Produkcja blachy opiera się na trzech głównych kategoriach technik: cięcie, formowanie i łączenie. Etapy pomocnicze obejmują wykończenie i precyzyjny pomiar. Najpopularniejsze metody i narzędzia przedstawiono w poniższej tabeli:
Technika |
Opis |
Typowe narzędzia/metody |
Cięcie |
Kształtowanie metalu poprzez usuwanie materiału |
Nożyce ręczne, przecinarki plazmowe, szlifierki kątowe |
Tworzenie się |
Gięcie lub rozciąganie metalu w celu nadania mu kształtu |
Prasa krawędziowa, młotek, koło angielskie |
Łączący |
Łączenie ze sobą metalowych elementów |
Sprzęt spawalniczy, pistolety do nitowania |
Te podstawowe techniki wytwarzania blachy stanowią rdzeń procesu wytwarzania blachy. Niestandardowe projekty produkcji blachy często przebiegają zgodnie z 5 kluczowymi krokami w produkcji blachy: kompleksowy przewodnik.
5 kluczowych kroków w produkcji blachy
5 kluczowych kroków w produkcji blachy: kompleksowy przewodnik obejmujący cięcie, formowanie, łączenie, wykańczanie oraz pomiary i bezpieczeństwo. Na każdym etapie wykorzystywane są określone techniki i narzędzia wytwarzania metalu w celu przekształcenia surowców w gotowe produkty. W poniższych sekcjach omówiono te kroki i podkreślono najważniejsze metody.
Cięcie
Cięcie to pierwszy krok w procesie etapy procesu wytwarzania blachy . Kształtuje metal poprzez usuwanie materiału, stosując szereg podstawowych technik wytwarzania blachy. Najpopularniejsze metody cięcia obejmują ścinanie, cięcie laserowe, cięcie plazmowe, cięcie strumieniem wody i piłowanie. Każda metoda oferuje unikalne korzyści dla różnych zastosowań.
Strzyżenie
Cięcie wykorzystuje dwa duże ostrza do cięcia prostych linii przez blachę. Technika ta jest szybka i wydajna, dzięki czemu idealnie nadaje się do projektów budowlanych i infrastrukturalnych. Nożyce przetwarzają duże ilości materiału i zapewniają czyste, proste cięcia. Operatorzy często używają ścinania do szybkich prac, które nie wymagają skomplikowanych kształtów.
Cięcie laserowe
Cięcie laserowe wykorzystuje skupioną wiązkę lasera do przecinania metalu. Metoda ta zapewnia wysoką precyzję i szybkość, szczególnie w przypadku cienkich materiałów. Cięcie laserowe sprawdza się dobrze w przypadku produkcji wielkoseryjnej i systemów zautomatyzowanych. Ogranicza się do materiałów o grubości do około 5/8 cala. Wielu producentów wybiera cięcie laserem ze względu na jego dokładność i czyste krawędzie.
Cięcie plazmowe
Cięcie plazmowe wykorzystuje wirujące gazy i łuk elektryczny do cięcia metalu. Technika ta jest skuteczna w przypadku grubszych metali i zapewnia duże prędkości skrawania. Przecinarki plazmowe radzą sobie z różnymi metalami, w tym stalą i aluminium. Operatorzy wybierają cięcie plazmowe, gdy muszą szybko przetworzyć grubsze arkusze.
Cięcie strumieniem wody
W procesie cięcia strumieniem wody do przecięcia metalu wykorzystuje się strumień wody pod wysokim ciśnieniem zmieszany ze środkami ściernymi. Cięcie strumieniem wody utrzymuje metal płasko i pozwala uniknąć stref wpływu ciepła, dzięki czemu idealnie nadaje się do materiałów wrażliwych na ciepło. Cięcie strumieniem wody umożliwia obróbkę grubych materiałów, w tym stali, ceramiki i kamienia. Wiele sklepów wykorzystuje cięcie strumieniem wody do projektów wymagających precyzji bez zniekształceń termicznych.
Piłowanie
Piłowanie jest jedną z najstarszych metod cięcia metalu. Wykonuje proste cięcia i nadaje się do prostych zastosowań. Piły taśmowe i piły do cięcia są powszechnymi narzędziami do tej techniki. Piłowanie pozostaje niezawodnym wyborem w przypadku podstawowych cięć w procesie produkcji metalu.
Wskazówka: Precyzja ma kluczowe znaczenie podczas cięcia. Technicy wykorzystują zaawansowane oprogramowanie CAD i maszyny CNC do planowania i wykonywania cięć, redukując błędy i poprawiając bezpieczeństwo.
Tworzenie się
Formowanie nadaje metalowi pożądaną geometrię. Ten etap obejmuje szereg technik wytwarzania metalu, takich jak gięcie, tłoczenie, rozciąganie, walcowanie, głębokie tłoczenie, nacinanie, kurczenie i frezowanie. Formowanie blachy jest niezbędne przy tworzeniu skomplikowanych części i konstrukcji.
Pochylenie się
Gięcie jest podstawową częścią formowania blachy. Operatorzy używają pras krawędziowych i innych technik gięcia do tworzenia kątów i krzywizn. Zginanie przykłada siłę wzdłuż prostej osi, zmieniając kształt bez cięcia i wykrawania. Metoda ta jest powszechna przy wytwarzaniu wsporników, obudów i części samochodowych. Gięcie blachy wymaga starannego planowania, aby uniknąć błędów i strat.
Cechowanie
Tłoczenie wykorzystuje szybkie prasy i matryce do formowania blachy w określone kształty. Technika ta jest idealna do produkcji masowej i wąskich tolerancji. W wyniku tłoczenia powstają takie przedmioty, jak drzwi samochodowe, części maszyn i blachy stalowe. Jest to kluczowa metoda w 5 kluczowych etapach produkcji blachy: kompleksowy przewodnik.
Sięgnięcie
Rozciąganie rozciąga metal, zwiększając jego powierzchnię. Ta technika formowania jest przydatna do tworzenia gładkich, zakrzywionych powierzchni. Operatorzy stosują rozciąganie w przypadku części takich jak panele samochodowe i poszycia samolotów. Rozciąganie wymaga precyzyjnej kontroli, aby zapobiec rozdarciu lub przerzedzeniu.
Walcowanie
Walcowanie przepuszcza blachę przez rolki, tworząc złożone kształty przekroju poprzecznego. Ta metoda jest dokładna i wydajna i pozwala na produkcję takich elementów jak panele dachowe, belki i półki magazynowe. Walcowanie jest istotną częścią formowania blachy, szczególnie w przypadku dużych elementów konstrukcyjnych.
Głęboki rysunek
Głębokie tłoczenie tworzy puste kształty poprzez wciąganie blachy do matrycy. Ta technika tworzy przedmioty, takie jak puszki, zlewy i hełmy. Głębokie tłoczenie jest powszechne w branżach wymagających mocnych, bezszwowych części.
Nacięcie
Nacinanie usuwa małe fragmenty z krawędzi blachy. Ta metoda formowania przygotowuje metal do dalszego zginania lub łączenia. Nacięcia są ważne przy łączeniu elementów w zespoły.
Kurczący się
Kurczenie zmniejsza rozmiar określonych obszarów blachy. Ta technika pomaga tworzyć krzywe i kontury. Operatorzy używają obkurczania, aby dopasować dopasowanie i wykończenie w niestandardowych projektach.
Frezowanie
Frezowanie dodaje wypukłe lub wcięte linie do blachy. Ten proces formowania wzmacnia metal i poprawia jego wygląd. Frezowanie jest powszechne w ozdobnych wykończeniach i elementach wzmacniających.
Uwaga: Zarządzanie rozszerzalnością i deformacją materiału stanowi wyzwanie podczas formowania. Technicy używają oprogramowania takiego jak SolidWorks do obliczania wzorów i optymalizacji sekwencji gięcia, redukując w ten sposób ilość odpadów i błędów.
Łączący
Łączenie łączy oddzielne kawałki metalu, tworząc kompletny zespół. Do głównych technik łączenia w produkcji blach zalicza się spawanie, nitowanie i klejenie. Każda metoda ma inne mocne strony i jest wybierana na podstawie wymagań projektu.
Spawalniczy
Spawanie jest metodą trwałego łączenia, polegającą na spajaniu ze sobą elementów metalowych. Zapewnia dużą nośność i szczelność połączeń. Spawanie nadaje się do skomplikowanych kształtów i jest szeroko stosowane w procesie produkcji metali. Operatorzy muszą kontrolować ciepło, aby zapobiec wypaczeniu, zwłaszcza w przypadku cienkich materiałów. Spawanie metali obejmuje techniki takie jak MIG, TIG i spawanie laserowe.
Nitowanie
Nitowanie wykorzystuje metalowe łączniki do łączenia arkuszy. Technika ta tworzy mocne, trwałe połączenia i pozwala na montaż ślepy. Nitowanie jest opłacalne i niezawodne, co czyni je popularnym wyborem w wielu gałęziach przemysłu.
Klejenie
Klejenie łączy elementy metalowe za pomocą specjalistycznych klejów. Ta metoda jest prosta i umożliwia łączenie różnych materiałów. Klejenie nie wpływa na właściwości fizyczne metalu. Jednak daje słabsze połączenia w porównaniu do spawania lub nitowania.
Podczas łączenia niezbędna jest kontrola jakości. Operatorzy korzystają z zacisków, osprzętu i zautomatyzowanych systemów kontroli, aby zapewnić mocne, pozbawione defektów połączenia.
Wykończeniowy
Wykończenie nadaje częściom blaszanym ostateczny wygląd i chroni je przed uszkodzeniami. Ten krok poprawia trwałość, wygląd i wydajność. Technicy stosują kilka metod usuwania ostrych krawędzi, gładkich powierzchni i nakładania powłok ochronnych.
Gratowanie
Gratowanie usuwa ostre krawędzie i zadziory powstałe po cięciu lub wykrawaniu. Pracownicy używają ręcznych pilników, kół do gratowania lub specjalistycznych maszyn. Proces ten zapobiega urazom i pomaga płynnie dopasować części do siebie. Gratowanie przygotowuje również powierzchnię do dalszych etapów wykańczania.
Szlifowanie
Szlifowanie wygładza szorstkie powierzchnie i usuwa nadmiar materiału. Operatorzy używają szlifierek kątowych, szlifierek taśmowych lub szlifierek stołowych. Szlifowanie tworzy jednolitą powierzchnię i koryguje drobne niedoskonałości. Ważne jest, aby używać odpowiedniego ziarna i techniki, aby uniknąć uszkodzenia metalu.
Polerowanie
Polerowanie nadaje blasze błyszczące, odblaskowe wykończenie. Pracownicy używają tarcz polerskich, podkładek polerskich i specjalnych środków. Polerowanie poprawia wygląd i może również zmniejszyć tarcie. Wiele części dekoracyjnych, takich jak panele i listwy, wymaga tego etapu.
Powłoka
Powłoka chroni metal przed korozją i zużyciem. Istnieje kilka metod powlekania, każda z nich ma swój własny cel. Poniższa tabela podsumowuje popularne metody wykańczania i ich główne zastosowania:
Metoda wykończenia |
Główny cel(e) |
Anodowanie |
Tworzy ochronną powłokę tlenkową, która poprawia odporność na korozję i chroni przed uszkodzeniami. |
Mielenie chemiczne |
Wytrawia dekoracyjne wzory, logo lub oznaczenia na częściach blaszanych. |
Galwanotechnika |
Pokrywa powierzchnie metalowe innym metalem w celu zwiększenia odporności na korozję i poprawy wyglądu. |
Wydmuchiwanie perełek |
Tworzy matowe wykończenie lub usuwa niedoskonałości powierzchni poprzez piaskowanie kulkami szklanymi. |
Malowanie proszkowe |
Nakłada warstwę suchego proszku chroniącą przed korozją i zużyciem, zapewnia również atrakcyjny kolor. |
Farba w płynie |
Zapewnia gładki, wypolerowany wygląd poprzez pokrycie powierzchni farbą. |
Rozpylanie płomieniowe |
Natryskuje stopiony metal na podgrzane elementy, aby utworzyć gładką, wykończoną powierzchnię. |
Sitodruk |
Stosuje tusz silikonowy do tworzenia kolorowych, dekoracyjnych wzorów lub tekstu na powierzchni. |
Wykańczanie powierzchni poprawia zarówno jakość, jak i żywotność części blaszanych. Wybór metody zależy od pożądanego wyglądu, trwałości i kosztów.
Wskazówka: Ostrożne obchodzenie się i regularna konserwacja sprzętu pomagają zapobiegać zarysowaniom powierzchni i problemom z wyrównaniem podczas wykańczania. Korzystanie z folii ochronnych i oprogramowania do modelowania 3D może również zmniejszyć typowe problemy.
Pomiary i bezpieczeństwo
Dokładny pomiar i rygorystyczne praktyki bezpieczeństwa zapewniają wysoką jakość wyników w produkcji blach. Te kroki pomagają zapobiegać błędom, zmniejszać ilość odpadów i chronić pracowników.
Narzędzia pomiarowe
Technicy używają różnych narzędzi do sprawdzania wymiarów i tolerancji. Typowe narzędzia pomiarowe obejmują:
Suwmiarki i mikrometry do precyzyjnej kontroli grubości i długości
Taśmy miernicze i linijki do pomiarów ogólnych
Współrzędnościowe maszyny pomiarowe (CMM) do skomplikowanych części o wąskich tolerancjach
Cyfrowe mierniki i laserowe urządzenia pomiarowe umożliwiające szybkie i dokładne odczyty
Dokładność wymiarowa ma kluczowe znaczenie dla prawidłowego dopasowania i funkcjonalności. Pracownicy często dwukrotnie sprawdzają pomiary przed cięciem lub formowaniem. Oprogramowanie CAD, takie jak SolidWorks lub Autodesk Fusion 360, pomaga ustawić i utrzymać precyzyjne tolerancje w całym procesie. Regularna kalibracja przyrządów pomiarowych zapewnia wiarygodne wyniki.
Uwaga: Protokoły inspekcji na każdym etapie — cięcia, formowania i spawania — pozwalają wcześnie wykryć defekty i zmniejszyć ilość złomów. Kontrola pierwszej sztuki i ciągłe monitorowanie pomagają zachować dokładność nawet w przypadku zużycia narzędzi.
Sprzęt bezpieczeństwa
Bezpieczeństwo pozostaje najwyższym priorytetem w każdym zakładzie produkcyjnym. Pracownicy używają środków ochrony osobistej (PPE), aby chronić się przed obrażeniami. Niezbędny sprzęt ochronny obejmuje:
Rękawice chroniące dłonie przed ostrymi krawędziami i gorącymi powierzchniami
Okulary ochronne lub osłony twarzy, aby zapobiec urazom oczu
Ochrona słuchu w hałaśliwym otoczeniu
Respiratory lub maski podczas pracy z pyłami lub oparami
Hełmy i odzież ochronna do prac spawalniczych
Sklepy egzekwują rygorystyczne protokoły bezpieczeństwa i zapewniają regularne szkolenia. Osłony maszyn, wyłączniki awaryjne i procedury blokowania/oznaczania zapobiegają wypadkom z poruszającym się sprzętem. Dobre utrzymanie porządku, prawidłowe techniki podnoszenia i odpowiednia wentylacja dodatkowo zmniejszają ryzyko.
Regularna konserwacja sprzętu, wykwalifikowany personel i przestrzeganie standardów branżowych, takich jak ISO 9001 i AWS D1.1, zapewniają zarówno bezpieczeństwo, jak i jakość. Praktyki te minimalizują ilość odpadów, zapobiegają obrażeniom i pomagają dostarczać niezawodne produkty wysokiej jakości.
Techniki wytwarzania blachy
Metody cięcia
Cięcie jest pierwszym ważnym krokiem w większości procesów wytwarzania blachy. Technicy stosują różne techniki cięcia blachy w celu oddzielania, kształtowania lub wymiarowania blach. Każda metoda oferuje unikalne tolerancje i działa najlepiej w przypadku określonych grubości materiału. Poniższa tabela porównuje najpopularniejsze metody cięcia:
Metoda cięcia |
Typowe tolerancje (mm) |
Zakres grubości materiału (mm) |
Kluczowe cechy i uwagi |
Cięcie strumieniem wody |
±0,03 do ±0,08 |
Do 200 |
Najdokładniejsza metoda; cięcie na zimno eliminuje odkształcenia termiczne; stała precyzja w różnych grubościach. |
Cięcie laserowe |
±0,05 do ±0,1 |
Do 25-30 |
Szybkie przetwarzanie; doskonała dokładność na cienkich i średnich materiałach; odkształcenia termiczne mogą mieć wpływ na grube przekroje. |
Cięcie plazmowe |
±0,5 do ±1,5 |
100+ |
Nadaje się do grubych materiałów; luźniejsze tolerancje; cięcie z dużą prędkością do zastosowań konstrukcyjnych. |
Ścinanie mechaniczne |
±0,1 do ±0,5 |
Do 12 |
Ekonomiczne w przypadku prostych cięć; umiarkowana precyzja; ograniczona możliwość grubości. |
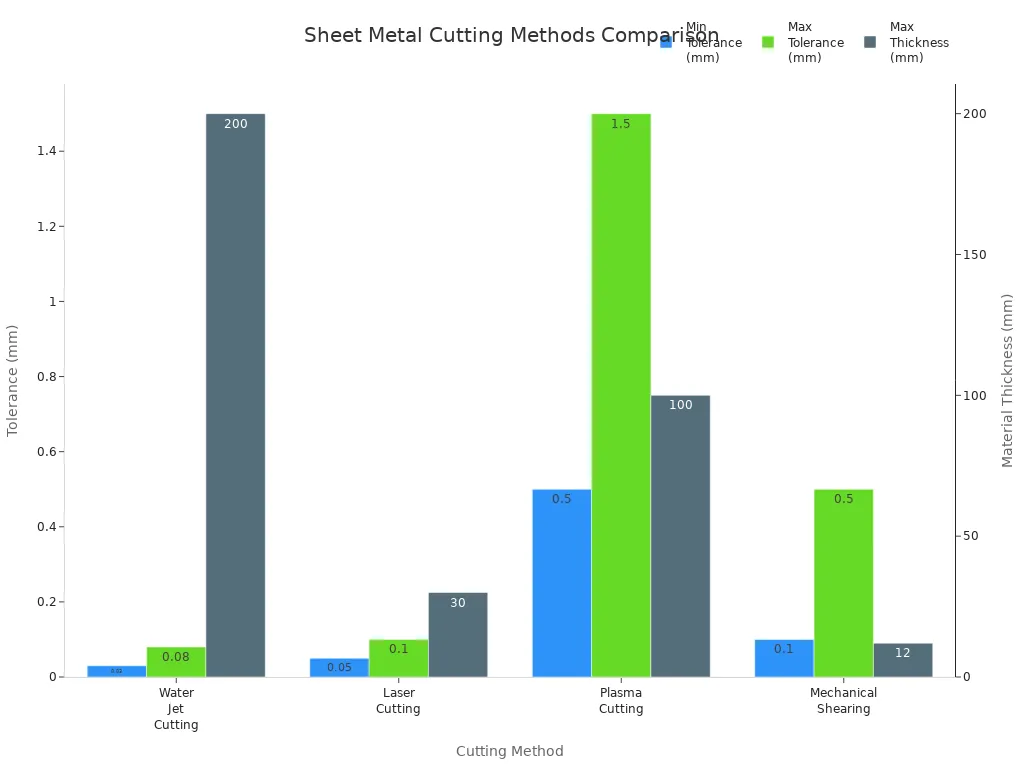
Cięcie strumieniem wody zapewnia najwyższą precyzję i sprawdza się w przypadku grubych materiałów. Cięcie laserowe zapewnia szybkość i dokładność cienkich i średnich arkuszy. Cięcie plazmowe pozwala szybko poradzić sobie z grubymi metalami, choć z mniejszą precyzją. Mechaniczne cięcie pozostaje opłacalne w przypadku prostych cięć cieńszych arkuszy. Te techniki cięcia stanowią podstawę wielu technik wytwarzania metali.
Wskazówka: Wybór właściwej metody cięcia zależy od wymaganej tolerancji, grubości materiału i budżetu projektu.
Metody formowania
Formowanie przekształca płaskie blachy w trójwymiarowe kształty. Techniki formowania blachy obejmują szeroką gamę procesów, z których każdy jest dostosowany do określonych kształtów i materiałów. Poniższa tabela przedstawia najczęstsze metody formowania i materiały najlepiej dopasowane do każdego z nich:
Metoda formowania |
Opis |
Odpowiednie materiały |
Naciśnij Hamowanie |
Wykorzystuje matrycę w kształcie litery V do gięcia blachy, tworząc precyzyjne fałdy i struktury przypominające pudełka. |
Stal, aluminium, mosiądz |
Rolowanie poślizgowe |
Przechodzi blachę pomiędzy rolkami, tworząc stożki i cylindry poprzez walcowanie na zimno. |
Stal, aluminium, miedź |
Cechowanie |
Formowanie na zimno na dużą skalę przy użyciu matryc i stempli do kształtowania części z otworami, kołnierzami i wytłoczeniami. |
Stal, aluminium, mosiądz |
Rozszerzanie (Wywijanie) |
Tworzy rozszerzone lub kołnierzowe krawędzie dla warg lub wzmocnienia. |
Stal, aluminium |
Tłoczenie |
Tworzy wypukłe lub zagłębione projekty na powierzchniach blachy. |
Stal, aluminium, miedź |
Kochać |
Tworzy ukośne szczeliny lub otwory wentylacyjne w celu wentylacji lub estetyki. |
Stal, aluminium |
Wybijanie |
Używa ekstremalnego nacisku, aby uzyskać szczegółowe wrażenia. |
Stal, mosiądz |
Spinning |
Kształtuje metal na obrotowym trzpieniu, tworząc wydrążone, osiowo symetryczne części. |
Aluminium, stal |
Formowanie rolek |
Stopniowo wygina blachę za pomocą rolek, tworząc długie zagięcia lub krzywizny. |
Stal, aluminium |
Gięcie wyróżnia się jako najpowszechniej stosowany proces formowania. Operatorzy używają pras krawędziowych do tworzenia kształtów V, U i kanałów. Ciągnienie rozciąga metal w matryce do głębokich, złożonych części, takich jak panele samochodowe. Curling tworzy zwinięte krawędzie, aby usunąć ostrość i poprawić bezpieczeństwo. Tłoczenie obejmuje głębokie tłoczenie, czterosuwak, hydroformowanie, wykrawanie, wybijanie i tłoczenie. Każda technika formowania kształtuje metal pod kątem jego ostatecznego zastosowania.
Najpopularniejszymi materiałami do obróbki blachy są stal, aluminium, miedź i mosiądz. Stal zapewnia wytrzymałość i trwałość. Aluminium jest lekkie i odporne na korozję. Miedź zapewnia doskonałą przewodność i plastyczność. Mosiądz łączy w sobie wytrzymałość z dekoracyjnym wykończeniem.
Uwaga: Wybór właściwej metody formowania i materiału zapewnia, że gotowa część spełnia wymagania dotyczące wytrzymałości, wyglądu i kosztów.
Metody łączenia
Metody łączenia łączą oddzielne elementy metalowe w jeden zespół. Najpopularniejsze techniki wytwarzania łączenia obejmują spawanie, mocowanie mechaniczne, złącza składane, zaciskanie i klejenie. Poniższa tabela podsumowuje te techniki łączenia:
Metoda łączenia |
Wytrzymałość |
Typowe przypadki użycia |
Ograniczenia |
Spawalniczy |
Wysoki |
Trwałe złącza o wysokiej wytrzymałości w motoryzacji, maszynach przemysłowych, przemyśle lotniczym |
Wymaga wykwalifikowanej siły roboczej, ciepło może zniekształcić cienkie metale |
Mocowanie mechaniczne |
Umiarkowany |
Złącza rozłączne, linie montażowe, HVAC, produkcja urządzeń |
Zwiększa wagę, może wpływać na estetykę, jest słabszy niż spawanie |
Składane złącza |
Niski do umiarkowanego |
Lekkie, wizualnie czyste połączenia, kanały HVAC, obudowy, nienośne panele samochodowe |
Ograniczona do cienkich metali, słabsza od spawania, wymaga precyzyjnego gięcia |
Zaciskanie |
Umiarkowany |
Produkcja na dużą skalę, HVAC, lekkie zespoły |
Ograniczona wytrzymałość, nie do zastosowań wymagających dużych naprężeń |
Klejenie |
Niski do umiarkowanego |
Łączenie różnych metali, gładkie wykończenia, lekkie konstrukcje |
Niższa wytrzymałość, wrażliwość na środowisko, dłuższy czas utwardzania |
Spawanie tworzy mocne, trwałe połączenia i jest niezbędne w zastosowaniach motoryzacyjnych i przemysłowych. Do mocowania mechanicznego wykorzystuje się śruby, wkręty lub nity do rozłącznych połączeń. Połączenia składane i zaciskanie sprawdzają się dobrze w przypadku lekkich zespołów i kanałów HVAC. Klejenie łączy różne metale i zapewnia gładkie wykończenia, chociaż zapewnia mniejszą wytrzymałość niż spawanie.
Technicy często łączą techniki łączenia, aby zrównoważyć wytrzymałość, wygląd i szybkość produkcji w procesie produkcji metalu.
Metody wykańczania
Metody wykańczania nadają częściom blaszanym ostateczny wygląd i chronią je przed uszkodzeniami. Techniki te poprawiają trwałość, bezpieczeństwo i atrakcyjność wizualną. Pracownicy wybierają metody wykańczania w oparciu o funkcję części, środowisko i pożądany wygląd.
Typowe metody wykańczania w produkcji blachy:
Gratowanie
Gratowanie usuwa ostre krawędzie i małe fragmenty metalu pozostałe po cięciu lub wykrawaniu. Do tego procesu pracownicy używają pilników ręcznych, kół do gratowania lub maszyn. Gratowanie sprawia, że części są bezpieczniejsze w obsłudze i przygotowuje powierzchnie do dalszego wykończenia.
Szlifowanie
Szlifowanie wygładza szorstkie powierzchnie i usuwa nadmiar materiału. Operatorzy używają szlifierek kątowych, szlifierek taśmowych lub szlifierek stołowych. Szlifowanie tworzy jednolitą powierzchnię i koryguje drobne niedoskonałości. Ten krok jest ważny w przypadku części, które wymagają czystego, równego wykończenia.
Polerowanie
Polerowanie nadaje blasze błyszczącą, odbijającą światło powierzchnię. Pracownicy używają tarcz polerskich, podkładek polerskich i specjalnych środków. Polerowanie poprawia wygląd części i może również zmniejszyć tarcie. Wiele elementów dekoracyjnych lub widocznych wymaga tego kroku.
Powłoka Powłoka
chroni metal przed korozją, wilgocią i zużyciem. Istnieje kilka metod powlekania. Każdy oferuje inne korzyści:
Metoda powlekania |
Główna korzyść |
Typowe zastosowanie |
Malowanie proszkowe |
Trwałe, kolorowe wykończenie |
AGD, części samochodowe |
Anodowanie |
Odporność na korozję, twarda powierzchnia |
Części aluminiowe |
Galwanotechnika |
Błyszcząca, ochronna warstwa metalu |
Artykuły dekoracyjne, sprzęt |
Malarstwo |
Gładki, kolorowy wygląd |
Panele, obudowy |
Malowanie proszkowe wykorzystuje suchy proszek i ciepło, aby utworzyć mocną, kolorową warstwę. Anodowanie tworzy ochronną warstwę tlenku, głównie na aluminium. Galwanizacja pokrywa metal innym metalem, takim jak chrom lub nikiel. Malowanie dodaje koloru i chroni powierzchnię.
Piaskowanie Przy piaskowaniu
wykorzystuje się małe szklane kulki wystrzeliwane z dużą prędkością w celu oczyszczenia i nadania tekstury powierzchni. Metoda ta usuwa niedoskonałości i tworzy matowe wykończenie. Pracownicy często korzystają ze śrutowania przed malowaniem lub powlekaniem.
Wskazówka: Wybór właściwej metody wykończenia zależy od przeznaczenia części, rodzaju metalu i wymaganej trwałości. Właściwe wykończenie przedłuża żywotność wyrobów blaszanych i poprawia ich właściwości użytkowe.
Metody wykańczania odgrywają kluczową rolę w procesie wytwarzania blachy. Zapewniają, że części wyglądają dobrze, wytrzymają dłużej i spełniają normy bezpieczeństwa. Wykwalifikowani technicy wybierają i stosują te metody, aby osiągnąć najlepsze wyniki w każdym projekcie.
Niezbędne narzędzia
Narzędzia tnące
Produkcja blachy rozpoczyna się od narzędzi skrawających. Narzędzia te kształtują i wymiarują arkusze blachy na potrzeby późniejszych etapów. Każde narzędzie służy określonemu celowi.
Nożyce
Nożyce wykonują proste cięcia na płaskich arkuszach. Operatorzy używają noży gilotynowych do wykonywania powtarzalnych zadań o dużej objętości. Ścinanie działa najlepiej w przypadku cieńszych materiałów i zapewnia czyste krawędzie. To narzędzie jest niezbędne do przygotowania metalu przed formowaniem.
Piły
Piły radzą sobie z grubszymi lub twardszymi metalami. Piły taśmowe i elektryczne piły do metalu tną proste linie w ułożonych w stos arkuszach. Piły przewijające pomagają w skomplikowanych projektach. Piły szablaste tną rury i profile. Każdy typ piły odpowiada innym potrzebom cięcia.
Przecinki
Nożyce przypominają wytrzymałe nożyczki. Nożyce do blachy tną proste linie i niewielkie krzywizny w cienkich arkuszach. Nożyce lotnicze pozwalają uzyskać bardziej szczegółowe krzywe i okręgi. Pracownicy używają nożyc do projektów na małą skalę lub projektów artystycznych.
Maszyny CNC
Maszyny CNC automatyzują cięcie z dużą precyzją. Do tej kategorii zaliczają się przecinarki laserowe, przecinarki plazmowe i przecinarki strumieniem wody. Maszyny te obsługują złożone kształty i wąskie tolerancje. Technologia CNC poprawia szybkość i dokładność procesu cięcia.
Wskazówka: Szlifierki kątowe i przecinaki do metalu również odgrywają rolę w cięciu, szlifowaniu i polerowaniu. Oferują wszechstronność zarówno przy pracach zgrubnych, jak i precyzyjnych.
Narzędzia do formowania
Narzędzia do formowania kształtują płaski metal w trójwymiarowe części. Ten etap obejmuje zginanie, rozciąganie, tłoczenie i walcowanie. Każde narzędzie obsługuje inną metodę formowania.
Naciśnij hamulce
Prasy krawędziowe wykonują gięcie na prasach krawędziowych. Operatorzy używają tych maszyn do tworzenia precyzyjnych kątów i fałd. Prasy krawędziowe przykładają siłę wzdłuż prostej osi, dzięki czemu idealnie nadają się do gięcia wsporników, obudów i paneli. Prasy mechaniczne i hydrauliczne oferują różne opcje prędkości i siły.
Maszyny do walcowania
Walcarki przepuszczają blachę pomiędzy walcami. W procesie tym powstają stożki, cylindry i zakrzywione kształty. Walcowanie poślizgowe sprawdza się dobrze w przypadku stali, aluminium i miedzi. Linie do formowania rolkowego obsługują długie, ciągłe zagięcia belek i paneli.
Młotki i wózki
Młotki i wózki pomagają w ręcznym formowaniu. Pracownicy używają ich do rozciągania, kurczenia i kształtowania krzywych. Narzędzia te pozwalają na szczegółowe regulacje i pracę niestandardową. Koła angielskie pomagają również w tworzeniu gładkich, zakrzywionych powierzchni.
Uwaga: Narzędzia do formowania obejmują zestawy stempli i matryc do tłoczenia i wycinania otworów. Każda technika formowania wymaga odpowiedniego narzędzia zapewniającego dokładność i wydajność.
Narzędzia do łączenia
Narzędzia łączące łączą oddzielne metalowe elementy. Do głównych metod łączenia zalicza się spawanie, nitowanie i klejenie.
Sprzęt spawalniczy
Maszyny spawalnicze, takie jak spawarki TIG i MIG, tworzą mocne, trwałe połączenia. Maszyny te umożliwiają precyzyjną kontrolę nad ciepłem i materiałem wypełniającym. Spawanie utrzymuje integralność strukturalną zespołów metalowych. Operatorzy wykorzystują spawanie w projektach motoryzacyjnych, przemysłowych i naprawczych.
Pistolety do nitów
Nitownice łączą blachy za pomocą metalowych kołków. Nitowanie to niezawodna i ekonomiczna metoda łączenia. Narzędzie to sprawdza się przy montażu ślepym i produkcji wielkoseryjnej.
Narzędzia do klejenia
Narzędzia samoprzylepne stosują specjalistyczne kleje do klejenia metalu. Ta metoda łączy różne materiały i tworzy gładkie wykończenia. Klejenie jest proste, ale daje słabsze połączenia niż spawanie lub nitowanie.
Technicy często używają elementów złącznych, przecinaków do drutu i narzędzi do znakowania podczas łączenia i wykańczania. Narzędzia te zapewniają dokładny montaż i bezpieczne połączenia.
Narzędzia wykańczające
Narzędzia do wykańczania nadają częściom blaszanym ostateczny wygląd i chronią je przed uszkodzeniami. Narzędzia te pomagają tworzyć gładkie, bezpieczne i atrakcyjne powierzchnie. Pracownicy używają narzędzi wykańczających po cięciu, formowaniu i łączeniu etapów.
Młynki
Szlifierki usuwają szorstkie krawędzie, ściegi spoin i niedoskonałości powierzchni z blachy. Pomagają stworzyć jednolite wykończenie i przygotować części do malowania lub powlekania. Pracownicy wybierają spośród kilku rodzajów szlifierek:
Szlifierki kątowe : Narzędzia te wykorzystują obrotowe tarcze ścierne. Dobrze sprawdzają się przy wygładzaniu spawów i czyszczeniu krawędzi.
Szlifierki stołowe : Te maszyny stacjonarne mają dwie tarcze szlifierskie. Pracownicy używają ich do ostrzenia narzędzi i wygładzania małych części.
Szlifierki taśmowe : Maszyny te wykorzystują ciągły pas ścierny. Pomagają przy dużych, płaskich powierzchniach i mogą szybko usunąć materiał.
Operatorzy wybierają odpowiednią szlifierkę na podstawie rozmiaru zadania i rodzaju metalu. Często używają różnych rozmiarów ziarna, aby osiągnąć pożądane wykończenie. Grube grysy szybko usuwają materiał, podczas gdy drobne grysy tworzą gładszą powierzchnię.
Wskazówka: Podczas korzystania ze szlifierek należy zawsze nosić okulary i rękawice ochronne. Iskry i fragmenty metalu mogą spowodować obrażenia.
Polerki
Polerki nadają blachom błyszczące, odblaskowe wykończenie. Usuwają drobne rysy i sprawiają, że części wyglądają czysto i profesjonalnie. Polerki używają miękkich kółek lub podkładek ze środkami polerskimi. Związki te pomagają wygładzić powierzchnię i wydobyć jasny połysk.
Typowe typy polerek obejmują:
Polerki rotacyjne : Te narzędzia obracają miękką podkładkę w kółko. Dobrze sprawdzają się na powierzchniach płaskich i zakrzywionych.
Polerki orbitalne : Maszyny te przesuwają podkładkę po małych orbitach. Redukują ślady zawirowań i pomagają uzyskać równomierne wykończenie.
Pracownicy często polerują panele dekoracyjne, listwy i widoczne części. Mogą zastosować kilka etapów polerowania, zaczynając od grubej pasty i kończąc na drobnej. Właściwe polerowanie poprawia zarówno wygląd, jak i odporność na korozję.
Uwaga: Przed polerowaniem oczyścić powierzchnię. Brud lub piasek mogą zarysować metal i zniszczyć wykończenie.
Sprzęt do powlekania
Urządzenia do powlekania chronią blachę przed rdzą, wilgocią i zużyciem. Dodaje również koloru i poprawia wygląd. Istnieje kilka typów urządzeń do powlekania:
Typ wyposażenia |
Główne zastosowanie |
Typowe powłoki |
Pistolety natryskowe |
Nakładać farby lub powłoki w płynie |
Farba, emalia, lakier |
Pistolety do malowania proszkowego |
Nakładać suche powłoki proszkowe |
Malowanie proszkowe |
Zbiorniki zanurzeniowe |
Zanurz części w cieczy |
Platerowanie, anodowanie |
Pistolety natryskowe wykorzystują sprężone powietrze do nałożenia cienkiej, równej warstwy farby. Pistolety do malowania proszkowego wykorzystują energię elektryczną do przyklejania proszku do metalu, który następnie zostaje zapieczony. Zbiorniki zanurzeniowe pokrywają części poprzez zanurzenie ich w kąpieli płynnej.
Operatorzy wybierają odpowiedni sprzęt w oparciu o rodzaj powłoki i rozmiar części. Właściwe pokrycie przedłuża żywotność wyrobów blaszanych i sprawia, że wyglądają jak nowe.
Stosowanie odpowiednich narzędzi do wykańczania gwarantuje, że każda część blaszana spełnia standardy jakości i bezpieczeństwa. Wykwalifikowani pracownicy wiedzą, jak wybrać i używać tych narzędzi, aby uzyskać najlepsze wyniki.
Narzędzia ręczne kontra maszyny
Podstawowe narzędzia ręczne
Podstawowe narzędzia ręczne dają ślusarzom bezpośrednią kontrolę nad procesem produkcyjnym. Narzędzia te pozwalają na praktyczne podejście, dzięki czemu idealnie nadają się do małych zadań, prototypowania i prac szczegółowych. Wykwalifikowani pracownicy często wolą narzędzia ręczne, gdy muszą wyczuć materiał i dokonać precyzyjnych regulacji. Narzędzia ręczne pomagają także uczyć dobrych nawyków sklepowych i wspierają dzielenie się wiedzą pomiędzy członkami zespołu.
Nazwa narzędzia |
Typowe zastosowanie |
Przecinarki do drutu |
Przycinanie postrzępionych końcówek i przycinanie kawałków z krawędzi blachy. |
Nożyce bez gardła |
Wykonywanie zakrzywionych, nieregularnych lub prostych cięć w metalu; umożliwia swobodny ruch metalu wokół ostrza. |
Szlifierka kątowa |
Polerowanie, cięcie i szlifowanie metalu; wszechstronne, ręczne elektronarzędzie. |
Tarcze do szlifierek kątowych |
Różne tarcze (ściernice do cięcia, ściernice, tarcze listkowe) do cięcia, szlifowania i wykańczania. |
Elementy złączne Cleco |
Tymczasowe łączenie wielu arkuszy metalu przed trwałym połączeniem. |
Wiertła |
Wiercenie otworów w celu łączenia kawałków blachy; zawiera bity standardowe i maszynowe. |
Narzędzia do znakowania |
Narzędzia takie jak rysiki, suwmiarki i dzielniki do precyzyjnych pomiarów i znakowania na metalu. |
Sprzęt bezpieczeństwa |
Kaski, okulary, rękawice i odzież ochronna zapewniające bezpieczeństwo pracowników. |
Narzędzia ręczne sprawdzają się w sytuacjach, w których szybkość jest mniej ważna niż dokładność i kunszt wykonania. Pracownicy mogą uniknąć czasu na konfigurację maszyny i dokonać szybkich regulacji. Na przykład ślusarz może użyć nożyc bezgardłowych do wycięcia niestandardowej krzywizny lub narzędzi do znakowania, aby ułożyć precyzyjny wzór. Narzędzia ręczne umożliwiają również lepsze sprzężenie zwrotne i kontrolę, czego maszyny nie zawsze mogą zapewnić.
Narzędzia ręczne pozostają niezbędne w szczegółowej, rzemieślniczej pracy. Wspierają kreatywność i rozwój umiejętności w każdym zakładzie produkcyjnym.
Elektronarzędzia i maszyny
Elektronarzędzia i maszyny zmieniają sposób, w jaki metalowcy radzą sobie z dużymi i złożonymi projektami. Narzędzia te zwiększają szybkość i produktywność, co czyni je najlepszym wyborem w przypadku zadań wymagających dużej liczby powtórzeń. Maszyny takie jak prasy krawędziowe hydrauliczne, przecinarki CNC i zautomatyzowane systemy spawalnicze zapewniają spójne wyniki i wąskie tolerancje.
Maszyny poprawiają wydajność, zwiększając prędkość produkcji i ograniczając błędy ludzkie. Zautomatyzowane systemy wykonują powtarzalne zadania z dużą precyzją. Maszyny CNC i zrobotyzowani spawacze mogą pracować nad skomplikowanymi kształtami i dużymi seriami bez zmęczenia. Funkcje bezpieczeństwa, takie jak osłony ochronne i automatyczne wyłączniki, pomagają chronić operatorów przed obrażeniami.
Aspekt |
Maszyny do produkcji blachy |
Podstawowe narzędzia ręczne w obróbce blachy |
Zamiar |
Efektywne kształtowanie, cięcie i formowanie w przypadku większych objętości lub precyzyjnej, powtarzalnej pracy |
Używane do mniejszych prac, prototypowania lub szczegółowych prac rzemieślniczych |
Głośność i prędkość |
Nadaje się do dużych nakładów i szybszej produkcji |
Bardziej praktyczne w przypadku małych ilości lub gdy prędkość jest mniej krytyczna |
Precyzja i kontrola |
Maszyny zapewniają stałą, powtarzalną precyzję |
Narzędzia ręczne pozwalają na większą kontrolę dotykową i wyczucie |
Kontekst aplikacji |
Produkcja przemysłowa, produkcja masowa |
Rzemiosło, prototypowanie, małe warsztaty |
Maszyny przodują w produkcji wielkoseryjnej, ale narzędzia ręczne pozostają niezbędne do prac niestandardowych i precyzyjnych regulacji. Zrównoważony sklep wykorzystuje oba, aby osiągnąć najlepsze wyniki.
Bezpieczeństwo i pomiary
Sprzęt ochronny
Produkcja blachy wiąże się z ostrymi krawędziami, ciężkimi maszynami i głośnym otoczeniem. Pracownicy muszą używać odpowiedniego sprzętu ochronnego, aby chronić się przed obrażeniami. Do najważniejszych rodzajów środków ochrony indywidualnej (PPE) zalicza się:
Rękawiczki : Chronić ręce przed skaleczeniami, oparzeniami i ostrymi krawędziami.
Okulary ochronne z certyfikatem ANSI Z87.1 : Chronią oczy przed latającymi odłamkami i iskrami.
Ochrona słuchu : Zatyczki do uszu lub nauszniki zmniejszają ryzyko utraty słuchu w hałaśliwych sklepach. OSHA wymaga ochrony słuchu, gdy poziom hałasu przekracza 85 decybeli w ciągu ośmiogodzinnej zmiany.
Maski oddechowe : Odfiltrowują pył, opary i cząsteczki unoszące się w powietrzu podczas cięcia, szlifowania lub spawania.
Odzież ochronna : Kurtki i fartuchy ognioodporne chronią przed iskrami i gorącym metalem.
W sklepach stosuje się również zabezpieczenia maszyn, aby zapobiec przypadkowemu kontaktowi z ruchomymi częściami. Osłony, kurtyny świetlne, blokady i przyciski zatrzymania awaryjnego pomagają zapewnić pracownikom bezpieczeństwo. Procedury blokowania/oznaczania (LOTO) izolują źródła energii podczas konserwacji, zmniejszając ryzyko obrażeń elektrycznych lub mechanicznych. Krajowy kodeks elektryczny (NEC) wyznacza standardy bezpieczeństwa elektrycznego, a organizacje takie jak American Welding Society (AWS) i ISO zapewniają szkolenia i certyfikację w zakresie bezpiecznych praktyk.
Właściwa konserwacja środków ochrony osobistej i regularne szkolenia odgrywają kluczową rolę w zapobieganiu urazom. Czysty, dobrze utrzymany sprzęt działa lepiej i trwa dłużej. Badania pokazują, że kompleksowe szkolenia w zakresie ochrony maszyn i bezpieczeństwa mogą zmniejszyć obrażenia dłoni i palców nawet o 90% w warsztatach blacharskich.
Wskazówka: Pracownicy powinni sprawdzać swój sprzęt ochronny przed każdą zmianą i natychmiast wymieniać uszkodzone elementy.
Urządzenia pomiarowe
Dokładny pomiar gwarantuje, że części blaszane pasują do siebie i działają zgodnie z projektem. Producenci korzystają z szeregu urządzeń pomiarowych, każdy z własnym poziomem precyzji. Do najpopularniejszych narzędzi należą:
Precyzyjne linijki stalowe : zapewniają dokładność do 0,001 cala, w zależności od długości.
Precyzyjne miarki taśmowe : oferują tolerancję ±1/32 cala dla długości do 12 stóp i ±1/16 cala dla dłuższych pomiarów.
Kalibrowane linijki stalowe i miarki : narzędzia te są zgodne z normami krajowymi i posiadają potwierdzoną dokładność i udokumentowane odchylenia.
Mikrometry : zapewniają najwyższą dokładność wśród narzędzi ręcznych. Mikrometry cyfrowe, z noniuszem, mikrometry wewnętrzne i stołowe wymagają ostrożnej obsługi. Aby uzyskać najlepsze wyniki, użytkownicy muszą wyeliminować luz wrzeciona, wyzerować urządzenie, zastosować lekki nacisk i utrzymywać powierzchnie pomiarowe w czystości.
Poniższa tabela przedstawia typowe zakresy tolerancji dla różnych materiałów blaszanych:
Rodzaj materiału |
Typowy zakres tolerancji (cale) |
Notatki |
Stopy aluminium |
±0,010 do ±0,030 |
Bardziej miękki, bardziej plastyczny |
Stal nierdzewna |
±0,005 do ±0,015 |
Trudniejsze, wymagają węższych tolerancji |
Stal węglowa |
±0,015 do ±0,045 |
Umiarkowana tolerancja |
Stopy miedzi |
±0,008 do ±0,020 |
Umiarkowana tolerancja |
Stal narzędziowa |
±0,002 do ±0,010 |
Bardzo wąskie tolerancje ze względu na twardość |
Tytan |
±0,005 do ±0,015 |
Wysoki stosunek wytrzymałości do masy |
Certyfikowane urządzenia pomiarowe pomagają zachować jakość i spójność w każdym projekcie. Regularna kalibracja i ostrożne użytkowanie zapewniają dokładność pomiarów w miarę upływu czasu.
Uwaga: Podwójne sprawdzenie pomiarów przed cięciem lub formowaniem pomaga uniknąć kosztownych błędów i strat materiału.
Produkcja blachy kształtuje płaski metal w mocne, precyzyjne części dla wielu gałęzi przemysłu. Pracownicy stosują metody cięcia, formowania, łączenia i wykańczania, zarówno za pomocą narzędzi ręcznych, jak i maszyn. Zrozumienie każdego etapu pomaga w tworzeniu produktów wysokiej jakości. Wybór właściwej techniki zależy od potrzeb projektu, właściwości materiału i dostępnego sprzętu. Nowa technologia, taka jak maszyny CNC, poprawia szybkość i dokładność. Wybór materiału, np. stali lub aluminium, wpływa na koszty i wydajność. Staranne planowanie gwarantuje, że produkcja blachy spełnia cele projektowe i standardy branżowe.
Często zadawane pytania
Jakie jest najpopularniejsze narzędzie skrawające w produkcji blach?
Nożyce są najpopularniejszym narzędziem tnącym. Pracownicy używają ich do prostych cięć na cienkich blachach. Nożyce zapewniają czyste krawędzie i szybkie rezultaty. W przypadku grubszych lub skomplikowanych kształtów technicy często używają pił lub maszyn CNC.
W jaki sposób technicy zapewniają bezpieczeństwo podczas produkcji?
Technicy noszą rękawice, okulary ochronne i środki ochrony słuchu. Przestrzegają surowych zasad warsztatu i używają osłon maszyn. Regularne treningi i kontrola sprzętu pomagają zapobiegać kontuzjom. Sklepy stosują również procedury zatrzymania awaryjnego i blokowania/oznaczania.
Które metale najlepiej nadają się do produkcji blach?
Najpopularniejsze są stal, aluminium, miedź i mosiądz. Stal zapewnia siłę. Aluminium jest odporne na korozję i waży mniej. Miedź zapewnia dobrą przewodność. Mosiądz łączy w sobie wytrzymałość z dekoracyjnym wykończeniem.
Dlaczego producenci używają maszyn CNC?
Maszyny CNC tną, wyginają i kształtują metal z dużą precyzją. Postępują zgodnie z zaprogramowanymi instrukcjami. Maszyny CNC redukują błędy i przyspieszają produkcję. Technicy używają ich do skomplikowanych kształtów i wąskich tolerancji.
Jaka metoda wykańczania chroni metal przed rdzą?
Malowanie proszkowe chroni metal przed rdzą i zużyciem. Tworzy mocną, kolorową warstwę. Technicy stosują również malowanie, anodowanie i galwanizację w celu ochrony i wyglądu.
W jaki sposób pracownicy mierzą dokładność części blaszanych?
Pracownicy używają suwmiarki, mikrometru i linijki stalowej. Sprawdzają grubość, długość i kąty. Przyrządy cyfrowe i współrzędnościowe maszyny pomiarowe pomagają w przypadku skomplikowanych części. Podwójne sprawdzanie pomiarów zapobiega błędom.
Czy narzędzia ręczne mogą zastąpić maszyny w produkcji?
Narzędzia ręczne sprawdzają się przy drobnych pracach, naprawach i pracach szczegółowych. Maszyny obsługują duże objętości i złożone kształty. Większość sklepów używa obu, aby uzyskać najlepsze rezultaty.
Jaka jest główna różnica między spawaniem a nitowaniem?
Spawanie łączy ze sobą elementy metalowe, zapewniając trwałe połączenie. Nitowanie łączy blachy za pomocą metalowych kołków. Spawanie tworzy mocniejsze połączenia. Nitowanie sprawdza się przy montażu ślepym i szybkiej produkcji.










