陽極酸化処理 |
保護酸化皮膜を形成して耐食性を向上させ、損傷から保護します。 |
ケミカルミリング |
装飾パターン、ロゴ、またはマーキングを板金部品にエッチングします。 |
電気めっき |
金属表面を別の金属でコーティングし、耐食性を高め、外観を向上させます。 |
ビーズブラスト |
ガラスビーズをブラストしてマット仕上げを作成したり、表面の欠陥を除去します。 |
粉体塗装 |
腐食と摩耗から保護するためにドライパウダーフィルムを適用し、魅力的な色も提供します。 |
液体ペイント |
表面をペイントで覆うことで、滑らかで洗練された外観を実現します。 |
火炎溶射 |
加熱されたコンポーネントに溶融金属をスプレーして、滑らかな仕上げ表面を作成します。 |
シルクスクリーン |
シリコンインクを塗布して、表面にカラフルな装飾的なパターンや文字を作成します。 |
表面仕上げにより、板金部品の品質と寿命の両方が向上します。どの方法を選択するかは、求められる外観、耐久性、コストによって決まります。
ヒント: 慎重な取り扱いと定期的な機器のメンテナンスは、仕上げ中の表面の傷や位置合わせの問題を防ぐのに役立ちます。保護フィルムや 3D モデリング ソフトウェアを使用すると、よくある問題を軽減することもできます。
測定と安全性
正確な測定と強力な安全対策により、板金製造における高品質の結果が保証されます。これらの手順は、エラーを防止し、無駄を削減し、作業者を保護するのに役立ちます。
測定ツール
技術者はさまざまなツールを使用して、寸法と公差をチェックします。一般的な測定ツールには次のものがあります。
正確な厚さと長さをチェックするためのキャリパーとマイクロメーター
一般的な測定用の巻尺と定規
公差が厳しい複雑な部品用の三次元測定機 (CMM)
デジタルゲージとレーザー測定装置による高速で正確な測定値
適切なフィット感と機能のためには、寸法精度が非常に重要です。作業者は、切断または成形する前に寸法を再確認することがよくあります。 SolidWorks や Autodesk Fusion 360 などの CAD ソフトウェアは、プロセス全体を通じて正確な公差を設定および維持するのに役立ちます。測定器を定期的に校正することで、信頼性の高い結果が得られます。
注: 切断、成形、溶接の各段階での検査プロトコルにより、欠陥を早期に発見し、スクラップ率を削減します。最初の部品の検査と継続的なモニタリングにより、工具が磨耗しても精度を維持できます。
安全装置
すべての製造工場において、安全性は依然として最優先事項です。労働者は怪我を防ぐために個人用保護具 (PPE) を使用します。必須の安全装備には次のものが含まれます。
ショップでは厳格な安全プロトコルを実施し、定期的なトレーニングを実施しています。機械の保護、緊急停止、ロックアウト/タグアウト手順により、移動中の機器による事故を防止します。適切な清掃、適切な持ち上げ技術、適切な換気により、リスクはさらに軽減されます。
定期的な機器のメンテナンス、熟練したスタッフ、ISO 9001 や AWS D1.1 などの業界標準の順守により、安全性と品質の両方が保証されます。これらの実践により、無駄を最小限に抑え、怪我を防ぎ、信頼性の高い高品質の製品を提供することができます。
板金製造技術
切断方法
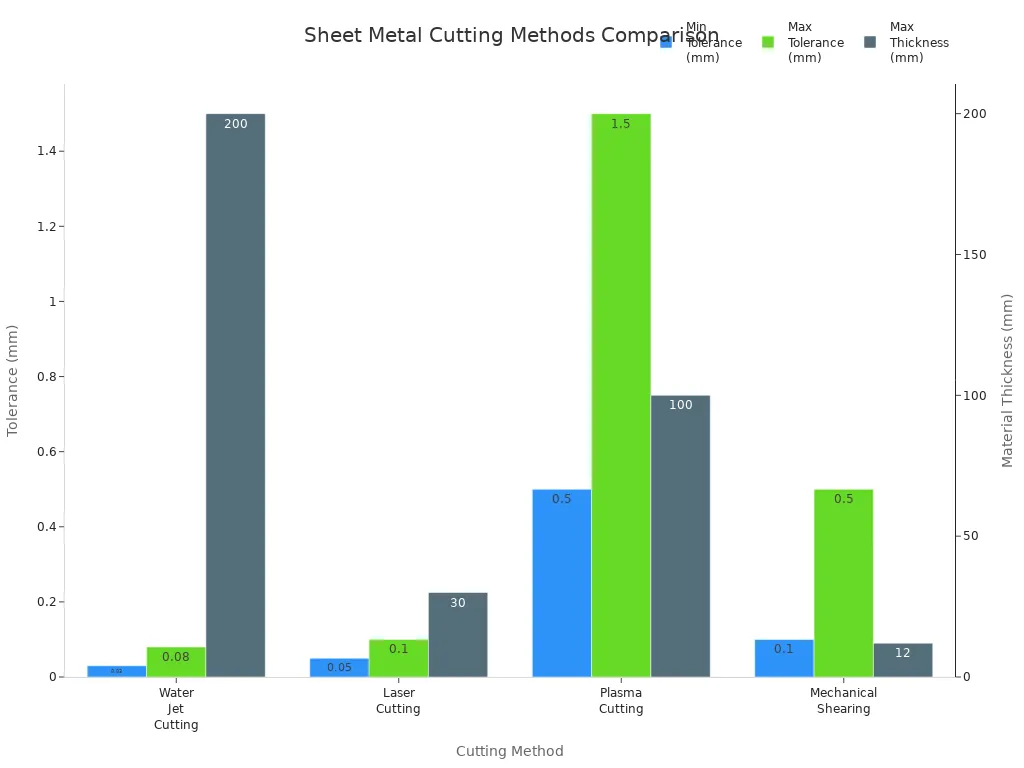
切断は、ほとんどの板金製造プロセスの最初の主要なステップです。技術者は、さまざまな板金切断技術を使用して、金属板を分離、成形、またはサイズ設定します。各方法は独自の公差を提供し、特定の材料の厚さで最適に機能します。以下の表は、最も一般的な切断方法を比較しています。
切断方法 |
一般的な公差 (mm) |
材質厚み範囲(mm) |
主な特徴と注意事項 |
ウォータージェット切断 |
±0.03~±0.08 |
最大200 |
最も正確な方法。冷間切断により熱歪みが除去されます。厚さ全体にわたって一貫した精度。 |
レーザー切断 |
±0.05~±0.1 |
25~30まで |
高速処理。薄肉から中肉までの優れた精度。熱歪みは厚い部分に影響を与える可能性があります。 |
プラズマ切断 |
±0.5~±1.5 |
100+ |
厚い材料に適しています。許容差が緩くなる。構造用途向けの高速切断。 |
機械的せん断 |
±0.1~±0.5 |
最大12個 |
直線カットの場合はコスト効率が高くなります。中程度の精度。制限された厚さの機能。 |
ウォーター ジェット切断は最高の精度を実現し、厚い材料に適しています。レーザー切断により、薄いシートから中程度のシートまで速度と精度が向上します。プラズマ切断は、精度は劣りますが、厚い金属を迅速に処理します。機械的せん断は、薄いシートを真っ直ぐに切断する場合に依然として費用対効果が高くなります。これらの切削技術は、多くの金属加工技術の基礎を形成します。
ヒント: 適切な切断方法の選択は、必要な公差、材料の厚さ、プロジェクトの予算によって異なります。
成形方法
フォーミングは平らな金属シートを立体的な形状に変換します。板金成形技術には幅広いプロセスが含まれており、それぞれが特定の形状や材料に適しています。以下の表は、最も一般的な成形方法と、それぞれに最適な材料の概要を示しています。
成形方法 |
説明 |
適切な材料 |
プレスブレーキ |
V 字型の金型を使用して板金を曲げ、正確な折り目や箱のような構造を作成します。 |
スチール、アルミニウム、真鍮 |
スリップローリング |
金属板をローラーの間に通し、冷間圧延により円錐と円柱を形成します。 |
スチール、アルミニウム、銅 |
スタンピング |
ダイとパンチを使用して、穴、フランジ、エンボスのある部品を成形する大量の冷間成形。 |
スチール、アルミニウム、真鍮 |
フレア加工(フランジ加工) |
リップや補強のためにフレア状またはフランジ状のエッジを形成します。 |
スチール、アルミニウム |
エンボス加工 |
板金表面に凹凸のあるデザインを作成します。 |
スチール、アルミニウム、銅 |
ルーバーリング |
通気性や美観を高めるために、角度のついたスリットや通気口を形成します。 |
スチール、アルミニウム |
コイニング |
極度の圧力を使用して詳細な印象を作成します。 |
スチール、真鍮 |
紡糸 |
回転するマンドレル上で金属を成形し、中空の軸対称部品を製造します。 |
アルミニウム、スチール |
ロールフォーミング |
ローラーを使ってシートメタルを徐々に曲げて、長い曲げや曲線を形成します。 |
スチール、アルミニウム |
曲げは、最も広く使用されている成形プロセスとして際立っています。オペレーターはプレス ブレーキを使用して、V、U、チャンネルの形状を作成します。自動車パネルなどの深く複雑な部品の金型に金属を引き伸ばすことです。カーリングによりエッジをロール状に形成し、鋭さを取り除き、安全性を向上させます。スタンピングには、深絞り、フォースライド、ハイドロフォーミング、ブランキング、コイニング、エンボス加工が含まれます。各成形技術は、最終用途に合わせて金属を成形します。
鋼、アルミニウム、銅、真鍮は板金成形に最も一般的な材料です。スチールは強度と耐久性を提供します。アルミニウムは軽量で腐食に強いです。銅は優れた導電性と展性を備えています。真鍮は強度と装飾的な仕上げを兼ね備えています。
注: 適切な成形方法と材料を選択すると、完成した部品が強度、外観、コストの要件を確実に満たすことができます。
接合方法
接合方法は、別々の金属片を単一のアセンブリに接続します。接合のための最も一般的な製造技術には、溶接、機械的締結、折り畳み接合、クリンチ、および接着が含まれます。以下の表は、これらの結合手法をまとめたものです。
接合方法 |
強さ |
典型的な使用例 |
制限事項 |
溶接 |
高い |
自動車、産業機械、航空宇宙における永久的高強度ジョイント |
熟練した労働力が必要ですが、熱により薄い金属が変形する可能性があります |
機械的締結 |
適度 |
取り外し可能なジョイント、組立ライン、HVAC、家電製品の製造 |
重量が増加し、美観に影響を及ぼす可能性があり、溶接よりも弱い |
折りたたみジョイント |
低から中程度 |
軽量で見た目にすっきりとした接続、HVAC ダクト、エンクロージャ、非耐荷重自動車パネル |
薄い金属に限定され、溶接よりも強度が低く、正確な曲げが必要です |
クリンチング |
適度 |
大量生産、HVAC、軽量アセンブリ |
強度が限られているため、高応力用途には適さない |
接着剤による接合 |
低から中程度 |
異種金属の接合、滑らかな仕上げ、軽量構造 |
強度が低く、環境の影響を受けやすく、硬化時間が長い |
溶接は強力で永久的な接合を作成し、自動車および産業用途に不可欠です。機械的固定では、ネジ、ボルト、またはリベットを使用して取り外し可能な接続を行います。折りたたみジョイントとクリンチングは、軽量アセンブリや HVAC ダクトに適しています。接着剤による接合は異種金属を接合し、滑らかな仕上がりを実現しますが、強度は溶接より劣ります。
技術者は、金属製造プロセスにおける強度、外観、生産速度のバランスをとるために、接合技術を組み合わせることがよくあります。
仕上げ方法
仕上げ方法は板金部品に最終的な外観を与え、損傷から保護します。これらの技術により、耐久性、安全性、見た目の魅力が向上します。作業者は、部品の機能、環境、望ましい外観に基づいて仕上げ方法を選択します。
板金製造における一般的な仕上げ方法:
バリ取り
バリ取りは、切断またはパンチング後に残った鋭いエッジや小さな金属片を取り除きます。このプロセスでは、作業者は手作業のやすり、バリ取りホイール、または機械を使用します。バリ取りにより、部品の取り扱いがより安全になり、さらなる仕上げに向けて表面が準備されます。
研削
研削は、粗い表面を滑らかにし、余分な材料を除去します。オペレーターはアングル グラインダー、ベルト サンダー、またはベンチ グラインダーを使用します。研削により均一な表面が作成され、小さな欠陥が修正されます。このステップは、きれいで均一な仕上げが必要な部品にとって重要です。
研磨
研磨により、シートメタルに光沢のある反射面が与えられます。作業者は研磨ホイール、バフ研磨パッド、特殊なコンパウンドを使用します。研磨すると部品の外観が向上し、摩擦も軽減されます。多くの装飾部品や目に見える部品では、この手順が必要です。
コーティング
コーティングは金属を腐食、湿気、摩耗から保護します。いくつかのコーティング方法が存在します。それぞれに異なる利点があります。
塗装方法 |
主なメリット |
一般的な使用方法 |
粉体塗装 |
耐久性があり、カラフルな仕上がり |
家電製品、自動車部品 |
陽極酸化処理 |
耐食性、表面が硬い |
アルミ部品 |
電気めっき |
光沢のある保護金属層 |
装飾品、金具 |
絵画 |
滑らかでカラフルな外観 |
パネル、エンクロージャ |
パウダーコーティングでは、乾燥粉末と熱を使用して、丈夫でカラフルな層を作成します。陽極酸化により、主にアルミニウム上に保護酸化物層が形成されます。電気めっきでは、金属をクロムやニッケルなどの別の金属で覆います。塗装すると色が加わり、表面が保護されます。
ビーズブラスト
ビーズブラストでは、高速でショットされた小さなガラスビーズを使用して、表面をきれいにして質感を高めます。この方法では欠陥が取り除かれ、マットな仕上がりになります。作業者は塗装やコーティングの前にビードブラストを使用することがよくあります。
ヒント: 適切な仕上げ方法の選択は、部品の用途、金属の種類、必要な耐久性によって異なります。適切な仕上げは板金製品の寿命を延ばし、性能を向上させます。
仕上げ方法は板金製造プロセスにおいて重要な役割を果たします。これらにより、部品の見栄えが良く、長持ちし、安全基準を満たしていることが保証されます。熟練した技術者がこれらの方法を選択して適用し、各プロジェクトに最良の結果をもたらします。
必須ツール
切削工具
板金加工は 切削工具から始まります。これらのツールは、後のステップのために金属シートの形状とサイズを設定します。各ツールは特定の目的を果たします。
ハサミ
ハサミは平らなシートを直線でカットします。オペレーターは、大量の反復作業にギロチン カッターを使用します。シャーリングは薄い素材に最適で、きれいなエッジが得られます。このツールは、成形前の金属の準備に不可欠です。
のこぎり
鋸は厚い金属や硬い金属を扱います。バンドソーと電気金属のこぎりは、積み重ねられたシートを直線で切断します。スクロールソーは複雑なデザインに役立ちます。レシプロソーはパイプや異形材を切断します。各鋸の種類は、異なる切断ニーズに対応します。
スニップ
スニップは頑丈なハサミに似ています。ブリキのスニップは、薄いシートの直線やわずかな曲線をカットします。航空スニップを使用すると、より詳細な曲線や円を作成できます。労働者は小規模または芸術的なプロジェクトにスニップを使用します。
CNCマシン
CNC マシンは高精度の切断を自動化します。レーザー カッター、プラズマ カッター、ウォーター ジェット カッターがこのカテゴリに分類されます。これらの機械は、複雑な形状や厳しい公差を処理します。 CNC テクノロジーにより、切断プロセスの速度と精度が向上します。
ヒント: アングル グラインダーと金属ニブラーも、切断、研削、研磨の役割を果たします。荒い作業と細かい作業の両方に多用途に使用できます。
成形ツール
成形ツールは平らな金属を立体的な部品に成形します。このステップには、曲げ、ストレッチ、スタンピング、ローリングが含まれます。各ツールは異なる成形方法をサポートしています。
プレスブレーキ
プレスブレーキはプレスブレーキ曲げを行います。オペレーターはこれらの機械を使用して、正確な角度や折り目を作成します。プレス ブレーキは直線軸に沿って力を加えるため、ブラケット、エンクロージャ、パネルの曲げに最適です。機械プレスと油圧プレスには、さまざまな速度と力のオプションがあります。
ローリングマシン
圧延機はローラーの間に板金を通過させます。このプロセスにより、円錐、円柱、および湾曲した形状が形成されます。スリップローリングは、鋼、アルミニウム、銅に適しています。ロール成形ラインは、ビームやパネルの長く連続した曲げを処理します。
ハンマー&ドリー
ハンマーと台車は手作業での成形に役立ちます。作業者はこれらを使用して、曲線を伸ばしたり、縮めたり、形を整えたりします。これらのツールを使用すると、詳細な調整やカスタム作業が可能になります。英国式ホイールは、滑らかな曲面の形成にも役立ちます。
注: 成形ツールには、スタンピングおよび穴あけ用のパンチとダイのセットが含まれます。各成形技術には、精度と効率を高めるための適切なツールが必要です。
結合ツール
接合ツールは別々の金属部分を接続します。主な接合方法としては、溶接、リベット止め、接着などが挙げられます。
溶接設備
TIG 溶接機や MIG 溶接機などの溶接機は、強力で永久的な接合を作成します。これらの機械により、熱と充填材を正確に制御できます。溶接により、金属アセンブリの構造的完全性が維持されます。オペレーターは、自動車、産業、修理のプロジェクトで溶接を使用します。
リベットガン
リベットガンは金属ピンで金属シートを固定します。リベット留めは、信頼性が高くコスト効率の高い接合方法を提供します。このツールはブラインドアセンブリや大量生産に適しています。
接着ツール
接着ツールは、金属を接着するための特殊な接着剤を塗布します。この方法は異種材料を接合し、滑らかな仕上がりを実現します。接着による接合は簡単ですが、溶接やリベット止めよりも接合が弱くなります。
技術者は、接合や仕上げの際に、ファスナー、ワイヤー カッター、マーキング ツールをよく使用します。これらのツールにより、正確な組み立てと確実な接続が保証されます。
仕上げ工具
仕上げツールは板金部品に最終的な外観を与え、損傷から保護します。これらのツールは、滑らかで安全で魅力的な表面を作成するのに役立ちます。作業者は、切断、成形、接合の各ステップの後に仕上げツールを使用します。
グラインダー
グラインダーは、板金から粗いエッジ、溶接ビード、表面の欠陥を取り除きます。均一な仕上げを作成し、部品の塗装やコーティングの準備に役立ちます。作業者はいくつかの種類のグラインダーから選択します。
アングル グラインダー: これらのツールは回転研磨ディスクを使用します。溶接を滑らかにしたり、エッジをきれいにしたりするのに適しています。
ベンチグラインダー: これらの定置式の機械には 2 つの砥石が付いています。作業者は工具を研いだり、小さな部品を滑らかにしたりするためにそれらを使用します。
ベルトグラインダー: 連続研磨ベルトを使用する機械です。広くて平らな表面に役立ち、材料を素早く除去できます。
オペレーターは、ジョブのサイズと金属の種類に基づいて適切なグラインダーを選択します。望ましい仕上がりを実現するために、さまざまな粒度を使用することがよくあります。粗いグリットは材料を素早く除去しますが、細かいグリットはより滑らかな表面を作成します。
ヒント: グラインダーを使用するときは、必ず安全メガネと手袋を着用してください。火花や金属片により怪我をする恐れがあります。
ポリッシャー
ポリッシャーはシートメタルに光沢のある反射仕上げを施します。細かい傷を取り除き、パーツをきれいでプロフェッショナルな外観にします。ポリッシャーは、研磨剤を含むソフトホイールまたはパッドを使用します。これらの化合物は表面を滑らかにし、明るい輝きを引き出すのに役立ちます。
一般的なポリッシャーの種類は次のとおりです。
作業員は装飾パネル、トリム、目に見える部分を磨くことがよくあります。粗いコンパウンドで始めて細かいコンパウンドで仕上げるという、いくつかの研磨ステップを使用する場合があります。適切な研磨により、外観と耐食性の両方が向上します。
注: 研磨する前に表面をきれいにしてください。汚れや砂が金属に傷を付け、仕上げを台無しにする可能性があります。
塗装設備
コーティング装置は金属板を錆、湿気、摩耗から保護します。色も加わり見た目も良くなります。いくつかのタイプのコーティング装置が存在します。
機器の種類 |
主な用途 |
一般的なコーティング |
スプレーガン |
ペイントまたは液体コーティングを塗布する |
ペイント、エナメル、ラッカー |
粉体塗装ガン |
ドライパウダーコーティングを塗布する |
粉体塗装 |
ディップタンク |
部品を液体に浸す |
メッキ、アルマイト処理 |
スプレーガンは圧縮空気を使用して、塗料の薄く均一な層を塗布します。粉体塗装ガンは、電気を使って粉体を金属に付着させ、焼き付けます。ディップタンクは部品を液体バスに浸してコーティングします。
オペレーターは、コーティングの種類と部品のサイズに基づいて適切な装置を選択します。適切なコーティングにより、板金製品の寿命が延び、新品のような状態が保たれます。
適切な仕上げツールを使用すると、すべての板金部品が品質と安全基準を満たしていることが保証されます。熟練した作業者は、最良の結果を得るためにこれらのツールを選択して使用する方法を知っています。
手動工具 vs. 機械
基本的な手工具
基本的なハンドツールを使用すると、金属労働者は製造プロセスを直接制御できます。これらのツールは実践的なアプローチを可能にし、小規模なジョブ、プロトタイピング、および詳細な作業に最適です。熟練した作業者は、素材を触って正確に調整する必要がある場合に、手工具を好むことがよくあります。ハンドツールは、店舗での良い習慣を教え、チームメンバー間の知識共有をサポートするのにも役立ちます。
ツール名 |
代表的な用途 |
ワイヤーカッター |
擦り切れた端を切り取り、板金の端からビットをトリミングします。 |
のどなしハサミ |
金属に曲線、不規則、または直線の切り込みを入れる。ブレードの周りの金属を自由に動かすことができます。 |
アングルグラインダー |
金属の研磨、切断、研削。多用途の手持ち電動工具。 |
アングルグラインダーディスク |
切断、研削、仕上げ用の各種ディスク(カットオフホイール、砥石、フラップディスク)。 |
クレコファスナー |
恒久的に接合する前に、複数の金属シートを一時的に保持します。 |
ドリルビット |
板金片を組み合わせるために穴を開ける。標準および小ねじビットが含まれます。 |
マーキングツール |
金属の正確な測定とマーキングを行うためのスクライバー、ノギス、ディバイダーなどのツール。 |
安全装置 |
作業者の安全のためのヘルメット、メガネ、手袋、保護服。 |
手動工具は、精度や職人技よりも速度が重要ではない状況で優れています。作業者は機械のセットアップ時間を省略し、迅速な調整を行うことができます。たとえば、金属加工者は、喉のないハサミを使用してカスタムの曲線を切断したり、マーキング ツールを使用して正確なパターンをレイアウトしたりできます。手動ツールを使用すると、機械では常に提供できない、より優れたフィードバックと制御も可能になります。
手作業による細かい作業には、依然として手工具が不可欠です。あらゆる製造工場の創造性とスキル開発をサポートします。
電動工具と機械
電動工具や機械は、金属労働者が大規模または複雑なプロジェクトを処理する方法を変革します。これらのツールは速度と生産性を向上させるため、大量のタスクや反復可能なタスクに最適です。油圧プレス ブレーキ、CNC カッター、自動溶接システムなどの機械は、一貫した結果と厳しい公差を実現します。
機械は生産速度を上げ、人的ミスを減らすことで効率を向上させます。自動化システムは、反復的なタスクを高精度で処理します。 CNC 機械やロボット溶接機は、複雑な形状や大量のバッチを疲労することなく作業できます。保護ガードや自動シャットオフなどの安全機能により、オペレーターが怪我から保護されます。
側面 |
板金製造における機械 |
板金製造における基本的なハンドツール |
目的 |
効率的な成形、切断、成形により、大量生産や正確で繰り返し可能な作業を実現します。 |
小規模な作業、プロトタイピング、または詳細な工芸品指向の作業に使用されます。 |
音量と速度 |
大量生産と高速生産に適しています |
少量の場合、または速度があまり重要でない場合には、より実用的です |
精度と制御 |
機械は一貫した再現可能な精度を提供します |
ハンドツールにより、より触覚的なコントロールと感触が可能になります |
アプリケーションコンテキスト |
工業製造、大量生産 |
ものづくり、試作、小さな仕事の店 |
機械は大量生産に優れていますが、カスタム作業や微調整には依然として手動工具が不可欠です。バランスのとれたショップは両方を使用して最高の結果を達成します。
安全性と測定
安全装置
板金の製造には、鋭利なエッジ、重機、騒々しい環境が伴います。労働者は怪我から身を守るために適切な安全具を使用しなければなりません。最も重要な個人用保護具 (PPE) には次のような種類があります。
手袋: 切り傷、火傷、鋭利な刃物から手を保護します。
ANSI Z87.1 認定安全メガネ: 飛来する破片や火花から目を守ります。
聴覚保護: 耳栓またはイヤーマフを使用すると、騒がしい店内での難聴のリスクが軽減されます。 OSHA は、8 時間のシフトで騒音レベルが 85 デシベルを超える場合、聴覚保護具を義務付けています。
呼吸用マスク: 切断、研削、溶接中に粉塵、ヒューム、浮遊粒子を濾過して除去します。
防護服: 難燃性のジャケットとエプロンは火花や高温の金属から身を守ります。
店舗では、可動部品との偶発的な接触を防ぐために機械の保護も行っています。ガード、ライト カーテン、インターロック、緊急停止ボタンは、作業者の安全を守ります。ロックアウト/タグアウト (LOTO) 手順により、メンテナンス中にエネルギー源が隔離され、電気的または機械的損傷のリスクが軽減されます。米国電気規格 (NEC) は電気の安全性の基準を設定し、米国溶接協会 (AWS) や ISO などの組織は安全な実践のためのトレーニングと認証を提供しています。
適切な PPE のメンテナンスと定期的なトレーニングは、怪我の予防に重要な役割を果たします。清潔でよくメンテナンスされたギアはより良く機能し、より長持ちします。研究によると、包括的な機械の保護と安全トレーニングにより、板金工場での手や指の怪我を最大 90% 減らすことができます。
ヒント: 労働者は各シフトの前に安全具を点検し、損傷したアイテムはすぐに交換する必要があります。
測定装置
正確な測定により、板金部品が確実に嵌合し、設計どおりに機能することが保証されます。製造業者は、それぞれ独自の精度レベルを持つさまざまな測定装置を使用します。最も一般的なツールには次のものがあります。
精密スチール定規: 長さに応じて、最大 0.001 インチの精度を提供します。
精密巻尺: 最大 12 フィートの長さの場合は ±1/32 インチ、それより長い測定の場合は ±1/16 インチの公差を提供します。
校正済みのスチール製定規と巻尺: 国家標準に準拠したこれらのツールは、精度が保証されており、偏差が文書化されています。
マイクロメーター: 手持ち工具の中で最高の精度を実現します。デジタル、バーニア、内側、ベンチマイクロメーターは慎重な取り扱いが必要です。最良の結果を得るには、ユーザーはスピンドルの遊びを排除し、デバイスをゼロ調整し、軽い圧力を加え、測定面を清潔に保つ必要があります。
以下の表は、さまざまな板金材料の一般的な公差範囲を示しています。
材質の種類 |
一般的な公差範囲 (インチ) |
注意事項 |
アルミニウム合金 |
±0.010~±0.030 |
より柔らかく、より展性が高い |
ステンレス鋼 |
±0.005~±0.015 |
より硬く、より厳しい公差が必要 |
炭素鋼 |
±0.015~±0.045 |
中程度の耐性 |
銅合金 |
±0.008~±0.020 |
中程度の耐性 |
工具鋼 |
±0.002~±0.010 |
硬度のため公差が非常に厳しい |
チタン |
±0.005~±0.015 |
高い強度重量比 |
認定された測定装置は、あらゆるプロジェクトの品質と一貫性を維持するのに役立ちます。定期的な校正と注意深い使用により、長期間にわたって測定値の正確さが維持されます。
注: 切断または成形する前に寸法を再確認すると、コストのかかる間違いや材料の無駄を防ぐことができます。
板金製造では、平らな金属を成形して、多くの業界向けの強力で精密な部品を作成します。作業者は、手工具と機械の両方を使用して、切断、成形、接合、仕上げの方法を使用します。それぞれの工程を理解することで、高品質な製品を生み出すことができます。適切な技術の選択は、プロジェクトのニーズ、材料特性、利用可能な機器によって異なります。 CNC マシンなどの新しいテクノロジーにより、速度と精度が向上します。スチールやアルミニウムなどの材料の選択は、コストと性能に影響します。慎重に計画を立てることで、板金製造が設計目標と業界標準を確実に満たすことができます。
よくある質問
板金加工で最も一般的な切削工具は何ですか?
ハサミは最も一般的な切断工具です。作業者は、薄いシートをまっすぐに切断するためにこれらを使用します。ハサミはきれいなエッジと迅速な結果を提供します。より厚い形状や複雑な形状の場合、技術者は鋸や CNC 機械を使用することがよくあります。
技術者は製造中の安全をどのように確保していますか?
技術者は手袋、安全メガネ、聴覚保護具を着用します。彼らは厳格な店の規則に従い、機械の警備員を使用しています。定期的なトレーニングと装備のチェックは怪我の防止に役立ちます。店舗では緊急停止やロックアウト/タグアウト手順も使用されます。
板金加工に最適な金属はどれですか?
鋼、アルミニウム、銅、真鍮が最も一般的な選択肢です。スチールは強度を提供します。アルミニウムは腐食に強く、軽量です。銅は優れた導電性をもたらします。真鍮は強度と装飾的な仕上げを兼ね備えています。
なぜ製造業者は CNC マシンを使用するのでしょうか?
CNC 機械は 金属を高精度で切断、曲げ、成形します。彼らはプログラムされた指示に従います。 CNC マシンはエラーを減らし、生産をスピードアップします。技術者は、複雑な形状や厳しい公差にこれらを使用します。
金属を錆から守る仕上げ方法は何ですか?
粉体塗装により金属を錆や摩耗から守ります。丈夫でカラフルな層を作ります。技術者は、保護と外観を向上させるために、塗装、陽極酸化、電気メッキも行います。
作業者は板金部品の精度をどのように測定するのでしょうか?
作業者はノギス、マイクロメーター、スチール定規を使用します。太さ、長さ、角度などをチェックします。デジタルゲージと三次元測定機は、複雑な部品の加工に役立ちます。測定値をダブルチェックすることで間違いを防ぎます。
製造現場ではハンドツールが機械の代わりになるでしょうか?
ハンドツールは、小さな作業、修理、細かい作業に適しています。機械は大量の物や複雑な形状を処理します。ほとんどのショップでは、最良の結果を得るために両方を使用しています。
溶接とリベット留めの主な違いは何ですか?
溶接により金属片が融合し、永久的な結合が得られます。リベット留めは金属ピンでシートを接合します。溶接によりより強力な接合が作成されます。リベット留めはブラインド組み立てや迅速な生産に適しています。