شیٹ میٹل فیبریکیشن تین اہم تکنیک کیٹیگریز پر انحصار کرتی ہے: کاٹنا، بنانا اور جوڑنا۔ معاون اقدامات میں تکمیل اور درست پیمائش شامل ہے۔ سب سے عام طریقے اور اوزار نیچے دیے گئے جدول میں نظر آتے ہیں:
تکنیک |
تفصیل |
عام ٹولز/طریقے۔ |
کاٹنا |
مواد کو ہٹا کر دھات کی شکل دینا |
ہینڈ کینچی، پلازما کٹر، اینگل گرائنڈر |
تشکیل |
دھات کو شکل میں موڑنا یا کھینچنا |
بریک، ہتھوڑا، انگلش وہیل دبائیں |
شامل ہو رہا ہے۔ |
دھات کے ٹکڑوں کو آپس میں جوڑنا |
ویلڈنگ کا سامان، rivet بندوقیں |
شیٹ میٹل فیبریکیشن کی یہ بنیادی تکنیکیں شیٹ میٹل فیبریکیشن کے عمل کا بنیادی حصہ ہیں۔ اپنی مرضی کے مطابق شیٹ میٹل فیبریکیشن پروجیکٹ اکثر شیٹ میٹل فیبریکیشن کے 5 کلیدی مراحل پر عمل کرتے ہیں: ایک جامع گائیڈ۔
شیٹ میٹل فیبریکیشن میں 5 کلیدی اقدامات
شیٹ میٹل فیبریکیشن کے 5 کلیدی مراحل: ایک جامع گائیڈ، جس میں کاٹنا، بنانا، جوڑنا، ختم کرنا، اور پیمائش اور حفاظت شامل ہیں۔ خام مال کو تیار مصنوعات میں تبدیل کرنے کے لیے ہر قدم مخصوص دھاتی تانے بانے کی تکنیکوں اور اوزاروں کا استعمال کرتا ہے۔ درج ذیل حصے ان مراحل کو توڑتے ہیں اور اہم ترین طریقوں کو نمایاں کرتے ہیں۔
کاٹنا
کاٹنا اس میں پہلا قدم ہے۔ شیٹ میٹل کی تعمیر کے عمل کے اقدامات . یہ شیٹ میٹل بنانے کی بنیادی تکنیکوں کا استعمال کرتے ہوئے مواد کو ہٹا کر دھات کی شکل دیتا ہے۔ کاٹنے کے سب سے عام طریقوں میں مونڈنا، لیزر کٹنگ، پلازما کٹنگ، واٹر جیٹ کٹنگ، اور آرا کرنا شامل ہیں۔ ہر طریقہ مختلف ایپلی کیشنز کے لیے منفرد فوائد پیش کرتا ہے۔
مونڈنا
شیئرنگ شیٹ میٹل کے ذریعے سیدھی لکیریں کاٹنے کے لیے دو بڑے بلیڈ استعمال کرتی ہے۔ یہ تکنیک تیز اور موثر ہے، جو اسے تعمیراتی اور بنیادی ڈھانچے کے منصوبوں کے لیے مثالی بناتی ہے۔ مونڈنے والی مشینیں زیادہ مقدار کو سنبھالتی ہیں اور صاف، سیدھی کٹیاں پیدا کرتی ہیں۔ آپریٹرز اکثر تیز کاموں کے لیے مونڈنے کا استعمال کرتے ہیں جن کے لیے پیچیدہ شکلوں کی ضرورت نہیں ہوتی ہے۔
لیزر کٹنگ
لیزر کٹنگ ایک فوکسڈ لیزر بیم کا استعمال کرتا ہے تاکہ دھات کو کاٹ سکے۔ یہ طریقہ اعلی درستگی اور رفتار فراہم کرتا ہے، خاص طور پر پتلی مواد کے لیے۔ لیزر کٹنگ اعلی حجم کی پیداوار اور خودکار نظاموں کے لیے اچھی طرح کام کرتی ہے۔ یہ تقریباً 5/8 انچ موٹی تک کے مواد تک محدود ہے۔ بہت سے مینوفیکچررز اس کی درستگی اور صاف کناروں کے لیے لیزر کٹنگ کا انتخاب کرتے ہیں۔
پلازما کٹنگ
پلازما کٹنگ دھات کو کاٹنے کے لیے گھومتی ہوئی گیسوں اور الیکٹرک آرک کا استعمال کرتی ہے۔ یہ تکنیک موٹی دھاتوں کے لیے موثر ہے اور تیز رفتار کاٹنے کی پیش کش کرتی ہے۔ پلازما کٹر سٹیل اور ایلومینیم سمیت متعدد دھاتوں کو سنبھالتے ہیں۔ آپریٹرز پلازما کٹنگ کا انتخاب کرتے ہیں جب انہیں موٹی چادروں پر تیزی سے کارروائی کرنے کی ضرورت ہوتی ہے۔
واٹر جیٹ کٹنگ
واٹر جیٹ کاٹنے کے عمل میں دھات کو کاٹنے کے لیے کھرچنے والی اشیاء کے ساتھ ملا ہوا پانی کی ہائی پریشر ندی کا استعمال کیا جاتا ہے۔ واٹر جیٹ کٹنگ دھات کو فلیٹ رکھتی ہے اور گرمی سے متاثرہ علاقوں سے بچتی ہے، جو اسے گرمی کے لیے حساس مواد کے لیے مثالی بناتی ہے۔ واٹر جیٹ کٹنگ موٹی مواد کو سنبھال سکتی ہے، بشمول سٹیل، سیرامک اور پتھر۔ بہت سی دکانیں ان منصوبوں کے لیے واٹر جیٹ کٹنگ کا استعمال کرتی ہیں جن کے لیے تھرمل بگاڑ کے بغیر درستگی کی ضرورت ہوتی ہے۔
کٹائی
کٹائی دھات کاٹنے کے قدیم ترین طریقوں میں سے ایک ہے۔ یہ براہ راست کٹ پیدا کرتا ہے اور سادہ ایپلی کیشنز کے لیے موزوں ہے۔ بینڈ آری اور کاٹ آری اس تکنیک کے عام اوزار ہیں۔ دھات کی تعمیر کے عمل میں بنیادی کٹوتیوں کے لیے کٹائی ایک قابل اعتماد انتخاب ہے۔
ٹپ: کاٹنے کے دوران درستگی اہم ہے۔ تکنیکی ماہرین اعلی درجے کی CAD سافٹ ویئر اور CNC مشینوں کو منصوبہ بندی اور کٹوتیوں کو انجام دینے، غلطیوں کو کم کرنے اور حفاظت کو بہتر بنانے کے لیے استعمال کرتے ہیں۔
تشکیل
تشکیل دھات کو مطلوبہ جیومیٹری میں شکل دیتی ہے۔ اس مرحلے میں دھاتی ساخت کی تکنیکوں کی ایک رینج شامل ہے جیسے موڑنے، سٹیمپنگ، کھینچنا، رولنگ، گہری ڈرائنگ، نوچنگ، سکڑنا، اور بیڈنگ۔ پیچیدہ حصوں اور ڈھانچے کو بنانے کے لیے شیٹ میٹل کی تشکیل ضروری ہے۔
جھکنا
موڑنا شیٹ میٹل کی تشکیل کا ایک بنیادی حصہ ہے۔ آپریٹرز زاویہ اور منحنی خطوط بنانے کے لیے پریس بریک اور موڑنے والی دیگر تکنیکوں کا استعمال کرتے ہیں۔ موڑنے سے ایک سیدھے محور کے ساتھ طاقت کا اطلاق ہوتا ہے، بغیر کاٹے یا چھدرے کے شکل کو تبدیل کرتا ہے۔ یہ طریقہ بریکٹ، انکلوژرز اور آٹوموٹو پارٹس بنانے میں عام ہے۔ شیٹ میٹل موڑنے میں غلطیوں اور فضلے سے بچنے کے لیے محتاط منصوبہ بندی کی ضرورت ہوتی ہے۔
مہر لگانا
سٹیمپنگ تیز رفتار پریس کا استعمال کرتی ہے اور شیٹ میٹل کو مخصوص شکلوں میں بنانے کے لیے مر جاتی ہے۔ یہ تکنیک بڑے پیمانے پر پیداوار اور سخت رواداری کے لیے مثالی ہے۔ مہر لگانے سے کار کے دروازے، مشین کے پرزے، اور سٹیل کی پلیٹیں جیسی اشیاء تیار ہوتی ہیں۔ شیٹ میٹل فیبریکیشن کے 5 کلیدی مراحل میں یہ ایک کلیدی طریقہ ہے: ایک جامع گائیڈ۔
کھینچنا
کھینچنا دھات کو اس کی سطح کے رقبے کو بڑھانے کے لیے کھینچتا ہے۔ یہ بنانے کی تکنیک ہموار، خمیدہ سطحیں بنانے کے لیے مفید ہے۔ آپریٹرز آٹوموٹیو پینلز اور ہوائی جہاز کی کھالوں جیسے حصوں کے لیے اسٹریچنگ کا استعمال کرتے ہیں۔ اسٹریچنگ کو پھاڑنے یا پتلا ہونے سے بچنے کے لیے قطعی کنٹرول کی ضرورت ہوتی ہے۔
رولنگ
رولنگ شیٹ میٹل کو رولرس کے ذریعے سے گزرتی ہے تاکہ پیچیدہ کراس سیکشنل شکلیں بنیں۔ یہ طریقہ درست اور کارآمد ہے، جس سے چھت کے پینل، بیم اور اسٹوریج شیلف جیسی اشیاء تیار ہوتی ہیں۔ رولنگ شیٹ میٹل کی تشکیل کا ایک اہم حصہ ہے، خاص طور پر بڑے ساختی اجزاء کے لیے۔
گہری ڈرائنگ
گہری ڈرائنگ شیٹ میٹل کو ڈائی میں کھینچ کر کھوکھلی شکلیں بناتی ہے۔ یہ تکنیک کین، سنک اور ہیلمٹ جیسی اشیاء تیار کرتی ہے۔ گہری ڈرائنگ ان صنعتوں میں عام ہے جن کو مضبوط، ہموار حصوں کی ضرورت ہوتی ہے۔
نوچنگ
نشان لگانے سے شیٹ میٹل کے کناروں سے چھوٹے حصے ہٹ جاتے ہیں۔ یہ بنانے کا طریقہ دھات کو مزید موڑنے یا جوڑنے کے لیے تیار کرتا ہے۔ ٹکڑوں کو اسمبلیوں میں ایک ساتھ فٹ کرنے کے لیے نوچنگ اہم ہے۔
سکڑ رہا ہے۔
سکڑنے سے شیٹ میٹل میں مخصوص علاقوں کا سائز کم ہو جاتا ہے۔ یہ تکنیک منحنی خطوط اور شکل بنانے میں مدد کرتی ہے۔ آپریٹرز حسب ضرورت پروجیکٹس میں فٹ اور فنش کو ایڈجسٹ کرنے کے لیے سکڑنے کا استعمال کرتے ہیں۔
بیڈنگ
بیڈنگ شیٹ میٹل میں ابھری ہوئی یا انڈینٹڈ لائنیں جوڑتی ہے۔ یہ تشکیل کا عمل دھات کو مضبوط کرتا ہے اور ظاہری شکل کو بہتر بناتا ہے۔ آرائشی تراشوں اور کمک کی خصوصیات میں بیڈنگ عام ہے۔
نوٹ: مواد کی توسیع اور اخترتی کا نظم کرنا تشکیل میں ایک چیلنج ہے۔ تکنیکی ماہرین پیٹرن کا حساب لگانے اور موڑنے کے سلسلے کو بہتر بنانے، فضلہ اور غلطیوں کو کم کرنے کے لیے SolidWorks جیسے سافٹ ویئر کا استعمال کرتے ہیں۔
شامل ہو رہا ہے۔
جوڑنا ایک مکمل اسمبلی بنانے کے لیے دھات کے الگ الگ ٹکڑوں کو جوڑتا ہے۔ شیٹ میٹل فیبریکیشن میں شامل ہونے کی اہم تکنیکوں میں ویلڈنگ، ریوٹنگ، اور چپکنے والی بانڈنگ شامل ہیں۔ ہر طریقہ مختلف طاقتیں پیش کرتا ہے اور اس کا انتخاب پراجیکٹ کی ضروریات کی بنیاد پر کیا جاتا ہے۔
ویلڈنگ
ویلڈنگ ایک مستقل جوڑنے کا طریقہ ہے جو دھات کے ٹکڑوں کو ایک ساتھ جوڑتا ہے۔ یہ اعلی بوجھ کی گنجائش اور لیک پروف جوڑ فراہم کرتا ہے۔ ویلڈنگ پیچیدہ شکلوں کے لیے موزوں ہے اور دھاتی بنانے کے عمل میں بڑے پیمانے پر استعمال ہوتی ہے۔ آپریٹرز کو وارپنگ کو روکنے کے لیے گرمی کو کنٹرول کرنا چاہیے، خاص طور پر پتلے مواد میں۔ دھاتی ویلڈنگ میں MIG، TIG، اور لیزر ویلڈنگ جیسی تکنیکیں شامل ہیں۔
ریوٹنگ
ریوٹنگ شیٹس کو ایک ساتھ جوڑنے کے لیے دھاتی بندھن کا استعمال کرتی ہے۔ یہ تکنیک مضبوط، مستقل جوڑ بناتی ہے اور بلائنڈ اسمبلی کی اجازت دیتی ہے۔ Riveting سرمایہ کاری مؤثر اور قابل اعتماد ہے، یہ بہت سی صنعتوں میں ایک مقبول انتخاب ہے۔
چپکنے والی بانڈنگ
چپکنے والی بانڈنگ خصوصی گلوز کا استعمال کرتے ہوئے دھات کے ٹکڑوں کو جوڑتی ہے۔ یہ طریقہ آسان ہے اور مختلف مواد کو جوڑ سکتا ہے۔ چپکنے والی بانڈنگ دھات کی جسمانی خصوصیات کو متاثر نہیں کرتی ہے۔ تاہم، یہ ویلڈنگ یا riveting کے مقابلے میں کمزور جوڑ پیدا کرتا ہے۔
شمولیت کے دوران کوالٹی کنٹرول ضروری ہے۔ آپریٹرز مضبوط، عیب سے پاک جوڑوں کو یقینی بنانے کے لیے کلیمپنگ، فکسچر، اور خودکار معائنہ کے نظام کا استعمال کرتے ہیں۔
ختم کرنا
فنشنگ شیٹ میٹل کے پرزوں کو ان کی آخری شکل دیتا ہے اور انہیں نقصان سے بچاتا ہے۔ یہ قدم استحکام، ظاہری شکل اور کارکردگی کو بہتر بناتا ہے۔ تکنیکی ماہرین تیز کناروں، ہموار سطحوں کو ہٹانے اور حفاظتی ملمع لگانے کے لیے کئی طریقے استعمال کرتے ہیں۔
ڈیبرنگ
ڈیبرنگ تیز کناروں کو ہٹا دیتا ہے اور کاٹنے یا چھدرن کے بعد رہ جانے والے گڑھے کو ہٹا دیتا ہے۔ کارکن ہینڈ فائلیں، ڈیبرنگ وہیل، یا مخصوص مشینیں استعمال کرتے ہیں۔ یہ عمل چوٹوں کو روکتا ہے اور حصوں کو آسانی سے فٹ ہونے میں مدد کرتا ہے۔ ڈیبرنگ مزید تکمیلی مراحل کے لیے سطح کو بھی تیار کرتی ہے۔
پیسنا ۔
پیسنا کھردری سطحوں کو ہموار کرتا ہے اور اضافی مواد کو ہٹا دیتا ہے۔ آپریٹرز زاویہ گرائنڈر، بیلٹ سینڈرز، یا بینچ گرائنڈر استعمال کرتے ہیں۔ پیسنے سے یکساں سطح بنتی ہے اور معمولی خامیوں کو درست کرتی ہے۔ دھات کو نقصان پہنچانے سے بچنے کے لیے صحیح تحمل اور تکنیک کا استعمال کرنا ضروری ہے۔
پالش کرنا
پالش کرنے سے شیٹ میٹل کو ایک چمکدار، عکاس تکمیل ملتی ہے۔ کارکن پالش کرنے والے پہیے، بفنگ پیڈ اور خصوصی مرکبات استعمال کرتے ہیں۔ پالش کرنے سے ظاہری شکل بہتر ہوتی ہے اور رگڑ کو بھی کم کیا جا سکتا ہے۔ بہت سے آرائشی پرزے، جیسے کہ پینلز اور ٹرمز، کو اس قدم کی ضرورت ہوتی ہے۔
کوٹنگ
کوٹنگ دھات کو سنکنرن اور پہننے سے بچاتی ہے۔ کوٹنگ کے کئی طریقے موجود ہیں، ہر ایک کا اپنا مقصد ہے۔ نیچے دی گئی جدول میں فنشنگ کے عام طریقوں اور ان کے بنیادی استعمال کا خلاصہ کیا گیا ہے:
ختم کرنے کا طریقہ |
بنیادی مقصد |
انوڈائزنگ |
سنکنرن مزاحمت کو بہتر بنانے اور نقصان سے بچانے کے لیے حفاظتی آکسائیڈ کوٹنگ بناتا ہے۔ |
کیمیکل ملنگ |
شیٹ میٹل کے پرزوں پر آرائشی نمونوں، لوگو یا نشانات کو کھینچتا ہے۔ |
الیکٹروپلاٹنگ |
سنکنرن مزاحمت کو بڑھانے اور ظاہری شکل کو بہتر بنانے کے لیے دھات کی سطحوں کو کسی اور دھات کے ساتھ کوٹ کرتا ہے۔ |
بیڈ بلاسٹنگ |
ایک دھندلا ختم بناتا ہے یا شیشے کے موتیوں کے ساتھ بلاسٹنگ کرکے سطح کی خامیوں کو دور کرتا ہے۔ |
پاؤڈر کوٹنگ |
سنکنرن اور پہننے کے تحفظ کے لیے ڈرائی پاؤڈر فلم لگاتا ہے، پرکشش رنگ بھی فراہم کرتا ہے۔ |
مائع پینٹ |
سطحوں کو پینٹ سے ڈھانپ کر ہموار، پالش نظر فراہم کرتا ہے۔ |
شعلہ چھڑکاو |
ہموار، تیار شدہ سطح بنانے کے لیے پگھلی ہوئی دھات کو گرم اجزاء پر چھڑکیں۔ |
سلک اسکریننگ |
سطح پر رنگین، آرائشی پیٹرن یا متن بنانے کے لیے سلیکون سیاہی کا اطلاق ہوتا ہے۔ |
سطح کی تکمیل شیٹ میٹل حصوں کے معیار اور عمر دونوں کو بہتر بناتی ہے۔ طریقہ کار کا انتخاب مطلوبہ شکل، استحکام اور قیمت پر منحصر ہے۔
ٹپ: احتیاط سے ہینڈلنگ اور سامان کی باقاعدہ دیکھ بھال فنشنگ کے دوران سطح کے خراشوں اور سیدھ میں ہونے والے مسائل کو روکنے میں مدد کرتی ہے۔ حفاظتی فلموں اور 3D ماڈلنگ سافٹ ویئر کا استعمال عام مسائل کو بھی کم کر سکتا ہے۔
پیمائش اور حفاظت
درست پیمائش اور مضبوط حفاظتی طریقہ کار شیٹ میٹل کی تیاری میں اعلیٰ معیار کے نتائج کو یقینی بناتے ہیں۔ یہ اقدامات غلطیوں کو روکنے، فضلہ کو کم کرنے اور کارکنوں کی حفاظت میں مدد کرتے ہیں۔
پیمائش کے اوزار
تکنیکی ماہرین طول و عرض اور رواداری کو جانچنے کے لیے مختلف ٹولز استعمال کرتے ہیں۔ عام پیمائش کے اوزار میں شامل ہیں:
عین موٹائی اور لمبائی کی جانچ کے لیے کیلیپر اور مائکرو میٹر
عام پیمائش کے لیے ٹیپ کے اقدامات اور حکمران
سخت رواداری کے ساتھ پیچیدہ حصوں کے لیے کوآرڈینیٹ ماپنے والی مشینیں (سی ایم ایم)
تیز، درست پڑھنے کے لیے ڈیجیٹل گیجز اور لیزر پیمائش کے آلات
جہتی درستگی مناسب فٹ اور کام کے لیے اہم ہے۔ کارکن اکثر کاٹنے یا بنانے سے پہلے پیمائش کو دو بار چیک کرتے ہیں۔ CAD سافٹ ویئر، جیسے SolidWorks یا Autodesk Fusion 360، پورے عمل کے دوران درست رواداری کو ترتیب دینے اور برقرار رکھنے میں مدد کرتا ہے۔ پیمائش کے آلات کی باقاعدہ انشانکن قابل اعتماد نتائج کو یقینی بناتی ہے۔
نوٹ: ہر مرحلے پر معائنہ پروٹوکول—کاٹنا، تشکیل دینا، اور ویلڈنگ— نقائص کو جلد پکڑتے ہیں اور سکریپ کی شرح کو کم کرتے ہیں۔ پہلے ٹکڑوں کا معائنہ اور مسلسل نگرانی درستگی کو برقرار رکھنے میں مدد کرتی ہے یہاں تک کہ جب اوزار ختم ہو جاتے ہیں۔
حفاظت کا سامان
فیبریکیشن کی ہر دکان میں حفاظت اولین ترجیح ہے۔ کارکن زخموں سے بچاؤ کے لیے ذاتی حفاظتی سامان (PPE) استعمال کرتے ہیں۔ ضروری حفاظتی سامان میں شامل ہیں:
ہاتھوں کو تیز کناروں اور گرم سطحوں سے بچانے کے لیے دستانے
آنکھوں کی چوٹوں کو روکنے کے لیے حفاظتی شیشے یا چہرے کی ڈھالیں۔
شور مچانے والے ماحول میں سماعت کا تحفظ
دھول یا دھوئیں کے ساتھ کام کرتے وقت سانس لینے والے یا ماسک
ویلڈنگ کے کاموں کے لیے ہیلمٹ اور حفاظتی لباس
دکانیں سخت حفاظتی پروٹوکول نافذ کرتی ہیں اور باقاعدہ تربیت فراہم کرتی ہیں۔ مشین کی حفاظت، ایمرجنسی اسٹاپ، اور لاک آؤٹ/ٹیگ آؤٹ طریقہ کار حرکت پذیر آلات کے ساتھ حادثات کو روکتے ہیں۔ اچھی ہاؤس کیپنگ، لفٹنگ کی مناسب تکنیک، اور مناسب وینٹیلیشن خطرات کو مزید کم کرتی ہے۔
سامان کی باقاعدہ دیکھ بھال، ہنر مند عملہ، اور صنعت کے معیارات جیسے ISO 9001 اور AWS D1.1 کی پابندی حفاظت اور معیار دونوں کو یقینی بناتا ہے۔ یہ مشقیں فضلہ کو کم کرتی ہیں، چوٹوں کو روکتی ہیں، اور قابل اعتماد، اعلیٰ معیار کی مصنوعات کی فراہمی میں مدد کرتی ہیں۔
شیٹ میٹل فیبریکیشن تکنیک
کاٹنے کے طریقے
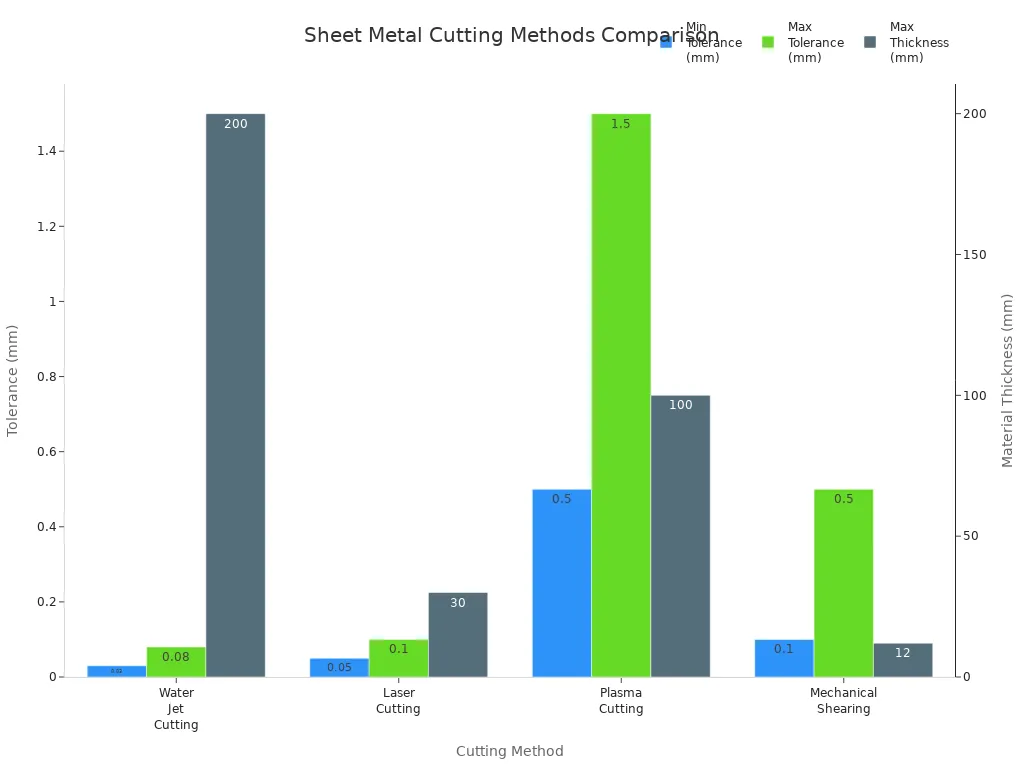
زیادہ تر شیٹ میٹل فیبریکیشن کے عمل میں کٹنگ پہلا بڑا قدم ہے۔ تکنیکی ماہرین دھات کی چادروں کو الگ کرنے، شکل دینے یا سائز کرنے کے لیے شیٹ میٹل کاٹنے کی مختلف تکنیکوں کا استعمال کرتے ہیں۔ ہر طریقہ منفرد رواداری پیش کرتا ہے اور کچھ مادی موٹائیوں کے ساتھ بہترین کام کرتا ہے۔ نیچے دی گئی جدول سب سے عام کاٹنے کے طریقوں کا موازنہ کرتی ہے۔
کاٹنے کا طریقہ |
عام رواداری (ملی میٹر) |
مواد کی موٹائی کی حد (ملی میٹر) |
کلیدی خصوصیات اور نوٹس |
واٹر جیٹ کٹنگ |
±0.03 سے ±0.08 |
200 تک |
سب سے درست طریقہ؛ کولڈ کٹنگ تھرمل مسخ کو ختم کرتی ہے۔ موٹائی بھر میں مسلسل صحت سے متعلق. |
لیزر کٹنگ |
±0.05 سے ±0.1 |
25-30 تک |
تیز رفتار پروسیسنگ؛ پتلی سے درمیانے مواد پر بہترین درستگی؛ تھرمل مسخ موٹی حصوں کو متاثر کر سکتا ہے. |
پلازما کٹنگ |
±0.5 سے ±1.5 |
100+ |
موٹی مواد کے لئے موزوں؛ کمزور رواداری؛ ساختی ایپلی کیشنز کے لیے تیز رفتار کٹنگ۔ |
مکینیکل مونڈنا |
±0.1 سے ±0.5 |
12 تک |
براہ راست کٹوتیوں کے لئے سرمایہ کاری مؤثر؛ اعتدال پسند صحت سے متعلق؛ محدود موٹائی کی صلاحیت. |
واٹر جیٹ کٹنگ سب سے زیادہ درستگی فراہم کرتی ہے اور موٹے مواد کے لیے اچھی طرح کام کرتی ہے۔ لیزر کٹنگ پتلی سے درمیانی چادروں کے لیے رفتار اور درستگی فراہم کرتی ہے۔ پلازما کٹنگ موٹی دھاتوں کو جلد ہینڈل کرتی ہے، اگرچہ کم درستگی کے ساتھ۔ پتلی چادروں پر سیدھی کٹوتی کے لیے مکینیکل شیئرنگ لاگت سے موثر رہتی ہے۔ یہ کاٹنے والی تکنیکیں دھات کی تعمیر کی بہت سی تکنیکوں کی بنیاد بناتی ہیں۔
ٹپ: کاٹنے کا صحیح طریقہ منتخب کرنا مطلوبہ رواداری، مواد کی موٹائی اور پروجیکٹ کے بجٹ پر منحصر ہے۔
تشکیل کے طریقے
تشکیل فلیٹ دھاتی چادروں کو تین جہتی شکلوں میں بدل دیتی ہے۔ شیٹ میٹل بنانے کی تکنیک میں عمل کی ایک وسیع رینج شامل ہے، ہر ایک مخصوص شکلوں اور مواد کے لیے موزوں ہے۔ نیچے دی گئی جدول میں سب سے عام بنانے کے طریقوں اور ہر ایک کے لیے موزوں مواد کا خاکہ پیش کیا گیا ہے:
تشکیل کا طریقہ |
تفصیل |
مناسب مواد |
بریک دبائیں۔ |
شیٹ میٹل کو موڑنے کے لیے وی کے سائز کا ڈائی استعمال کرتا ہے، عین مطابق فولڈز اور باکس نما ڈھانچہ بناتا ہے۔ |
اسٹیل، ایلومینیم، پیتل |
پرچی رولنگ |
کولڈ رولنگ کے ذریعے شنک اور سلنڈر بنانے کے لیے رولرس کے درمیان شیٹ میٹل سے گزرتا ہے۔ |
اسٹیل، ایلومینیم، کاپر |
مہر لگانا |
سوراخوں، فلینجز، ابھاروں کے ساتھ حصوں کی شکل دینے کے لیے ڈیز اور پنچوں کا استعمال کرتے ہوئے اعلی حجم والی کولڈ فارمنگ۔ |
اسٹیل، ایلومینیم، پیتل |
بھڑکنا (فلانگ) |
ہونٹوں یا کمک کے لیے بھڑک اٹھے یا کنارے والے کنارے۔ |
اسٹیل، ایلومینیم |
ایمبوسنگ |
شیٹ میٹل کی سطحوں پر ابھرے ہوئے یا recessed ڈیزائن بناتا ہے۔ |
اسٹیل، ایلومینیم، کاپر |
لوورنگ |
وینٹیلیشن یا جمالیات کے لیے زاویہ دار سلٹ یا وینٹ بناتا ہے۔ |
اسٹیل، ایلومینیم |
سکہ بندی |
تفصیلی نقوش بنانے کے لیے انتہائی دباؤ کا استعمال کرتا ہے۔ |
اسٹیل، پیتل |
کاتنا |
کھوکھلی، محوری طور پر ہموار حصے پیدا کرنے کے لیے گھومنے والی مینڈریل پر دھات کی شکل دیتا ہے۔ |
ایلومینیم، سٹیل |
رول کی تشکیل |
آہستہ آہستہ شیٹ میٹل کو رولرس کے ذریعے موڑتا ہے تاکہ لمبے موڑ یا منحنی خطوط بنائے۔ |
اسٹیل، ایلومینیم |
موڑنا سب سے زیادہ استعمال ہونے والے بنانے کے عمل کے طور پر کھڑا ہے۔ آپریٹرز V، U، اور چینل کی شکلیں بنانے کے لیے پریس بریک کا استعمال کرتے ہیں۔ آٹوموٹیو پینل جیسے گہرے، پیچیدہ حصوں کے لیے ڈرائنگ دھات کو ڈیز میں کھینچتی ہے۔ کرلنگ نفاست کو دور کرنے اور حفاظت کو بہتر بنانے کے لیے رولڈ کناروں کو تشکیل دیتی ہے۔ سٹیمپنگ میں ڈیپ ڈرا، فور سلائیڈ، ہائیڈروفارمنگ، بلیننگ، کوائننگ، اور ایمبوسنگ شامل ہیں۔ ہر تشکیل کی تکنیک اس کے آخری استعمال کے لیے دھات کو شکل دیتی ہے۔
اسٹیل، ایلومینیم، تانبا، اور پیتل شیٹ میٹل بنانے کے لیے سب سے عام مواد ہیں۔ اسٹیل طاقت اور استحکام فراہم کرتا ہے۔ ایلومینیم ہلکا پھلکا ہے اور سنکنرن کے خلاف مزاحمت کرتا ہے۔ کاپر بہترین چالکتا اور خرابی فراہم کرتا ہے۔ پیتل ایک آرائشی تکمیل کے ساتھ طاقت کو جوڑتا ہے۔
نوٹ: بنانے کے صحیح طریقے اور مواد کا انتخاب یقینی بناتا ہے کہ تیار شدہ حصہ طاقت، ظاہری شکل اور لاگت کے تقاضوں کو پورا کرتا ہے۔
شمولیت کے طریقے
جوڑنے کے طریقے الگ الگ دھات کے ٹکڑوں کو ایک ہی اسمبلی میں جوڑتے ہیں۔ شامل ہونے کے لیے سب سے عام من گھڑت تکنیکوں میں ویلڈنگ، مکینیکل بندھن، فولڈنگ جوائنٹ، کلینچنگ، اور چپکنے والی بانڈنگ شامل ہیں۔ مندرجہ ذیل جدول ان شمولیت کی تکنیکوں کا خلاصہ کرتا ہے:
شمولیت کا طریقہ |
طاقت |
عام استعمال کے معاملات |
حدود |
ویلڈنگ |
اعلی |
آٹوموٹو، صنعتی مشینری، ایرو اسپیس میں مستقل، اعلی طاقت والے جوڑ |
ہنر مند مزدور کی ضرورت ہوتی ہے، گرمی پتلی دھاتوں کو بگاڑ سکتی ہے |
مکینیکل بندھن |
اعتدال پسند |
ڈی ٹیچ ایبل جوائنٹ، اسمبلی لائنز، HVAC، آلات کی تیاری |
وزن بڑھاتا ہے، جمالیات کو متاثر کر سکتا ہے، ویلڈنگ سے کمزور |
فولڈنگ جوڑ |
کم سے اعتدال پسند |
ہلکا پھلکا، بصری طور پر صاف کنکشن، HVAC ڈکٹ ورک، انکلوژرز، نان لوڈ بیئرنگ آٹوموٹیو پینلز |
پتلی دھاتوں تک محدود، ویلڈنگ سے کم مضبوط، عین موڑنے کی ضرورت ہوتی ہے۔ |
کلینچنگ |
اعتدال پسند |
ہائی والیوم مینوفیکچرنگ، HVAC، ہلکے وزن والی اسمبلیاں |
محدود طاقت، زیادہ دباؤ والے ایپلی کیشنز کے لیے نہیں۔ |
چپکنے والی بانڈنگ |
کم سے اعتدال پسند |
مختلف دھاتوں میں شامل ہونا، ہموار تکمیل، ہلکے وزن کے ڈھانچے |
کم طاقت، ماحول کے لیے حساس، طویل علاج کے اوقات |
ویلڈنگ مضبوط، مستقل جوڑ بناتی ہے اور آٹوموٹو اور صنعتی استعمال میں ضروری ہے۔ مکینیکل بندھن الگ کرنے کے قابل کنکشن کے لیے پیچ، بولٹ، یا rivets کا استعمال کرتا ہے۔ فولڈنگ جوائنٹ اور کلینچنگ ہلکی پھلکی اسمبلیوں اور HVAC ڈکٹ ورک کے لیے اچھی طرح کام کرتی ہے۔ چپکنے والی بانڈنگ مختلف دھاتوں کو جوڑتی ہے اور ہموار تکمیل فراہم کرتی ہے، حالانکہ یہ ویلڈنگ سے کم طاقت فراہم کرتی ہے۔
تکنیکی ماہرین اکثر دھاتی بنانے کے عمل میں طاقت، ظاہری شکل اور پیداوار کی رفتار کو متوازن کرنے کے لیے جوائننگ تکنیکوں کو یکجا کرتے ہیں۔
ختم کرنے کے طریقے
ختم کرنے کے طریقے شیٹ میٹل کے پرزوں کو ان کی حتمی شکل دیتے ہیں اور انہیں نقصان سے بچاتے ہیں۔ یہ تکنیکیں استحکام، حفاظت اور بصری اپیل کو بہتر بناتی ہیں۔ کارکن حصہ کے فنکشن، ماحول اور مطلوبہ شکل کی بنیاد پر فنشنگ کے طریقے منتخب کرتے ہیں۔
شیٹ میٹل فیبریکیشن میں عام تکمیل کے طریقے:
Deburring
Deburring تیز کناروں اور چھوٹے دھاتی ٹکڑوں کو ہٹاتا ہے جو کاٹنے یا گھونسنے کے بعد رہ جاتے ہیں۔ اس عمل کے لیے کارکن ہینڈ فائلز، ڈیبرنگ وہیل یا مشینیں استعمال کرتے ہیں۔ ڈیبرنگ حصوں کو سنبھالنے کے لیے محفوظ تر بناتا ہے اور مزید تکمیل کے لیے سطحوں کو تیار کرتا ہے۔
پیسنا
پیسنا کھردری سطحوں کو ہموار کرتا ہے اور اضافی مواد کو ہٹاتا ہے۔ آپریٹرز زاویہ گرائنڈر، بیلٹ سینڈرز، یا بینچ گرائنڈر استعمال کرتے ہیں۔ پیسنے سے یکساں سطح بنتی ہے اور چھوٹی خامیوں کو درست کرتی ہے۔ یہ قدم ان حصوں کے لیے اہم ہے جنہیں صاف، حتیٰ کہ ختم کرنے کی ضرورت ہے۔
پالش
پالش کرنا شیٹ میٹل کو چمکدار، عکاس سطح فراہم کرتا ہے۔ کارکن پالش کرنے والے پہیے، بفنگ پیڈ اور خصوصی مرکبات استعمال کرتے ہیں۔ پالش کرنے سے پرزوں کی ظاہری شکل بہتر ہوتی ہے اور رگڑ کو بھی کم کیا جا سکتا ہے۔ بہت سے آرائشی یا نظر آنے والے حصوں کو اس قدم کی ضرورت ہوتی ہے۔
کوٹنگ
کوٹنگ دھات کو سنکنرن، نمی اور پہننے سے بچاتی ہے۔ کوٹنگ کے کئی طریقے موجود ہیں۔ ہر ایک مختلف فوائد پیش کرتا ہے:
کوٹنگ کا طریقہ |
اہم فائدہ |
عام استعمال |
پاؤڈر کوٹنگ |
پائیدار، رنگین ختم |
آلات، آٹوموٹو پارٹس |
انوڈائزنگ |
سنکنرن مزاحمت، سخت سطح |
ایلومینیم کے حصے |
الیکٹروپلاٹنگ |
چمکدار، حفاظتی دھاتی پرت |
آرائشی اشیاء، ہارڈ ویئر |
پینٹنگ |
ہموار، رنگین ظہور |
پینلز، دیواریں۔ |
پاؤڈر کوٹنگ ایک سخت، رنگین تہہ بنانے کے لیے خشک پاؤڈر اور گرمی کا استعمال کرتی ہے۔ انوڈائزنگ ایک حفاظتی آکسائیڈ پرت بناتی ہے، زیادہ تر ایلومینیم پر۔ الیکٹروپلاٹنگ دھات کو دوسری دھات، جیسے کروم یا نکل سے ڈھانپتی ہے۔ پینٹنگ رنگ میں اضافہ کرتی ہے اور سطح کی حفاظت کرتی ہے۔
بیڈ بلاسٹنگ
بیڈ بلاسٹنگ سطح کو صاف اور بناوٹ کے لیے تیز رفتاری سے گولی مار کر چھوٹے شیشے کے موتیوں کا استعمال کرتی ہے۔ یہ طریقہ خامیوں کو دور کرتا ہے اور دھندلا ختم کرتا ہے۔ مزدور اکثر پینٹنگ یا کوٹنگ سے پہلے بیڈ بلاسٹنگ کا استعمال کرتے ہیں۔
ٹپ: صحیح فنشنگ طریقہ کا انتخاب حصہ کے استعمال، دھات کی قسم اور مطلوبہ پائیداری پر منحصر ہے۔ مناسب فنشنگ شیٹ میٹل کی مصنوعات کی زندگی کو بڑھاتی ہے اور ان کی کارکردگی کو بہتر بناتی ہے۔
شیٹ میٹل کی تعمیر کے عمل میں تکمیل کے طریقے کلیدی کردار ادا کرتے ہیں۔ وہ اس بات کو یقینی بناتے ہیں کہ پرزے اچھے لگتے ہیں، زیادہ دیر تک چلتے ہیں اور حفاظتی معیارات پر پورا اترتے ہیں۔ ہنر مند تکنیکی ماہرین ہر پروجیکٹ کے بہترین نتائج حاصل کرنے کے لیے ان طریقوں کو منتخب کرتے ہیں اور ان کا اطلاق کرتے ہیں۔
ضروری اوزار
کاٹنے کے اوزار
شیٹ میٹل فیبریکیشن کٹنگ ٹولز سے شروع ہوتی ہے۔ یہ اوزار بعد کے مراحل کے لیے دھات کی چادروں کی شکل اور سائز کرتے ہیں۔ ہر آلے کا ایک خاص مقصد ہوتا ہے۔
قینچی۔
کینچی فلیٹ شیٹوں پر سیدھی لائن کاٹتی ہے۔ آپریٹرز اعلیٰ حجم، بار بار کاموں کے لیے گیلوٹین کٹر استعمال کرتے ہیں۔ کٹائی پتلی مواد کے لیے بہترین کام کرتی ہے اور صاف کنارے پیدا کرتی ہے۔ یہ آلہ بنانے سے پہلے دھات کی تیاری کے لیے ضروری ہے۔
آری
آری موٹی یا سخت دھاتوں کو سنبھالتی ہے۔ بینڈسا اور الیکٹرک میٹل آری اسٹیک شدہ چادروں کے ذریعے سیدھی لکیریں کاٹتے ہیں۔ سکرول آری پیچیدہ ڈیزائنوں میں مدد کرتی ہیں۔ آری کاٹتے ہوئے پائپ اور پروفائلز۔ ہر آری کی قسم مختلف کاٹنے کی ضرورت سے ملتی ہے۔
سنیپس
سنیپس ہیوی ڈیوٹی کینچی سے ملتے جلتے ہیں۔ ٹن کے ٹکڑے سیدھی لکیروں اور ہلکے منحنی خطوط کو پتلی چادروں میں کاٹتے ہیں۔ ایوی ایشن اسنیپس مزید تفصیلی منحنی خطوط اور دائروں کی اجازت دیتے ہیں۔ کارکن چھوٹے پیمانے پر یا فنکارانہ منصوبوں کے لیے ٹکڑوں کا استعمال کرتے ہیں۔
سی این سی مشینیں۔
CNC مشینیں اعلی صحت سے متعلق کاٹنے کو خودکار کرتی ہیں۔ لیزر کٹر، پلازما کٹر، اور واٹر جیٹ کٹر اس زمرے میں آتے ہیں۔ یہ مشینیں پیچیدہ شکلوں اور سخت رواداری کو سنبھالتی ہیں۔ CNC ٹیکنالوجی کاٹنے کے عمل میں رفتار اور درستگی کو بہتر بناتی ہے۔
ٹپ: زاویہ گرائنڈر اور دھاتی نببلرز بھی کاٹنے، پیسنے اور پالش کرنے میں کردار ادا کرتے ہیں۔ وہ کسی نہ کسی طرح اور عمدہ کام دونوں کے لئے استرتا پیش کرتے ہیں۔
تشکیل کے اوزار
تشکیل کے اوزار تین جہتی حصوں میں فلیٹ دھات کی شکل دیتے ہیں۔ اس قدم میں موڑنے، کھینچنا، سٹیمپنگ، اور رولنگ شامل ہیں۔ ہر ٹول مختلف تشکیل کے طریقہ کار کی حمایت کرتا ہے۔
بریک دبائیں۔
پریس بریک پریس بریک موڑنے کو انجام دیتے ہیں۔ آپریٹرز ان مشینوں کو عین زاویہ اور تہہ بنانے کے لیے استعمال کرتے ہیں۔ پریس بریک سیدھے محور کے ساتھ طاقت کا اطلاق کرتے ہیں، جو انہیں موڑنے والے بریکٹ، انکلوژرز اور پینلز کے لیے مثالی بناتے ہیں۔ مکینیکل اور ہائیڈرولک پریس مختلف رفتار اور طاقت کے اختیارات پیش کرتے ہیں۔
رولنگ مشینیں
رولنگ مشینیں شیٹ میٹل کو رولرس کے درمیان سے گزرتی ہیں۔ یہ عمل شنک، سلنڈر اور خمیدہ شکلیں بناتا ہے۔ پرچی رولنگ سٹیل، ایلومینیم اور تانبے کے لیے اچھی طرح کام کرتی ہے۔ رول بنانے والی لائنیں شہتیروں اور پینلز کے لیے طویل، مسلسل موڑ کو ہینڈل کرتی ہیں۔
ہتھوڑے اور ڈولیاں
ہتھوڑے اور ڈولیاں دستی بنانے میں مدد کرتی ہیں۔ کارکنان انہیں کھینچنے، سکڑنے اور منحنی خطوط کی تشکیل کے لیے استعمال کرتے ہیں۔ یہ ٹولز تفصیلی ایڈجسٹمنٹ اور حسب ضرورت کام کی اجازت دیتے ہیں۔ انگریزی پہیے ہموار، خمیدہ سطحیں بنانے میں بھی مدد کرتے ہیں۔
نوٹ: فارمنگ ٹولز میں سٹیمپنگ اور ہول پنچنگ کے لیے پنچ اور ڈائی سیٹ شامل ہیں۔ ہر تشکیل کی تکنیک کو درستگی اور کارکردگی کے لیے صحیح ٹول کی ضرورت ہوتی ہے۔
جوائننگ ٹولز
جوائننگ ٹولز علیحدہ دھاتی ٹکڑوں کو جوڑتے ہیں۔ شمولیت کے اہم طریقوں میں ویلڈنگ، riveting، اور چپکنے والی بانڈنگ شامل ہیں۔
ویلڈنگ کا سامان
ویلڈنگ مشینیں، جیسے TIG اور MIG ویلڈر، مضبوط، مستقل بانڈ بناتے ہیں۔ یہ مشینیں گرمی اور فلر مواد پر عین مطابق کنٹرول کی اجازت دیتی ہیں۔ ویلڈنگ دھاتی اسمبلیوں کی ساختی سالمیت کو برقرار رکھتی ہے۔ آپریٹرز آٹوموٹو، صنعتی اور مرمت کے منصوبوں میں ویلڈنگ کا استعمال کرتے ہیں۔
Rivet بندوقیں
ریویٹ گنیں دھاتی چادروں کو دھاتی پنوں کے ساتھ جوڑتی ہیں۔ Riveting ایک قابل اعتماد اور سرمایہ کاری مؤثر شمولیت کا طریقہ پیش کرتا ہے۔ یہ ٹول بلائنڈ اسمبلی اور ہائی والیوم پروڈکشن کے لیے اچھی طرح کام کرتا ہے۔
چپکنے والے اوزار
چپکنے والے اوزار دھات کو باندھنے کے لیے مخصوص گلوز لگاتے ہیں۔ یہ طریقہ مختلف مواد کو جوڑتا ہے اور ہموار تکمیل کرتا ہے۔ چپکنے والی بانڈنگ آسان ہے لیکن ویلڈنگ یا riveting کے مقابلے میں کمزور جوڑ پیدا کرتی ہے۔
تکنیکی ماہرین اکثر جوائننگ اور فنشنگ کے دوران فاسٹنرز، وائر کٹر اور مارکنگ ٹولز استعمال کرتے ہیں۔ یہ ٹولز درست اسمبلی اور محفوظ کنکشن کو یقینی بناتے ہیں۔
فنشنگ ٹولز
فنشنگ ٹولز شیٹ میٹل کے پرزوں کو ان کی حتمی شکل دیتے ہیں اور انہیں نقصان سے بچاتے ہیں۔ یہ ٹولز ہموار، محفوظ اور پرکشش سطحیں بنانے میں مدد کرتے ہیں۔ کارکنان مراحل کو کاٹنے، بنانے اور جوڑنے کے بعد فنشنگ ٹولز کا استعمال کرتے ہیں۔
گرائنڈرز
گرائنڈر شیٹ میٹل سے کھردری کناروں، ویلڈ موتیوں، اور سطح کی خامیوں کو دور کرتے ہیں۔ وہ یکساں ختم بنانے اور پینٹنگ یا کوٹنگ کے لیے پرزے تیار کرنے میں مدد کرتے ہیں۔ کارکن کئی قسم کے گرائنڈرز میں سے انتخاب کرتے ہیں:
زاویہ گرائنڈر : یہ ٹولز گھومنے والی کھرچنے والی ڈسکس کا استعمال کرتے ہیں۔ وہ ویلڈز کو ہموار کرنے اور کناروں کو صاف کرنے کے لیے اچھی طرح کام کرتے ہیں۔
بینچ گرائنڈر : ان اسٹیشنری مشینوں میں دو پیسنے والے پہیے ہوتے ہیں۔ کارکنان انہیں اوزاروں کو تیز کرنے اور چھوٹے حصوں کو ہموار کرنے کے لیے استعمال کرتے ہیں۔
بیلٹ گرائنڈر : یہ مشینیں مسلسل کھرچنے والی بیلٹ استعمال کرتی ہیں۔ وہ بڑی، چپٹی سطحوں میں مدد کرتے ہیں اور مواد کو تیزی سے ہٹا سکتے ہیں۔
آپریٹرز کام کے سائز اور دھات کی قسم کی بنیاد پر صحیح چکی کا انتخاب کرتے ہیں۔ وہ اکثر مطلوبہ تکمیل کو حاصل کرنے کے لیے مختلف گرٹ سائز کا استعمال کرتے ہیں۔ موٹے گریٹس مواد کو تیزی سے ہٹاتے ہیں، جب کہ باریک گریٹس ایک ہموار سطح بناتے ہیں۔
مشورہ: گرائنڈر استعمال کرتے وقت ہمیشہ حفاظتی شیشے اور دستانے پہنیں۔ چنگاریاں اور دھات کے ٹکڑے زخمی ہو سکتے ہیں۔
پالش کرنے والے
پالش کرنے والے شیٹ میٹل کو ایک چمکدار، عکاس تکمیل دیتے ہیں۔ وہ باریک خروںچ کو ہٹاتے ہیں اور حصوں کو صاف اور پیشہ ورانہ بناتے ہیں۔ پالش کرنے والے نرم پہیے یا پیڈ پالش کرنے والے مرکبات کے ساتھ استعمال کرتے ہیں۔ یہ مرکبات سطح کو ہموار کرنے اور چمکدار چمک لانے میں مدد کرتے ہیں۔
پالش کرنے والوں کی عام اقسام میں شامل ہیں:
روٹری پالشرز : یہ ٹولز ایک نرم پیڈ کو دائروں میں گھماتے ہیں۔ وہ فلیٹ اور خمیدہ سطحوں کے لیے اچھی طرح کام کرتے ہیں۔
مداری پالشرز : یہ مشینیں پیڈ کو چھوٹے مدار میں منتقل کرتی ہیں۔ وہ گھماؤ کے نشانات کو کم کرتے ہیں اور یکساں تکمیل تک پہنچنے میں مدد کرتے ہیں۔
کارکن اکثر آرائشی پینلز، تراشوں اور دکھائی دینے والے حصوں کو پالش کرتے ہیں۔ وہ پالش کرنے کے کئی مراحل استعمال کر سکتے ہیں، ایک موٹے کمپاؤنڈ سے شروع ہو کر اور ایک باریک کے ساتھ ختم کرنا۔ مناسب چمکانے سے ظاہری شکل اور سنکنرن مزاحمت دونوں میں بہتری آتی ہے۔
نوٹ: پالش کرنے سے پہلے سطح کو صاف کریں۔ گندگی یا گندگی دھات کو کھرچ کر ختم کر سکتی ہے۔
کوٹنگ کا سامان
کوٹنگ کا سامان شیٹ میٹل کو زنگ، نمی اور پہننے سے بچاتا ہے۔ یہ رنگ بھی شامل کرتا ہے اور ظاہری شکل کو بہتر بناتا ہے۔ کوٹنگ کے سامان کی کئی قسمیں موجود ہیں:
سامان کی قسم |
بنیادی استعمال |
عام ملعمع کاری |
سپرے گن |
پینٹ یا مائع کوٹنگز لگائیں۔ |
پینٹ، تامچینی، لاکھ |
پاؤڈر کوٹنگ بندوقیں |
خشک پاؤڈر کوٹنگز لگائیں۔ |
پاؤڈر کوٹنگ |
ڈپ ٹینک |
حصوں کو مائع میں ڈوبیں۔ |
چڑھانا، انوڈائزنگ |
سپرے گنز پینٹ کی ایک پتلی، یکساں پرت لگانے کے لیے کمپریسڈ ہوا کا استعمال کرتی ہیں۔ پاؤڈر کوٹنگ گنیں دھات پر پاؤڈر چپکنے کے لیے بجلی کا استعمال کرتی ہیں، جو پھر بیک ہو جاتی ہے۔ ٹینکوں کے کوٹ حصوں کو مائع غسل میں ڈبو کر ڈبو دیں۔
آپریٹرز کوٹنگ کی قسم اور حصے کے سائز کی بنیاد پر صحیح آلات کا انتخاب کرتے ہیں۔ مناسب کوٹنگ شیٹ میٹل کی مصنوعات کی زندگی کو بڑھاتی ہے اور انہیں نئی نظر آتی ہے۔
درست فنشنگ ٹولز کا استعمال یقینی بناتا ہے کہ شیٹ میٹل کا ہر حصہ معیار اور حفاظتی معیارات پر پورا اترتا ہے۔ ہنر مند کارکن جانتے ہیں کہ بہترین نتائج کے لیے ان ٹولز کو کس طرح منتخب کرنا اور استعمال کرنا ہے۔
ہینڈ ٹولز بمقابلہ مشینیں۔
بنیادی ہاتھ کے اوزار
بنیادی ہاتھ کے اوزار دھاتی کام کرنے والوں کو من گھڑت عمل پر براہ راست کنٹرول دیتے ہیں۔ یہ ٹولز ہینڈ آن اپروچ کی اجازت دیتے ہیں، جو انہیں چھوٹی ملازمتوں، پروٹو ٹائپنگ، اور تفصیلی کام کے لیے مثالی بناتے ہیں۔ ہنر مند کارکن اکثر ہینڈ ٹولز کو ترجیح دیتے ہیں جب انہیں مواد کو محسوس کرنے اور درست ایڈجسٹمنٹ کرنے کی ضرورت ہوتی ہے۔ ہینڈ ٹولز دکان کی اچھی عادات سکھانے اور ٹیم کے اراکین کے درمیان علم کے اشتراک میں مدد کرتے ہیں۔
ٹول کا نام |
عام درخواست |
وائر کٹر |
بھڑکے ہوئے سروں کو توڑنا اور شیٹ میٹل کے کناروں سے بٹس کو تراشنا۔ |
گلے کے بغیر کینچی۔ |
دھات پر مڑے ہوئے، بے ترتیب یا سیدھے کٹ لگانا؛ بلیڈ کے ارد گرد دھات کی آزادانہ نقل و حرکت کی اجازت دیتا ہے۔ |
زاویہ گرائنڈر |
پالش، کاٹنے، اور دھاتی پیسنے؛ ورسٹائل ہینڈ ہیلڈ پاور ٹول۔ |
زاویہ گرائنڈر ڈسکس |
کاٹنے، پیسنے اور ختم کرنے کے لیے مختلف ڈسکس (کٹ آف وہیل، پیسنے والے پہیے، فلیپ ڈسکس)۔ |
کلیکو فاسٹنرز |
مستقل طور پر شامل ہونے سے پہلے دھات کی متعدد شیٹس کو عارضی طور پر ایک ساتھ رکھنا۔ |
ڈرل بٹس |
شیٹ میٹل کے ٹکڑوں کو یکجا کرنے کے لیے سوراخ کرنا؛ معیاری اور مشین سکرو بٹس شامل ہیں. |
مارکنگ ٹولز |
درست پیمائش اور دھات پر نشان لگانے کے لیے اسکرائبرز، کیلیپرز اور ڈیوائیڈرز جیسے ٹولز۔ |
حفاظت کا سامان |
کارکن کی حفاظت کے لیے ہیلمٹ، شیشے، دستانے، اور حفاظتی لباس۔ |
ایسے حالات میں جہاں رفتار درستگی اور دستکاری سے کم اہم ہوتی ہے، ہاتھ کے اوزار بہترین ہوتے ہیں۔ کارکن مشین سیٹ اپ کے وقت سے بچ سکتے ہیں اور فوری ایڈجسٹمنٹ کر سکتے ہیں۔ مثال کے طور پر، ایک دھاتی کام کرنے والا اپنی مرضی کے منحنی خطوط کو کاٹنے کے لیے بغیر گلے کے کینچی کا استعمال کر سکتا ہے یا درست نمونہ بنانے کے لیے مارکنگ ٹولز کا استعمال کر سکتا ہے۔ ہاتھ کے اوزار بھی بہتر رائے اور کنٹرول کی اجازت دیتے ہیں، جو مشینیں ہمیشہ فراہم نہیں کر سکتیں۔
ہاتھ کے اوزار تفصیلی، دستکاری پر مبنی کام کے لیے ضروری ہیں۔ وہ ہر فیبریکیشن شاپ میں تخلیقی صلاحیتوں اور ہنر کی ترقی کی حمایت کرتے ہیں۔
پاور ٹولز اور مشینیں۔
پاور ٹولز اور مشینیں میٹل ورکرز کے بڑے یا پیچیدہ منصوبوں کو سنبھالنے کے طریقے کو تبدیل کرتی ہیں۔ یہ ٹولز رفتار اور پیداواری صلاحیت میں اضافہ کرتے ہیں، جس سے وہ اعلیٰ حجم یا دوبارہ قابل تکرار کاموں کے لیے بہترین انتخاب بنتے ہیں۔ ہائیڈرولک پریس بریک، CNC کٹر، اور خودکار ویلڈنگ سسٹم جیسی مشینیں مسلسل نتائج اور سخت برداشت فراہم کرتی ہیں۔
مشینیں پیداوار کی رفتار کو بڑھا کر اور انسانی غلطی کو کم کر کے کارکردگی کو بہتر بناتی ہیں۔ خودکار نظام دہرائے جانے والے کاموں کو اعلیٰ درستگی کے ساتھ سنبھالتے ہیں۔ CNC مشینیں اور روبوٹک ویلڈر بغیر تھکاوٹ کے پیچیدہ شکلوں اور بڑے بیچوں پر کام کر سکتے ہیں۔ حفاظتی خصوصیات جیسے حفاظتی محافظ اور خودکار شٹ آف آپریٹرز کو چوٹ سے بچانے میں مدد کرتے ہیں۔
پہلو |
شیٹ میٹل فیبریکیشن میں مشینیں |
شیٹ میٹل فیبریکیشن میں بنیادی ہینڈ ٹولز |
مقصد |
بڑے حجم یا درست، دوبارہ قابل کام کے لیے موثر شکل دینا، کاٹنا، اور تشکیل دینا |
چھوٹی ملازمتوں، پروٹو ٹائپنگ، یا تفصیلی دستکاری پر مبنی کام کے لیے استعمال کیا جاتا ہے۔ |
حجم اور رفتار |
اعلی حجم اور تیز پیداوار کے لیے موزوں ہے۔ |
چھوٹی مقدار کے لیے زیادہ عملی یا جب رفتار کم اہم ہو۔ |
صحت سے متعلق اور کنٹرول |
مشینیں مسلسل، دوبارہ قابل صحت سے متعلق فراہم کرتی ہیں |
ہاتھ کے اوزار زیادہ سپرش کنٹرول اور محسوس کرنے کی اجازت دیتے ہیں۔ |
درخواست کا سیاق و سباق |
صنعتی ساخت، بڑے پیمانے پر پیداوار |
دستکاری، پروٹو ٹائپنگ، چھوٹی نوکری کی دکانیں۔ |
مشینیں اعلیٰ حجم کی پیداوار میں بہترین ہیں، لیکن ہینڈ ٹولز حسب ضرورت کام اور ٹھیک ایڈجسٹمنٹ کے لیے ضروری ہیں۔ ایک متوازن دکان بہترین نتائج حاصل کرنے کے لیے دونوں کا استعمال کرتی ہے۔
حفاظت اور پیمائش
سیفٹی گیئر
شیٹ میٹل فیبریکیشن میں تیز کناروں، بھاری مشینری اور بلند ماحول شامل ہیں۔ کارکنوں کو اپنے آپ کو چوٹوں سے بچانے کے لیے صحیح حفاظتی سامان کا استعمال کرنا چاہیے۔ ذاتی حفاظتی آلات (PPE) کی سب سے اہم اقسام میں شامل ہیں:
دستانے : ہاتھوں کو کٹنے، جلنے اور تیز دھاروں سے بچائیں۔
ANSI Z87.1 مصدقہ حفاظتی شیشے : اڑتے ہوئے ملبے اور چنگاریوں سے آنکھوں کو بچاتے ہیں۔
سماعت کی حفاظت : کان کے پلگ یا کان کے بازو شور مچانے والی دکانوں میں سماعت کے نقصان کے خطرے کو کم کرتے ہیں۔ جب آٹھ گھنٹے کی شفٹ میں شور کی سطح 85 ڈیسیبل سے زیادہ ہو جائے تو OSHA کو سماعت کے تحفظ کی ضرورت ہوتی ہے۔
سانس کے ماسک : کاٹنے، پیسنے، یا ویلڈنگ کے دوران دھول، دھوئیں اور ہوا کے ذرات کو فلٹر کریں۔
حفاظتی لباس : شعلہ مزاحم جیکٹس اور تہبند چنگاریوں اور گرم دھاتوں سے حفاظت کرتے ہیں۔
دکانیں چلنے والے پرزوں سے حادثاتی طور پر رابطے کو روکنے کے لیے مشین گارڈنگ کا بھی استعمال کرتی ہیں۔ گارڈز، ہلکے پردے، انٹرلاک اور ایمرجنسی اسٹاپ بٹن کارکنوں کو محفوظ رکھنے میں مدد کرتے ہیں۔ لاک آؤٹ/ٹیگ آؤٹ (LOTO) کے طریقہ کار دیکھ بھال کے دوران توانائی کے ذرائع کو الگ کر دیتے ہیں، جس سے برقی یا مکینیکل چوٹوں کا خطرہ کم ہوتا ہے۔ نیشنل الیکٹریکل کوڈ (NEC) برقی حفاظت کے لیے معیارات طے کرتا ہے، جبکہ امریکن ویلڈنگ سوسائٹی (AWS) اور ISO جیسی تنظیمیں محفوظ طریقوں کے لیے تربیت اور سرٹیفیکیشن فراہم کرتی ہیں۔
پی پی ای کی مناسب دیکھ بھال اور باقاعدہ تربیت چوٹ کی روک تھام میں کلیدی کردار ادا کرتی ہے۔ صاف، اچھی طرح سے برقرار رکھنے والا گیئر بہتر کام کرتا ہے اور زیادہ دیر تک چلتا ہے۔ مطالعات سے پتہ چلتا ہے کہ مشین کی حفاظت اور حفاظت کی جامع تربیت شیٹ میٹل کی دکانوں میں ہاتھ اور انگلیوں کے زخموں کو 90 فیصد تک کم کر سکتی ہے۔
مشورہ: کارکنان کو چاہیے کہ وہ ہر شفٹ سے پہلے اپنے حفاظتی سامان کا معائنہ کریں اور خراب شدہ اشیاء کو فوری طور پر تبدیل کریں۔
پیمائش کرنے والے آلات
درست پیمائش اس بات کو یقینی بناتی ہے کہ شیٹ میٹل کے حصے ایک ساتھ فٹ ہوں اور ڈیزائن کے مطابق کام کریں۔ تانے بانے ماپنے والے آلات کی ایک رینج کا استعمال کرتے ہیں، ہر ایک کی اپنی سطح کی درستگی کے ساتھ۔ سب سے عام ٹولز میں شامل ہیں:
پریسجن اسٹیل رولرز : لمبائی کے لحاظ سے 0.001 انچ تک درستگی فراہم کریں۔
درست ٹیپ کے اقدامات : 12 فٹ تک کی لمبائی کے لیے ±1/32 انچ، اور طویل پیمائش کے لیے ±1/16 انچ کی رواداری پیش کرتے ہیں۔
کیلیبریٹڈ اسٹیل کے حکمران اور ٹیپ کے اقدامات : قومی معیارات کے مطابق، یہ ٹولز مصدقہ درستگی اور دستاویزی انحراف کے ساتھ آتے ہیں۔
مائیکرو میٹر : ہاتھ سے پکڑے گئے ٹولز میں سب سے زیادہ درستگی فراہم کریں۔ ڈیجیٹل، ورنیئر، اندر، اور بینچ مائیکرو میٹر کو احتیاط سے ہینڈلنگ کی ضرورت ہوتی ہے۔ صارفین کو بہترین نتائج کے لیے سپنڈل پلے کو ختم کرنا چاہیے، ڈیوائس کو صفر کرنا چاہیے، ہلکا دباؤ لگانا چاہیے، اور چہروں کو صاف کرتے رہنا چاہیے۔
نیچے دی گئی جدول مختلف شیٹ میٹل مواد کے لیے مخصوص رواداری کی حدود کو ظاہر کرتی ہے:
مواد کی قسم |
عام رواداری کی حد (انچ) |
نوٹس |
ایلومینیم مرکب |
±0.010 سے ±0.030 |
معتدل، زیادہ ملائم |
سٹینلیس سٹیل |
±0.005 سے ±0.015 |
سخت، سخت رواداری کی ضرورت ہے۔ |
کاربن اسٹیل |
±0.015 سے ±0.045 |
اعتدال پسند رواداری |
تانبے کے مرکب |
±0.008 سے ±0.020 |
اعتدال پسند رواداری |
ٹول اسٹیل |
±0.002 سے ±0.010 |
سختی کی وجہ سے بہت سخت رواداری |
ٹائٹینیم |
±0.005 سے ±0.015 |
اعلی طاقت سے وزن کا تناسب |
مصدقہ پیمائش کے آلات ہر پروجیکٹ میں معیار اور مستقل مزاجی کو برقرار رکھنے میں مدد کرتے ہیں۔ باقاعدگی سے انشانکن اور محتاط استعمال اس بات کو یقینی بناتا ہے کہ پیمائش وقت کے ساتھ ساتھ درست رہے۔
نوٹ: کاٹنے یا بنانے سے پہلے پیمائش کو دوہرا چیک کرنے سے مہنگی غلطیوں اور مواد کے ضیاع کو روکنے میں مدد ملتی ہے۔
شیٹ میٹل فیبریکیشن بہت سی صنعتوں کے لیے فلیٹ میٹل کو مضبوط، عین مطابق حصوں میں تبدیل کرتی ہے۔ کارکن ہینڈ ٹولز اور مشینوں کے ساتھ کاٹنے، بنانے، جوڑنے اور ختم کرنے کے طریقے استعمال کرتے ہیں۔ ہر قدم کو سمجھنے سے اعلیٰ معیار کی مصنوعات بنانے میں مدد ملتی ہے۔ صحیح تکنیک کا انتخاب پروجیکٹ کی ضروریات، مادی خصوصیات اور دستیاب آلات پر منحصر ہے۔ نئی ٹیکنالوجی، جیسے CNC مشینیں، رفتار اور درستگی کو بہتر کرتی ہیں۔ مواد کا انتخاب، جیسے سٹیل یا ایلومینیم، لاگت اور کارکردگی کو متاثر کرتا ہے۔ محتاط منصوبہ بندی اس بات کو یقینی بناتی ہے کہ شیٹ میٹل فیبریکیشن ڈیزائن کے اہداف اور صنعت کے معیار پر پورا اترتی ہے۔
اکثر پوچھے گئے سوالات
شیٹ میٹل فیبریکیشن میں سب سے عام کاٹنے والا ٹول کیا ہے؟
کینچی کاٹنے کا سب سے عام آلہ ہے۔ کارکن انہیں پتلی چادروں پر سیدھے کاٹنے کے لیے استعمال کرتے ہیں۔ کینچی صاف کنارے اور تیز نتائج فراہم کرتی ہے۔ موٹی یا پیچیدہ شکلوں کے لیے، تکنیکی ماہرین اکثر آری یا CNC مشینیں استعمال کرتے ہیں۔
تکنیکی ماہرین تعمیر کے دوران حفاظت کو کیسے یقینی بناتے ہیں؟
تکنیکی ماہرین دستانے، حفاظتی چشمے، اور سماعت کا تحفظ پہنتے ہیں۔ وہ دکان کے سخت قوانین پر عمل کرتے ہیں اور مشین گارڈز کا استعمال کرتے ہیں۔ باقاعدگی سے تربیت اور سامان کی جانچ چوٹوں کو روکنے میں مدد کرتی ہے۔ دکانیں ہنگامی اسٹاپ اور لاک آؤٹ/ٹیگ آؤٹ طریقہ کار بھی استعمال کرتی ہیں۔
کون سی دھاتیں شیٹ میٹل فیبریکیشن کے لیے بہترین کام کرتی ہیں؟
اسٹیل، ایلومینیم، تانبا، اور پیتل سب سے زیادہ مقبول انتخاب ہیں۔ اسٹیل طاقت فراہم کرتا ہے۔ ایلومینیم سنکنرن کے خلاف مزاحمت کرتا ہے اور اس کا وزن کم ہوتا ہے۔ کاپر اچھی چالکتا فراہم کرتا ہے۔ پیتل ایک آرائشی تکمیل کے ساتھ طاقت کو جوڑتا ہے۔
فیبریکیٹر CNC مشینیں کیوں استعمال کرتے ہیں؟
CNC مشینیں اعلیٰ درستگی کے ساتھ دھات کو کاٹتی، موڑتی اور شکل دیتی ہیں۔ وہ پروگرام شدہ ہدایات پر عمل کرتے ہیں۔ CNC مشینیں غلطیوں کو کم کرتی ہیں اور پیداوار کو تیز کرتی ہیں۔ تکنیکی ماہرین انہیں پیچیدہ شکلوں اور سخت رواداری کے لیے استعمال کرتے ہیں۔
کون سا فنشنگ طریقہ دھات کو زنگ سے بچاتا ہے؟
پاؤڈر کوٹنگ دھات کو زنگ اور پہننے سے بچاتی ہے۔ یہ ایک سخت، رنگین پرت بناتا ہے۔ تکنیکی ماہرین تحفظ اور ظاہری شکل کے لیے پینٹنگ، انوڈائزنگ، اور الیکٹروپلاٹنگ کا بھی استعمال کرتے ہیں۔
ورکرز شیٹ میٹل حصوں میں درستگی کی پیمائش کیسے کرتے ہیں؟
کارکن کیلیپر، مائیکرو میٹر، اور سٹیل کے حکمران استعمال کرتے ہیں۔ وہ موٹائی، لمبائی اور زاویہ چیک کرتے ہیں۔ ڈیجیٹل گیجز اور کوآرڈینیٹ ماپنے والی مشینیں پیچیدہ حصوں میں مدد کرتی ہیں۔ دوہری جانچ کی پیمائش غلطیوں کو روکتی ہے۔
کیا ہاتھ کے اوزار من گھڑت مشینوں کی جگہ لے سکتے ہیں؟
ہاتھ کے اوزار چھوٹی ملازمتوں، مرمت اور تفصیلی کام کے لیے اچھی طرح کام کرتے ہیں۔ مشینیں بڑی مقداروں اور پیچیدہ شکلوں کو سنبھالتی ہیں۔ زیادہ تر دکانیں بہترین نتائج کے لیے دونوں کا استعمال کرتی ہیں۔
ویلڈنگ اور riveting کے درمیان بنیادی فرق کیا ہے؟
ویلڈنگ ایک مستقل بانڈ کے لیے دھات کے ٹکڑوں کو ایک ساتھ فیوز کرتی ہے۔ ریوٹنگ شیٹس کو دھاتی پنوں سے جوڑتی ہے۔ ویلڈنگ سے جوڑ مضبوط ہوتے ہیں۔ ریوٹنگ نابینا اسمبلی اور فوری پیداوار کے لیے اچھی طرح کام کرتی ہے۔