Sheet metal fabrication relies on three main technique categories: cutting, forming, and joining. Supporting steps include finishing and precise measurement. The most common methods and tools appear in the table below:
Technique | Description | Common Tools/Methods |
Cutting | Shaping metal by removing material | Hand shears, plasma cutters, angle grinders |
Forming | Bending or stretching metal into shape | Press brake, hammer, English wheel |
Joining | Connecting metal pieces together | Welding equipment, rivet guns |
These basic sheet metal fabrication techniques form the core of the sheet metal fabrication process. Custom sheet metal fabrication projects often follow the 5 Key Steps in Sheet Metal Fabrication: A Comprehensive Guide.
5 Key Steps in Sheet Metal Fabrication
The 5 key steps in sheet metal fabrication: a comprehensive guide, include cutting, forming, joining, finishing, and measurement & safety. Each step uses specific metal fabrication techniques and tools to transform raw materials into finished products. The following sections break down these steps and highlight the most important methods.
Cutting
Cutting is the first step in the sheet metal fabrication process steps. It shapes metal by removing material, using a range of basic sheet metal fabrication techniques. The most common cutting methods include shearing, laser cutting, plasma cutting, waterjet cutting, and sawing. Each method offers unique advantages for different applications.
Shearing
Shearing uses two large blades to cut straight lines through sheet metal. This technique is fast and efficient, making it ideal for construction and infrastructure projects. Shearing machines handle high volumes and produce clean, straight cuts. Operators often use shearing for quick jobs that do not require intricate shapes.
Laser Cutting
Laser cutting uses a focused laser beam to slice through metal. This method delivers high precision and speed, especially for thin materials. Laser cutting works well for high-volume production and automated systems. It is limited to materials up to about 5/8 inch thick. Many manufacturers choose laser cutting for its accuracy and clean edges.
Plasma Cutting
Plasma cutting uses swirling gases and an electric arc to cut metal. This technique is effective for thicker metals and offers fast cutting speeds. Plasma cutters handle a variety of metals, including steel and aluminum. Operators select plasma cutting when they need to process thicker sheets quickly.
Waterjet Cutting
The waterjet cutting process uses a high-pressure stream of water mixed with abrasives to cut through metal. Waterjet cutting keeps the metal flat and avoids heat-affected zones, making it ideal for materials sensitive to heat. Waterjet cutting can handle thick materials, including steel, ceramic, and stone. Many shops use waterjet cutting for projects that require precision without thermal distortion.
Sawing
Sawing is one of the oldest metal cutting methods. It produces straight cuts and is suitable for simple applications. Band saws and chop saws are common tools for this technique. Sawing remains a reliable choice for basic cuts in the metal fabrication process.
Tip: Precision is critical during cutting. Technicians use advanced CAD software and CNC machines to plan and execute cuts, reducing errors and improving safety.
Forming
Forming shapes the metal into the desired geometry. This step includes a range of metal fabrication techniques such as bending, stamping, stretching, rolling, deep drawing, notching, shrinking, and beading. Sheet metal forming is essential for creating complex parts and structures.
Bending
Bending is a core part of sheet metal forming. Operators use press brakes and other bending techniques to create angles and curves. Bending applies force along a straight axis, changing the shape without cutting or punching. This method is common in making brackets, enclosures, and automotive parts. Sheet metal bending requires careful planning to avoid errors and waste.
Stamping
Stamping uses high-speed presses and dies to form sheet metal into specific shapes. This technique is ideal for mass production and tight tolerances. Stamping produces items like car doors, machine parts, and steel plates. It is a key method in the 5 key steps in sheet metal fabrication: a comprehensive guide.
Stretching
Stretching pulls the metal to increase its surface area. This forming technique is useful for creating smooth, curved surfaces. Operators use stretching for parts like automotive panels and aircraft skins. Stretching requires precise control to prevent tearing or thinning.
Rolling
Rolling passes sheet metal through rollers to form complex cross-sectional shapes. This method is accurate and efficient, producing items like roofing panels, beams, and storage shelves. Rolling is a vital part of sheet metal forming, especially for large structural components.
Deep Drawing
Deep drawing forms hollow shapes by pulling sheet metal into a die. This technique creates items such as cans, sinks, and helmets. Deep drawing is common in industries that need strong, seamless parts.
Notching
Notching removes small sections from the edges of sheet metal. This forming method prepares the metal for further bending or joining. Notching is important for fitting pieces together in assemblies.
Shrinking
Shrinking reduces the size of specific areas in sheet metal. This technique helps create curves and contours. Operators use shrinking to adjust fit and finish in custom projects.
Beading
Beading adds raised or indented lines to sheet metal. This forming process strengthens the metal and improves appearance. Beading is common in decorative trims and reinforcement features.
Note: Managing material expansion and deformation is a challenge in forming. Technicians use software like SolidWorks to calculate patterns and optimize bending sequences, reducing waste and errors.
Joining
Joining connects separate pieces of metal to form a complete assembly. The main joining techniques in sheet metal fabrication include welding, riveting, and adhesive bonding. Each method offers different strengths and is chosen based on the project requirements.
Welding
Welding is a permanent joining method that fuses metal pieces together. It provides high load capacity and leak-proof joints. Welding is suitable for complex shapes and is widely used in the metal fabrication process. Operators must control heat to prevent warping, especially in thin materials. Metal welding includes techniques such as MIG, TIG, and laser welding.
Riveting
Riveting uses metal fasteners to join sheets together. This technique creates strong, permanent joints and allows for blind assembly. Riveting is cost-effective and reliable, making it a popular choice in many industries.
Adhesive Bonding
Adhesive bonding joins metal pieces using specialized glues. This method is simple and can connect different materials. Adhesive bonding does not affect the physical properties of the metal. However, it produces weaker joints compared to welding or riveting.
Quality control is essential during joining. Operators use clamping, fixtures, and automated inspection systems to ensure strong, defect-free joints.
Finishing
Finishing gives sheet metal parts their final look and protects them from damage. This step improves durability, appearance, and performance. Technicians use several methods to remove sharp edges, smooth surfaces, and apply protective coatings.
Deburring
Deburring removes sharp edges and burrs left after cutting or punching. Workers use hand files, deburring wheels, or specialized machines. This process prevents injuries and helps parts fit together smoothly. Deburring also prepares the surface for further finishing steps.
Grinding
Grinding smooths rough surfaces and removes excess material. Operators use angle grinders, belt sanders, or bench grinders. Grinding creates a uniform surface and corrects minor imperfections. It is important to use the right grit and technique to avoid damaging the metal.
Polishing
Polishing gives sheet metal a shiny, reflective finish. Workers use polishing wheels, buffing pads, and special compounds. Polishing improves appearance and can also reduce friction. Many decorative parts, such as panels and trims, require this step.
Coating
Coating protects metal from corrosion and wear. Several coating methods exist, each with its own purpose. The table below summarizes common finishing methods and their main uses:
Finishing Method | Main Purpose(s) |
Anodizing | Forms a protective oxide coating to improve corrosion resistance and protect from damage. |
Chemical Milling | Etches decorative patterns, logos, or markings onto sheet metal parts. |
Electroplating | Coats metal surfaces with another metal to enhance corrosion resistance and improve appearance. |
Bead Blasting | Creates a matte finish or removes surface imperfections by blasting with glass beads. |
Powder Coating | Applies a dry powder film for corrosion and wear protection, also provides attractive color. |
Liquid Paint | Provides a smooth, polished look by covering surfaces with paint. |
Flame Spraying | Sprays molten metal onto heated components to create a smooth, finished surface. |
Silk Screening | Applies silicone ink to create colorful, decorative patterns or text on the surface. |
Surface finishing improves both the quality and lifespan of sheet metal parts. The choice of method depends on the desired look, durability, and cost.
Tip: Careful handling and regular equipment maintenance help prevent surface scratches and alignment issues during finishing. Using protective films and 3D modeling software can also reduce common problems.
Measurement & Safety
Accurate measurement and strong safety practices ensure high-quality results in sheet metal fabrication. These steps help prevent errors, reduce waste, and protect workers.
Measuring Tools
Technicians use a variety of tools to check dimensions and tolerances. Common measuring tools include:
Calipers and micrometers for precise thickness and length checks
Tape measures and rulers for general measurements
Coordinate Measuring Machines (CMM) for complex parts with tight tolerances
Digital gauges and laser measurement devices for fast, accurate readings
Dimensional accuracy is critical for proper fit and function. Workers often double-check measurements before cutting or forming. CAD software, such as SolidWorks or Autodesk Fusion 360, helps set and maintain precise tolerances throughout the process. Regular calibration of measuring instruments ensures reliable results.
Note: Inspection protocols at each stage—cutting, forming, and welding—catch defects early and reduce scrap rates. First-piece inspection and continuous monitoring help maintain accuracy even as tools wear down.
Safety Equipment
Safety remains a top priority in every fabrication shop. Workers use personal protective equipment (PPE) to guard against injuries. Essential safety gear includes:
Gloves to protect hands from sharp edges and hot surfaces
Safety glasses or face shields to prevent eye injuries
Hearing protection in noisy environments
Respirators or masks when working with dust or fumes
Helmets and protective clothing for welding tasks
Shops enforce strict safety protocols and provide regular training. Machine guarding, emergency stops, and lockout/tagout procedures prevent accidents with moving equipment. Good housekeeping, proper lifting techniques, and adequate ventilation further reduce risks.
Regular equipment maintenance, skilled staff, and adherence to industry standards like ISO 9001 and AWS D1.1 ensure both safety and quality. These practices minimize waste, prevent injuries, and help deliver reliable, high-quality products.
Sheet Metal Fabrication Techniques
Cutting Methods
Cutting stands as the first major step in most sheet metal fabrication processes. Technicians use a variety of sheet metal cutting techniques to separate, shape, or size metal sheets. Each method offers unique tolerances and works best with certain material thicknesses. The table below compares the most common cutting methods:
Cutting Method | Typical Tolerances (mm) | Material Thickness Range (mm) | Key Characteristics and Notes |
Water Jet Cutting | ±0.03 to ±0.08 | Up to 200 | Most accurate method; cold cutting eliminates thermal distortion; consistent precision across thicknesses. |
Laser Cutting | ±0.05 to ±0.1 | Up to 25-30 | Fast processing; excellent accuracy on thin to medium materials; thermal distortion can affect thick sections. |
Plasma Cutting | ±0.5 to ±1.5 | 100+ | Suitable for thick materials; looser tolerances; high-speed cutting for structural applications. |
Mechanical Shearing | ±0.1 to ±0.5 | Up to 12 | Cost-effective for straight cuts; moderate precision; limited thickness capability. |
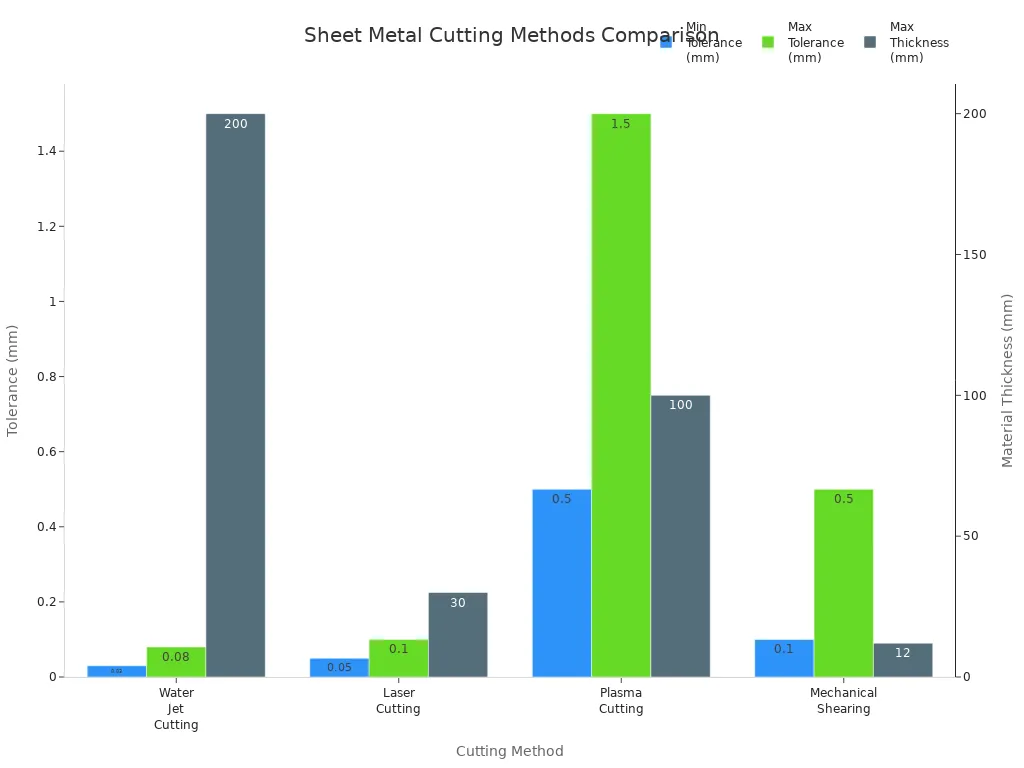
Water jet cutting delivers the highest precision and works well for thick materials. Laser cutting provides speed and accuracy for thin to medium sheets. Plasma cutting handles thick metals quickly, though with less precision. Mechanical shearing remains cost-effective for straight cuts on thinner sheets. These cutting techniques form the foundation for many metal fabrication techniques.
Tip: Selecting the right cutting method depends on the required tolerance, material thickness, and project budget.
Forming Methods
Forming transforms flat metal sheets into three-dimensional shapes. Sheet metal forming techniques include a wide range of processes, each suited for specific shapes and materials. The table below outlines the most common forming methods and the materials best suited for each:
Forming Method | Description | Suitable Materials |
Press Braking | Uses a V-shaped die to bend sheet metal, creating precise folds and box-like structures. | Steel, Aluminum, Brass |
Slip Rolling | Passes sheet metal between rollers to form cones and cylinders through cold rolling. | Steel, Aluminum, Copper |
Stamping | High-volume cold forming using dies and punches to shape parts with holes, flanges, embossments. | Steel, Aluminum, Brass |
Flaring (Flanging) | Forms flared or flanged edges for lips or reinforcement. | Steel, Aluminum |
Embossing | Creates raised or recessed designs on sheet metal surfaces. | Steel, Aluminum, Copper |
Louvering | Forms angled slits or vents for ventilation or aesthetics. | Steel, Aluminum |
Coining | Uses extreme pressure to create detailed impressions. | Steel, Brass |
Spinning | Shapes metal on a rotating mandrel to produce hollow, axially symmetric parts. | Aluminum, Steel |
Roll Forming | Gradually bends sheet metal through rollers to form long bends or curves. | Steel, Aluminum |
Bending stands out as the most widely used forming process. Operators use press brakes to create V, U, and channel shapes. Drawing stretches metal into dies for deep, complex parts like automotive panels. Curling forms rolled edges to remove sharpness and improve safety. Stamping includes deep draw, fourslide, hydroforming, blanking, coining, and embossing. Each forming technique shapes the metal for its final use.
Steel, aluminum, copper, and brass are the most common materials for sheet metal forming. Steel offers strength and durability. Aluminum is lightweight and resists corrosion. Copper provides excellent conductivity and malleability. Brass combines strength with a decorative finish.
Note: Choosing the right forming method and material ensures the finished part meets strength, appearance, and cost requirements.
Joining Methods
Joining methods connect separate metal pieces into a single assembly. The most common fabrication techniques for joining include welding, mechanical fastening, folding joints, clinching, and adhesive bonding. The table below summarizes these joining techniques:
Joining Method | Strength | Typical Use Cases | Limitations |
Welding | High | Permanent, high-strength joints in automotive, industrial machinery, aerospace | Requires skilled labor, heat can distort thin metals |
Mechanical Fastening | Moderate | Detachable joints, assembly lines, HVAC, appliance manufacturing | Adds weight, may affect aesthetics, weaker than welding |
Folding Joints | Low to Moderate | Lightweight, visually clean connections, HVAC ductwork, enclosures, non-load-bearing automotive panels | Limited to thin metals, less strong than welding, requires precise bending |
Clinching | Moderate | High-volume manufacturing, HVAC, lightweight assemblies | Limited strength, not for high-stress applications |
Adhesive Bonding | Low to Moderate | Joining dissimilar metals, smooth finishes, lightweight structures | Lower strength, sensitive to environment, longer curing times |
Welding creates strong, permanent joints and is essential in automotive and industrial applications. Mechanical fastening uses screws, bolts, or rivets for detachable connections. Folding joints and clinching work well for lightweight assemblies and HVAC ductwork. Adhesive bonding joins dissimilar metals and provides smooth finishes, though it offers less strength than welding.
Technicians often combine joining techniques to balance strength, appearance, and production speed in the metal fabrication process.
Finishing Methods
Finishing methods give sheet metal parts their final appearance and protect them from damage. These techniques improve durability, safety, and visual appeal. Workers select finishing methods based on the part’s function, the environment, and the desired look.
Common Finishing Methods in Sheet Metal Fabrication:
Deburring
Deburring removes sharp edges and small metal fragments left after cutting or punching. Workers use hand files, deburring wheels, or machines for this process. Deburring makes parts safer to handle and prepares surfaces for further finishing.
Grinding
Grinding smooths rough surfaces and removes excess material. Operators use angle grinders, belt sanders, or bench grinders. Grinding creates a uniform surface and corrects small imperfections. This step is important for parts that need a clean, even finish.
Polishing
Polishing gives sheet metal a shiny, reflective surface. Workers use polishing wheels, buffing pads, and special compounds. Polishing improves the appearance of parts and can also reduce friction. Many decorative or visible parts require this step.
Coating
Coating protects metal from corrosion, moisture, and wear. Several coating methods exist. Each offers different benefits:
Coating Method | Main Benefit | Typical Use |
Powder Coating | Durable, colorful finish | Appliances, automotive parts |
Anodizing | Corrosion resistance, hard surface | Aluminum parts |
Electroplating | Shiny, protective metal layer | Decorative items, hardware |
Painting | Smooth, colorful appearance | Panels, enclosures |
Powder coating uses dry powder and heat to create a tough, colorful layer. Anodizing forms a protective oxide layer, mostly on aluminum. Electroplating covers the metal with another metal, such as chrome or nickel. Painting adds color and protects the surface.
Bead Blasting
Bead blasting uses small glass beads shot at high speed to clean and texture the surface. This method removes imperfections and creates a matte finish. Workers often use bead blasting before painting or coating.
Tip: Choosing the right finishing method depends on the part’s use, the type of metal, and the required durability. Proper finishing extends the life of sheet metal products and improves their performance.
Finishing methods play a key role in the sheet metal fabrication process. They ensure that parts look good, last longer, and meet safety standards. Skilled technicians select and apply these methods to achieve the best results for each project.
Essential Tools
Cutting Tools
Sheet metal fabrication begins with cutting tools. These tools shape and size metal sheets for later steps. Each tool serves a specific purpose.
Shears
Shears make straight-line cuts on flat sheets. Operators use guillotine cutters for high-volume, repetitive tasks. Shearing works best for thinner materials and produces clean edges. This tool is essential for preparing metal before forming.
Saws
Saws handle thicker or harder metals. Bandsaws and electric metal saws cut straight lines through stacked sheets. Scroll saws help with intricate designs. Reciprocating saws cut pipes and profiles. Each saw type matches a different cutting need.
Snips
Snips resemble heavy-duty scissors. Tin snips cut straight lines and slight curves in thin sheets. Aviation snips allow for more detailed curves and circles. Workers use snips for small-scale or artistic projects.
CNC Machines
CNC machines automate cutting with high precision. Laser cutters, plasma cutters, and water jet cutters fall into this category. These machines handle complex shapes and tight tolerances. CNC technology improves speed and accuracy in the cutting process.
Tip: Angle grinders and metal nibblers also play a role in cutting, grinding, and polishing. They offer versatility for both rough and fine work.
Forming Tools
Forming tools shape flat metal into three-dimensional parts. This step includes bending, stretching, stamping, and rolling. Each tool supports a different forming method.
Press Brakes
Press brakes perform press brake bending. Operators use these machines to create precise angles and folds. Press brakes apply force along a straight axis, making them ideal for bending brackets, enclosures, and panels. Mechanical and hydraulic presses offer different speed and force options.
Rolling Machines
Rolling machines pass sheet metal between rollers. This process forms cones, cylinders, and curved shapes. Slip rolling works well for steel, aluminum, and copper. Roll forming lines handle long, continuous bends for beams and panels.
Hammers & Dollies
Hammers and dollies help with manual forming. Workers use them for stretching, shrinking, and shaping curves. These tools allow for detailed adjustments and custom work. English wheels also assist in forming smooth, curved surfaces.
Note: Forming tools include punch and die sets for stamping and hole punching. Each forming technique requires the right tool for accuracy and efficiency.
Joining Tools
Joining tools connect separate metal pieces. The main joining methods include welding, riveting, and adhesive bonding.
Welding Equipment
Welding machines, such as TIG and MIG welders, create strong, permanent bonds. These machines allow precise control over heat and filler material. Welding maintains the structural integrity of metal assemblies. Operators use welding in automotive, industrial, and repair projects.
Rivet Guns
Rivet guns fasten metal sheets together with metal pins. Riveting offers a reliable and cost-effective joining method. This tool works well for blind assembly and high-volume production.
Adhesive Tools
Adhesive tools apply specialized glues for bonding metal. This method joins dissimilar materials and creates smooth finishes. Adhesive bonding is simple but produces weaker joints than welding or riveting.
Technicians often use fasteners, wire cutters, and marking tools during joining and finishing. These tools ensure accurate assembly and secure connections.
Finishing Tools
Finishing tools give sheet metal parts their final appearance and protect them from damage. These tools help create smooth, safe, and attractive surfaces. Workers use finishing tools after cutting, forming, and joining steps.
Grinders
Grinders remove rough edges, weld beads, and surface imperfections from sheet metal. They help create a uniform finish and prepare parts for painting or coating. Workers choose from several types of grinders:
Angle grinders: These tools use rotating abrasive discs. They work well for smoothing welds and cleaning up edges.
Bench grinders: These stationary machines have two grinding wheels. Workers use them for sharpening tools and smoothing small parts.
Belt grinders: These machines use a continuous abrasive belt. They help with large, flat surfaces and can remove material quickly.
Operators select the right grinder based on the job size and the type of metal. They often use different grit sizes to achieve the desired finish. Coarse grits remove material fast, while fine grits create a smoother surface.
Tip: Always wear safety glasses and gloves when using grinders. Sparks and metal fragments can cause injuries.
Polishers
Polishers give sheet metal a shiny, reflective finish. They remove fine scratches and make parts look clean and professional. Polishers use soft wheels or pads with polishing compounds. These compounds help smooth the surface and bring out a bright shine.
Common types of polishers include:
Rotary polishers: These tools spin a soft pad in circles. They work well for flat and curved surfaces.
Orbital polishers: These machines move the pad in small orbits. They reduce swirl marks and help achieve an even finish.
Workers often polish decorative panels, trims, and visible parts. They may use several polishing steps, starting with a coarse compound and finishing with a fine one. Proper polishing improves both appearance and corrosion resistance.
Note: Clean the surface before polishing. Dirt or grit can scratch the metal and ruin the finish.
Coating Equipment
Coating equipment protects sheet metal from rust, moisture, and wear. It also adds color and improves appearance. Several types of coating equipment exist:
Equipment Type | Main Use | Common Coatings |
Spray guns | Apply paint or liquid coatings | Paint, enamel, lacquer |
Powder coating guns | Apply dry powder coatings | Powder coating |
Dip tanks | Submerge parts in liquid | Plating, anodizing |
Spray guns use compressed air to apply a thin, even layer of paint. Powder coating guns use electricity to stick powder to the metal, which then gets baked on. Dip tanks coat parts by dipping them in a liquid bath.
Operators choose the right equipment based on the coating type and part size. Proper coating extends the life of sheet metal products and keeps them looking new.
Using the correct finishing tools ensures that every sheet metal part meets quality and safety standards. Skilled workers know how to select and use these tools for the best results.
Hand Tools vs. Machines
Basic Hand Tools
Basic hand tools give metalworkers direct control over the fabrication process. These tools allow for a hands-on approach, making them ideal for small jobs, prototyping, and detailed work. Skilled workers often prefer hand tools when they need to feel the material and make precise adjustments. Hand tools also help teach good shop habits and support knowledge sharing among team members.
Tool Name | Typical Application |
Wire Cutters | Snipping frayed ends and trimming bits from sheet metal edges. |
Throatless Shears | Making curved, irregular, or straight cuts on metal; allows free movement of metal around the blade. |
Angle Grinder | Polishing, cutting, and grinding metal; versatile handheld power tool. |
Angle Grinder Discs | Various discs (cutoff wheels, grinding wheels, flap discs) for cutting, grinding, and finishing. |
Cleco Fasteners | Temporarily holding multiple sheets of metal together before permanent joining. |
Drill Bits | Drilling holes to combine pieces of sheet metal; includes standard and machine screw bits. |
Marking Tools | Tools like scribers, calipers, and dividers for precise measurement and marking on metal. |
Safety Equipment | Helmets, glasses, gloves, and protective clothing for worker safety. |
Hand tools excel in situations where speed is less important than accuracy and craftsmanship. Workers can avoid machine setup time and make quick adjustments. For example, a metalworker may use throatless shears to cut a custom curve or marking tools to lay out a precise pattern. Hand tools also allow for better feedback and control, which machines cannot always provide.
Hand tools remain essential for detailed, craft-oriented work. They support creativity and skill development in every fabrication shop.
Power Tools & Machines
Power tools and machines transform the way metalworkers handle large or complex projects. These tools increase speed and productivity, making them the best choice for high-volume or repeatable tasks. Machines such as hydraulic press brakes, CNC cutters, and automated welding systems deliver consistent results and tight tolerances.
Machines improve efficiency by increasing production speed and reducing human error. Automated systems handle repetitive tasks with high precision. CNC machines and robotic welders can work on complex shapes and large batches without fatigue. Safety features such as protective guards and automatic shutoffs help protect operators from injury.
Aspect | Machines in Sheet Metal Fabrication | Basic Hand Tools in Sheet Metal Fabrication |
Purpose | Efficient shaping, cutting, and forming for larger volumes or precise, repeatable work | Used for smaller jobs, prototyping, or detailed craft-oriented work |
Volume and Speed | Suitable for high volume and faster production | More practical for small quantities or when speed is less critical |
Precision and Control | Machines provide consistent, repeatable precision | Hand tools allow for more tactile control and feel |
Application Context | Industrial fabrication, mass production | Craftsmanship, prototyping, small job shops |
Machines excel in high-volume production, but hand tools remain vital for custom work and fine adjustments. A balanced shop uses both to achieve the best results.
Safety and Measurement
Safety Gear
Sheet metal fabrication involves sharp edges, heavy machinery, and loud environments. Workers must use the right safety gear to protect themselves from injuries. The most important types of personal protective equipment (PPE) include:
Gloves: Protect hands from cuts, burns, and sharp edges.
ANSI Z87.1 Certified Safety Glasses: Shield eyes from flying debris and sparks.
Hearing Protection: Earplugs or earmuffs reduce the risk of hearing loss in noisy shops. OSHA requires hearing protection when noise levels exceed 85 decibels over an eight-hour shift.
Respiratory Masks: Filter out dust, fumes, and airborne particles during cutting, grinding, or welding.
Protective Clothing: Flame-resistant jackets and aprons guard against sparks and hot metal.
Shops also use machine guarding to prevent accidental contact with moving parts. Guards, light curtains, interlocks, and emergency stop buttons help keep workers safe. Lockout/tagout (LOTO) procedures isolate energy sources during maintenance, reducing the risk of electrical or mechanical injuries. The National Electrical Code (NEC) sets standards for electrical safety, while organizations like the American Welding Society (AWS) and ISO provide training and certification for safe practices.
Proper PPE maintenance and regular training play a key role in injury prevention. Clean, well-maintained gear works better and lasts longer. Studies show that comprehensive machine guarding and safety training can reduce hand and finger injuries by up to 90% in sheet metal shops.
Tip: Workers should inspect their safety gear before each shift and replace damaged items immediately.
Measuring Devices
Accurate measurement ensures that sheet metal parts fit together and function as designed. Fabricators use a range of measuring devices, each with its own level of precision. The most common tools include:
Precision Steel Rulers: Provide accuracy up to 0.001 inches, depending on length.
Precision Tape Measures: Offer tolerances of ±1/32 inch for lengths up to 12 feet, and ±1/16 inch for longer measurements.
Calibrated Steel Rulers and Tape Measures: Traceable to national standards, these tools come with certified accuracy and documented deviations.
Micrometers: Deliver the highest accuracy among hand-held tools. Digital, vernier, inside, and bench micrometers require careful handling. Users must eliminate spindle play, zero the device, apply light pressure, and keep measuring faces clean for best results.
The table below shows typical tolerance ranges for different sheet metal materials:
Material Type | Typical Tolerance Range (inches) | Notes |
Aluminum Alloys | ±0.010 to ±0.030 | Softer, more malleable |
Stainless Steel | ±0.005 to ±0.015 | Harder, requires tighter tolerances |
Carbon Steel | ±0.015 to ±0.045 | Moderate tolerance |
Copper Alloys | ±0.008 to ±0.020 | Moderate tolerance |
Tool Steel | ±0.002 to ±0.010 | Very tight tolerances due to hardness |
Titanium | ±0.005 to ±0.015 | High strength-to-weight ratio |
Certified measuring devices help maintain quality and consistency in every project. Regular calibration and careful use ensure that measurements stay accurate over time.
Note: Double-checking measurements before cutting or forming helps prevent costly mistakes and material waste.
Sheet metal fabrication shapes flat metal into strong, precise parts for many industries. Workers use cutting, forming, joining, and finishing methods with both hand tools and machines. Understanding each step helps create high-quality products. Choosing the right technique depends on project needs, material properties, and available equipment. New technology, like CNC machines, improves speed and accuracy. Material selection, such as steel or aluminum, affects cost and performance. Careful planning ensures that sheet metal fabrication meets design goals and industry standards.
FAQ
What is the most common cutting tool in sheet metal fabrication?
Shears are the most common cutting tool. Workers use them for straight cuts on thin sheets. Shears provide clean edges and fast results. For thicker or complex shapes, technicians often use saws or CNC machines.
How do technicians ensure safety during fabrication?
Technicians wear gloves, safety glasses, and hearing protection. They follow strict shop rules and use machine guards. Regular training and equipment checks help prevent injuries. Shops also use emergency stops and lockout/tagout procedures.
Which metals work best for sheet metal fabrication?
Steel, aluminum, copper, and brass are the most popular choices. Steel offers strength. Aluminum resists corrosion and weighs less. Copper provides good conductivity. Brass combines strength with a decorative finish.
Why do fabricators use CNC machines?
CNC machines cut, bend, and shape metal with high precision. They follow programmed instructions. CNC machines reduce errors and speed up production. Technicians use them for complex shapes and tight tolerances.
What finishing method protects metal from rust?
Powder coating protects metal from rust and wear. It creates a tough, colorful layer. Technicians also use painting, anodizing, and electroplating for protection and appearance.
How do workers measure accuracy in sheet metal parts?
Workers use calipers, micrometers, and steel rulers. They check thickness, length, and angles. Digital gauges and coordinate measuring machines help with complex parts. Double-checking measurements prevents mistakes.
Can hand tools replace machines in fabrication?
Hand tools work well for small jobs, repairs, and detailed work. Machines handle large volumes and complex shapes. Most shops use both for the best results.
What is the main difference between welding and riveting?
Welding fuses metal pieces together for a permanent bond. Riveting joins sheets with metal pins. Welding creates stronger joints. Riveting works well for blind assembly and quick production.










