Fabrikimi i llamarinës mbështetet në tre kategori kryesore teknikash: prerje, formim dhe bashkim. Hapat mbështetës përfshijnë përfundimin dhe matjen e saktë. Metodat dhe mjetet më të zakonshme shfaqen në tabelën e mëposhtme:
Teknika |
Përshkrimi |
Mjetet/Metodat e zakonshme |
Prerja |
Formimi i metalit duke hequr materialin |
Gërshërë dore, prerëse plazma, bluarje këndore |
Formimi |
Përkulja ose shtrirja e metalit në formë |
Shtypni frenën, çekiçin, rrotën angleze |
Duke u bashkuar |
Lidhja e pjesëve metalike së bashku |
Pajisje saldimi, armë me thumba |
Këto teknika bazë të prodhimit të llamarinës përbëjnë thelbin e procesit të prodhimit të llamarinës. Projektet e fabrikimit të llamarinës me porosi shpesh ndjekin 5 hapat kryesorë në fabrikimin e fletëve: Një udhëzues gjithëpërfshirës.
5 hapa kyç në fabrikimin e llamarinës
5 hapat kryesorë në prodhimin e llamarinës: një udhëzues gjithëpërfshirës, përfshin prerjen, formimin, bashkimin, përfundimin dhe matjen dhe sigurinë. Çdo hap përdor teknika dhe mjete specifike të prodhimit të metaleve për të transformuar lëndët e para në produkte të gatshme. Seksionet e mëposhtme zbërthejnë këto hapa dhe theksojnë metodat më të rëndësishme.
Prerja
Prerja është hapi i parë në Hapat e procesit të prodhimit të llamarinës . Ai i jep formë metalit duke hequr materialin, duke përdorur një sërë teknikash bazë të prodhimit të llamarinës. Metodat më të zakonshme të prerjes përfshijnë prerjen, prerjen me lazer, prerjen me plazmë, prerjen me ujë dhe sharrimin. Çdo metodë ofron përparësi unike për aplikime të ndryshme.
Qethje
Prerja përdor dy tehe të mëdha për të prerë vija të drejta nëpër fletë metalike. Kjo teknikë është e shpejtë dhe efikase, duke e bërë atë ideale për projekte ndërtimi dhe infrastrukture. Makinat prerëse trajtojnë vëllime të larta dhe prodhojnë prerje të pastra dhe të drejta. Operatorët shpesh përdorin prerje për punë të shpejta që nuk kërkojnë forma të ndërlikuara.
Prerje me laser
Prerja me lazer përdor një rreze lazer të fokusuar për të prerë metalin. Kjo metodë jep saktësi dhe shpejtësi të lartë, veçanërisht për materialet e hollë. Prerja me lazer funksionon mirë për prodhimin me volum të lartë dhe sistemet e automatizuara. Është i kufizuar në materiale deri në rreth 5/8 inç të trashë. Shumë prodhues zgjedhin prerjen me lazer për saktësinë e saj dhe skajet e pastra.
Prerja e plazmës
Prerja e plazmës përdor gazra rrotullues dhe një hark elektrik për të prerë metalin. Kjo teknikë është efektive për metalet më të trasha dhe ofron shpejtësi të shpejtë prerjeje. Prerëset e plazmës trajtojnë një sërë metalesh, duke përfshirë çelikun dhe aluminin. Operatorët zgjedhin prerjen e plazmës kur duhet të përpunojnë fletët më të trasha shpejt.
Prerje me ujë
Procesi i prerjes me rrymë uji përdor një rrymë uji me presion të lartë të përzier me lëndë gërryese për të prerë metalin. Prerja me ujë e mban metalin të sheshtë dhe shmang zonat e prekura nga nxehtësia, duke e bërë atë ideal për materialet e ndjeshme ndaj nxehtësisë. Prerja me ujë mund të trajtojë materiale të trasha, duke përfshirë çelikun, qeramikën dhe gurin. Shumë dyqane përdorin prerje me ujë për projekte që kërkojnë saktësi pa shtrembërim termik.
Sharrimi
Sharrimi është një nga metodat më të vjetra të prerjes së metaleve. Prodhon prerje të drejta dhe është i përshtatshëm për aplikime të thjeshta. Sharrat me shirit dhe sharrat e presës janë mjete të zakonshme për këtë teknikë. Sharrimi mbetet një zgjedhje e besueshme për prerjet bazë në procesin e prodhimit të metaleve.
Këshillë: Saktësia është kritike gjatë prerjes. Teknikët përdorin softuer të avancuar CAD dhe makina CNC për të planifikuar dhe ekzekutuar prerje, duke reduktuar gabimet dhe duke përmirësuar sigurinë.
Formimi
Formimi formon metalin në gjeometrinë e dëshiruar. Ky hap përfshin një sërë teknikash të fabrikimit të metaleve si përkulja, stampimi, shtrirja, rrotullimi, tërheqja e thellë, prerja, tkurrja dhe rruaza. Formimi i llamarinës është thelbësor për krijimin e pjesëve dhe strukturave komplekse.
Përkulje
Përkulja është një pjesë thelbësore e formimit të llamarinës. Operatorët përdorin frenat e shtypjes dhe teknika të tjera përkuljeje për të krijuar kënde dhe kthesa. Përkulja ushtron forcë përgjatë një boshti të drejtë, duke ndryshuar formën pa prerë ose grushtuar. Kjo metodë është e zakonshme në prodhimin e kllapave, mbylljeve dhe pjesëve të automobilave. Përkulja e llamarinës kërkon planifikim të kujdesshëm për të shmangur gabimet dhe mbeturinat.
Stampimi
Stampimi përdor presa me shpejtësi të lartë dhe shufra për të formuar fletë metalike në forma specifike. Kjo teknikë është ideale për prodhim masiv dhe toleranca të ngushta. Stampimi prodhon artikuj si dyert e makinave, pjesët e makinerive dhe pllaka çeliku. Është një metodë kyçe në 5 hapat kyç në fabrikimin e llamarinës: një udhëzues gjithëpërfshirës.
Shtrirja
Shtrirja e tërheq metalin për të rritur sipërfaqen e tij. Kjo teknikë formimi është e dobishme për krijimin e sipërfaqeve të lëmuara dhe të lakuara. Operatorët përdorin shtrirjen për pjesë si panelet e automobilave dhe lëkurat e avionëve. Shtrirja kërkon kontroll të saktë për të parandaluar grisjen ose rrallimin.
Rrotullimi
Rrotullimi kalon llamarinën përmes rrotullave për të formuar forma komplekse të prerjes tërthore. Kjo metodë është e saktë dhe efikase, duke prodhuar artikuj si panele çati, trarë dhe rafte magazinimi. Rrotullimi është një pjesë jetike e formimit të llamarinës, veçanërisht për komponentët e mëdhenj strukturorë.
Vizatim i thellë
Vizatimi i thellë formon forma të zbrazëta duke tërhequr fletë metalike në një mbulesë. Kjo teknikë krijon sende të tilla si kanaçe, lavamanë dhe helmeta. Vizatimi i thellë është i zakonshëm në industritë që kanë nevojë për pjesë të forta dhe pa probleme.
Notching
Notching heq seksionet e vogla nga skajet e llamarinës. Kjo metodë e formimit përgatit metalin për përkulje ose bashkim të mëtejshëm. Prerja është e rëndësishme për montimin e pjesëve së bashku në montime.
Duke u tkurrur
Tkurrja zvogëlon madhësinë e zonave specifike në fletë metalike. Kjo teknikë ndihmon në krijimin e kthesave dhe kontureve. Operatorët përdorin tkurrjen për të rregulluar përshtatjen dhe përfundimin në projektet me porosi.
Rruaza
Rruaza shton vija të ngritura ose të prera në fletë metalike. Ky proces formimi forcon metalin dhe përmirëson pamjen. Rruaza është e zakonshme në veshjet dekorative dhe veçoritë e përforcimit.
Shënim: Menaxhimi i zgjerimit dhe deformimit të materialit është një sfidë në formim. Teknikët përdorin softuer si SolidWorks për të llogaritur modelet dhe për të optimizuar sekuencat e përkuljes, duke reduktuar humbjet dhe gabimet.
Duke u bashkuar
Bashkimi lidh copa të veçanta metali për të formuar një montim të plotë. Teknikat kryesore të bashkimit në fabrikimin e llamarinës përfshijnë saldimin, ribatinimin dhe ngjitjen me ngjitës. Çdo metodë ofron fuqi të ndryshme dhe zgjidhet në bazë të kërkesave të projektit.
Saldimi
Saldimi është një metodë e përhershme e bashkimit që bashkon pjesët metalike së bashku. Ofron kapacitet të lartë ngarkese dhe nyje rezistente ndaj rrjedhjeve. Saldimi është i përshtatshëm për forma komplekse dhe përdoret gjerësisht në procesin e prodhimit të metaleve. Operatorët duhet të kontrollojnë nxehtësinë për të parandaluar deformimin, veçanërisht në materialet e holla. Saldimi i metaleve përfshin teknika të tilla si MIG, TIG dhe saldimi me lazer.
Ringjitëse
Riveting përdor lidhëse metalike për të bashkuar fletët së bashku. Kjo teknikë krijon nyje të forta, të përhershme dhe lejon montim të verbër. Thurja me thumba është me kosto efektive dhe e besueshme, duke e bërë atë një zgjedhje popullore në shumë industri.
Lidhja ngjitëse
Lidhja ngjitëse bashkon pjesët metalike duke përdorur ngjitës të specializuar. Kjo metodë është e thjeshtë dhe mund të lidh materiale të ndryshme. Lidhja ngjitëse nuk ndikon në vetitë fizike të metalit. Megjithatë, ajo prodhon nyje më të dobëta në krahasim me saldimin ose ribatinimin.
Kontrolli i cilësisë është thelbësor gjatë bashkimit. Operatorët përdorin fiksim, pajisje dhe sisteme të automatizuara të inspektimit për të siguruar nyje të forta dhe pa defekte.
Përfundimi
Mbarimi i jep pjesëve të llamarinës pamjen e tyre përfundimtare dhe i mbron ato nga dëmtimi. Ky hap përmirëson qëndrueshmërinë, pamjen dhe performancën. Teknikët përdorin disa metoda për të hequr skajet e mprehta, sipërfaqet e lëmuara dhe për të aplikuar veshje mbrojtëse.
Shkarkimi
Shkarkimi heq skajet e mprehta dhe gërvishtjet e mbetura pas prerjes ose shpimit. Punëtorët përdorin skedarë duarsh, rrota heqëse ose makineri të specializuara. Ky proces parandalon lëndimet dhe ndihmon që pjesët të përshtaten pa probleme. Shkarkimi gjithashtu përgatit sipërfaqen për hapat e mëtejshëm të përfundimit.
Bluarje
Bluarja zbut sipërfaqet e vrazhda dhe largon materialin e tepërt. Operatorët përdorin bluarje këndore, lëmues me rripa ose mulli stolash. Bluarja krijon një sipërfaqe uniforme dhe korrigjon papërsosmëritë e vogla. Është e rëndësishme të përdorni zhavorrin dhe teknikën e duhur për të shmangur dëmtimin e metalit.
Lustrim
Lustrimi i jep fletës metalike një përfundim me shkëlqim dhe reflektues. Punëtorët përdorin rrota lustruese, jastëkë zbutës dhe përbërje speciale. Lustrim përmirëson pamjen dhe gjithashtu mund të zvogëlojë fërkimin. Shumë pjesë dekorative, të tilla si panelet dhe veshjet, kërkojnë këtë hap.
Veshje
Veshja mbron metalin nga korrozioni dhe konsumimi. Ekzistojnë disa metoda të veshjes, secila me qëllimin e vet. Tabela më poshtë përmbledh metodat e zakonshme të përfundimit dhe përdorimet e tyre kryesore:
Metoda e përfundimit |
Qëllimi(t) kryesor |
Anodizimi |
Formon një shtresë mbrojtëse oksidi për të përmirësuar rezistencën ndaj korrozionit dhe për të mbrojtur nga dëmtimet. |
Mulliri kimik |
Gdhend modele dekorative, logo ose shenja në pjesët e llamarinës. |
Elektrplimi |
Vesh sipërfaqet metalike me një metal tjetër për të rritur rezistencën ndaj korrozionit dhe për të përmirësuar pamjen. |
Shpërthimi i Rruazave |
Krijon një përfundim mat ose heq papërsosmëritë e sipërfaqes duke shpërthyer me rruaza qelqi. |
Veshje me pluhur |
Aplikon një film pluhur të thatë për mbrojtje nga korrozioni dhe konsumimi, gjithashtu siguron ngjyrë tërheqëse. |
Bojë e lëngshme |
Ofron një pamje të lëmuar dhe të lëmuar duke mbuluar sipërfaqet me bojë. |
Spërkatje me flakë |
Spërkat metalin e shkrirë mbi komponentët e nxehur për të krijuar një sipërfaqe të lëmuar dhe të përfunduar. |
Screening mëndafshi |
Aplikon bojë silikoni për të krijuar modele me ngjyra, dekorative ose tekst në sipërfaqe. |
Mbarimi i sipërfaqes përmirëson cilësinë dhe jetëgjatësinë e pjesëve të llamarinës. Zgjedhja e metodës varet nga pamja e dëshiruar, qëndrueshmëria dhe kostoja.
Këshillë: Trajtimi i kujdesshëm dhe mirëmbajtja e rregullt e pajisjeve ndihmojnë në parandalimin e gërvishtjeve të sipërfaqes dhe çështjeve të shtrirjes gjatë përfundimit. Përdorimi i filmave mbrojtës dhe softuerit të modelimit 3D mund të zvogëlojë gjithashtu problemet e zakonshme.
Matja & Siguria
Matjet e sakta dhe praktikat e forta të sigurisë sigurojnë rezultate me cilësi të lartë në prodhimin e llamarinës. Këta hapa ndihmojnë në parandalimin e gabimeve, reduktimin e mbetjeve dhe mbrojtjen e punëtorëve.
Mjetet Matëse
Teknikët përdorin një sërë mjetesh për të kontrolluar dimensionet dhe tolerancat. Mjetet e zakonshme matëse përfshijnë:
Kalipera dhe mikrometra për kontrolle të sakta të trashësisë dhe gjatësisë
Masa shiriti dhe vizore për matje të përgjithshme
Makinat matëse të koordinatave (CMM) për pjesë komplekse me toleranca të ngushta
Matës dixhital dhe pajisje matëse lazer për lexime të shpejta dhe të sakta
Saktësia dimensionale është kritike për përshtatjen dhe funksionin e duhur. Punëtorët shpesh kontrollojnë dy herë matjet përpara prerjes ose formimit. Softueri CAD, si SolidWorks ose Autodesk Fusion 360, ndihmon në vendosjen dhe ruajtjen e tolerancave të sakta gjatë gjithë procesit. Kalibrimi i rregullt i instrumenteve matëse siguron rezultate të besueshme.
Shënim: Protokollet e inspektimit në çdo fazë - prerja, formimi dhe saldimi - kapin defektet herët dhe ulin normat e skrapit. Inspektimi i pjesës së parë dhe monitorimi i vazhdueshëm ndihmojnë në ruajtjen e saktësisë edhe kur mjetet konsumohen.
Pajisjet e Sigurisë
Siguria mbetet një prioritet kryesor në çdo dyqan fabrikimi. Punëtorët përdorin pajisje mbrojtëse personale (PPE) për t'u mbrojtur nga dëmtimet. Pajisjet kryesore të sigurisë përfshijnë:
Doreza për të mbrojtur duart nga skajet e mprehta dhe sipërfaqet e nxehta
Syzet e sigurisë ose mburojat e fytyrës për të parandaluar dëmtimet e syve
Mbrojtja e dëgjimit në mjedise me zhurmë
Respiratorë ose maska kur punoni me pluhur ose tym
Helmeta dhe veshje mbrojtëse për punët e saldimit
Dyqanet zbatojnë protokolle të rrepta sigurie dhe ofrojnë trajnime të rregullta. Mbrojtja e makinerisë, ndalimet emergjente dhe procedurat e bllokimit/kyçjes parandalojnë aksidentet me pajisjet në lëvizje. Mirëmbajtja e mirë e shtëpisë, teknikat e duhura të ngritjes dhe ajrimi i duhur zvogëlojnë më tej rreziqet.
Mirëmbajtja e rregullt e pajisjeve, stafi i kualifikuar dhe respektimi i standardeve të industrisë si ISO 9001 dhe AWS D1.1 sigurojnë siguri dhe cilësi. Këto praktika minimizojnë mbetjet, parandalojnë lëndimet dhe ndihmojnë në ofrimin e produkteve të besueshme dhe me cilësi të lartë.
Teknikat e fabrikimit të llamarinës
Metodat e Prerjes
Prerja qëndron si hapi i parë i madh në shumicën e proceseve të prodhimit të llamarinës. Teknikët përdorin një sërë teknikash të prerjes së fletëve për të ndarë, formuar ose përmasuar fletë metalike. Secila metodë ofron toleranca unike dhe funksionon më mirë me trashësi materiale të caktuara. Tabela më poshtë krahason metodat më të zakonshme të prerjes:
Metoda e prerjes |
Tolerancat tipike (mm) |
Gama e trashësisë së materialit (mm) |
Karakteristikat kryesore dhe shënimet |
Prerje me rrymë uji |
±0,03 deri në ±0,08 |
Deri në 200 |
Metoda më e saktë; prerja e ftohtë eliminon shtrembërimin termik; saktësi konsistente nëpër trashësi. |
Prerje me laser |
±0,05 deri në ±0,1 |
Deri në 25-30 |
Përpunim i shpejtë; saktësi e shkëlqyer në materialet e holla deri në mesatare; shtrembërimi termik mund të ndikojë në seksione të trasha. |
Prerja e plazmës |
±0,5 deri në ±1,5 |
100+ |
I përshtatshëm për materiale të trasha; toleranca më të lira; prerje me shpejtësi të lartë për aplikime strukturore. |
Prerje mekanike |
±0,1 deri në ±0,5 |
Deri në 12 |
Me kosto efektive për prerje të drejta; saktësi e moderuar; aftësia e kufizuar e trashësisë. |
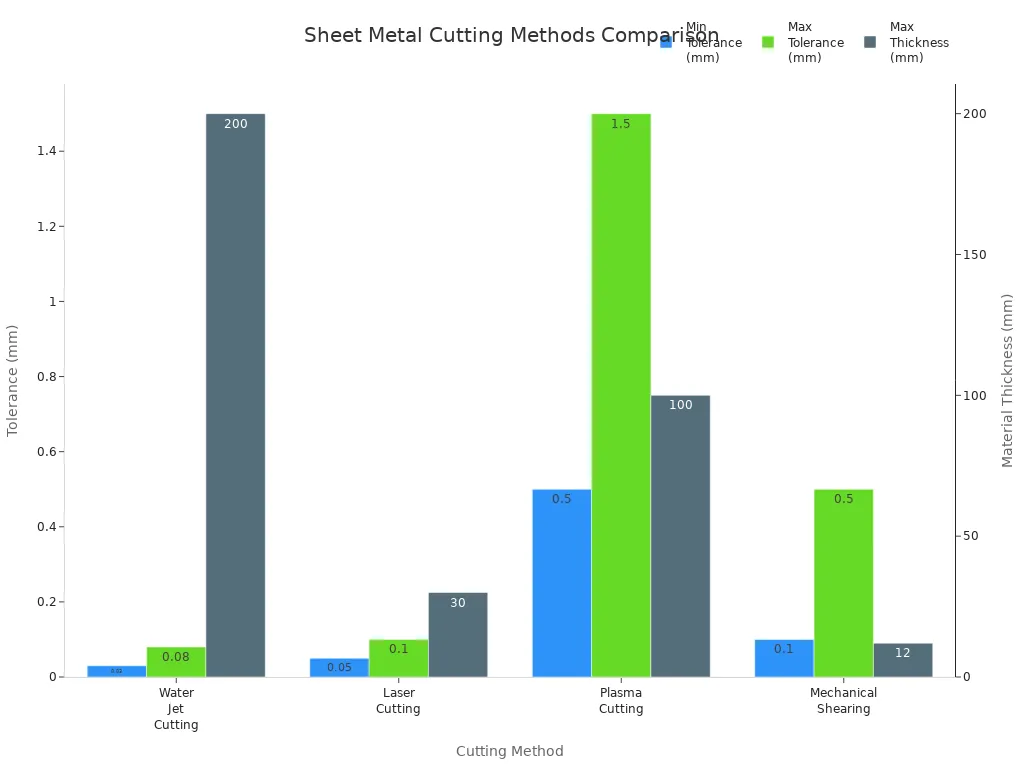
Prerja me rrymë uji jep saktësinë më të lartë dhe funksionon mirë për materiale të trasha. Prerja me lazer siguron shpejtësi dhe saktësi për fletët e holla deri në mesatare. Prerja e plazmës trajton shpejt metalet e trasha, megjithëse me më pak saktësi. Prerja mekanike mbetet me kosto efektive për prerjet e drejta në fletët më të holla. Këto teknika prerjeje formojnë bazën për shumë teknika të prodhimit të metaleve.
Këshillë: Zgjedhja e metodës së duhur të prerjes varet nga toleranca e kërkuar, trashësia e materialit dhe buxheti i projektit.
Metodat e formimit
Formimi i shndërron fletët e sheshta metalike në forma tredimensionale. Teknikat e formimit të fletëve përfshijnë një gamë të gjerë procesesh, secila e përshtatshme për forma dhe materiale specifike. Tabela më poshtë përshkruan metodat më të zakonshme të formimit dhe materialet më të përshtatshme për secilën:
Metoda e formimit |
Përshkrimi |
Materialet e Përshtatshme |
Shtypni Braking |
Përdor një mbulesë në formë V për të përkulur fletë metalike, duke krijuar palosje të sakta dhe struktura të ngjashme me kuti. |
Çeliku, alumini, tunxh |
Slip Rolling |
Kalon fletë metalike midis rrotullave për të formuar kone dhe cilindra përmes rrotullimit të ftohtë. |
Çeliku, alumini, bakri |
Stampimi |
Formim në të ftohtë me volum të lartë duke përdorur shufra dhe grushta për të formuar pjesë me vrima, fllanxha, reliev. |
Çeliku, alumini, tunxh |
Fluturim (Flanzim) |
Formon skaje të ndezura ose me fllanxha për buzë ose përforcim. |
Çeliku, alumini |
relievit |
Krijon dizajne të ngritura ose të zhytura në sipërfaqet e llamarinës. |
Çeliku, alumini, bakri |
Louvering |
Formon të çara ose vrima me kënd për ajrim ose estetikë. |
Çeliku, alumini |
Monedha |
Përdor presion ekstrem për të krijuar përshtypje të detajuara. |
Çeliku, tunxh |
Tjerrje |
Formon metalin në një mandrelë rrotulluese për të prodhuar pjesë boshtore simetrike. |
Alumini, Çeliku |
Formimi i rrotullave |
Gradualisht përkul llamarinën përmes rrotullave për të formuar kthesa ose kthesa të gjata. |
Çeliku, alumini |
Përkulja shquhet si procesi i formimit më i përdorur. Operatorët përdorin frenat e shtypjes për të krijuar forma V, U dhe kanale. Vizatimi e shtrin metalin në shufra për pjesë të thella e komplekse si panelet e automobilave. Kaçurrela formon skajet e mbështjellë për të hequr mprehtësinë dhe për të përmirësuar sigurinë. Stampimi përfshin tërheqje të thellë, katërrrëshqitje, hidroformim, zbrazje, prerje dhe reliev. Çdo teknikë formimi i jep formë metalit për përdorimin e tij përfundimtar.
Çeliku, alumini, bakri dhe bronzi janë materialet më të zakonshme për formimin e llamarinës. Çeliku ofron forcë dhe qëndrueshmëri. Alumini është i lehtë dhe i reziston korrozionit. Bakri siguron përçueshmëri dhe lakueshmëri të shkëlqyer. Tunxh kombinon forcën me një përfundim dekorativ.
Shënim: Zgjedhja e metodës dhe materialit të duhur të formimit siguron që pjesa e përfunduar të përmbushë kërkesat e forcës, pamjes dhe kostos.
Metodat e bashkimit
Metodat e bashkimit lidhin pjesë të veçanta metalike në një asamble të vetme. Teknikat më të zakonshme të fabrikimit për bashkim përfshijnë saldimin, fiksimin mekanik, nyjet e palosshme, shtrëngimin dhe ngjitjen me ngjitës. Tabela më poshtë përmbledh këto teknika bashkimi:
Metoda e bashkimit |
Forca |
Rastet tipike të përdorimit |
Kufizimet |
Saldimi |
Lartë |
Lidhje të përhershme, me forcë të lartë në automobila, makineri industriale, hapësirë ajrore |
Kërkon punë të kualifikuar, nxehtësia mund të shtrembërojë metalet e hollë |
Mbërthimi mekanik |
E moderuar |
Lidhje të shkëputshme, linja montimi, HVAC, prodhim pajisjesh |
Shton peshë, mund të ndikojë në estetikë, më e dobët se saldimi |
Nyje të palosshme |
E ulët deri në mesatare |
Lidhje të lehta, vizualisht të pastra, kanale HVAC, rrethime, panele automobilistike që nuk mbajnë ngarkesë |
I kufizuar në metale të hollë, më pak të fortë se saldimi, kërkon përkulje të saktë |
Shtrënguar |
E moderuar |
Prodhim me vëllim të lartë, HVAC, montime të lehta |
Fortësi e kufizuar, jo për aplikime me stres të lartë |
Lidhja ngjitëse |
E ulët deri në mesatare |
Lidhja e metaleve të ndryshme, përfundimet e lëmuara, strukturat e lehta |
Fortësi më e ulët, e ndjeshme ndaj mjedisit, kohë më të gjata kurimi |
Saldimi krijon nyje të forta, të përhershme dhe është thelbësor në aplikimet e automobilave dhe industriale. Mbërthimi mekanik përdor vida, bulona ose thumba për lidhje të shkëputshme. Lidhjet e palosshme dhe shtrëngimi funksionojnë mirë për montime të lehta dhe kanale HVAC. Lidhja ngjitëse bashkon metale të ndryshme dhe siguron përfundime të lëmuara, megjithëse ofron më pak forcë sesa saldimi.
Teknikët shpesh kombinojnë teknikat e bashkimit për të balancuar forcën, pamjen dhe shpejtësinë e prodhimit në procesin e fabrikimit të metaleve.
Metodat e përfundimit
Metodat e përfundimit u japin pjesëve të llamarinës pamjen përfundimtare dhe i mbrojnë ato nga dëmtimi. Këto teknika përmirësojnë qëndrueshmërinë, sigurinë dhe tërheqjen vizuale. Punëtorët zgjedhin metodat e përfundimit bazuar në funksionin e pjesës, mjedisin dhe pamjen e dëshiruar.
Metodat e zakonshme të përfundimit në fabrikimin e llamarinës:
Shkarkimi
Deburrimi heq skajet e mprehta dhe copat e vogla metalike të mbetura pas prerjes ose shpimit. Punëtorët përdorin skedarë dore, rrota për heqjen e gërmimit ose makina për këtë proces. Shkarkimi i bën pjesët më të sigurta për t'u trajtuar dhe përgatit sipërfaqet për mbarim të mëtejshëm.
Bluarje
Bluarja zbut sipërfaqet e vrazhda dhe heq materialin e tepërt. Operatorët përdorin bluarje këndore, lëmues me rripa ose mulli stolash. Bluarja krijon një sipërfaqe uniforme dhe korrigjon papërsosmëritë e vogla. Ky hap është i rëndësishëm për pjesët që kanë nevojë për një përfundim të pastër dhe të barabartë.
Lustrim
Lustrim i jep fletës metalike një sipërfaqe me shkëlqim dhe reflektuese. Punëtorët përdorin rrota lustruese, jastëkë zbutës dhe përbërje speciale. Lustrim përmirëson pamjen e pjesëve dhe gjithashtu mund të zvogëlojë fërkimin. Shumë pjesë dekorative ose të dukshme kërkojnë këtë hap.
Veshje Veshje
mbron metalin nga korrozioni, lagështia dhe konsumimi. Ekzistojnë disa metoda të veshjes. Secili ofron përfitime të ndryshme:
Metoda e veshjes |
Përfitimi kryesor |
Përdorimi tipik |
Veshje me pluhur |
Finim i qëndrueshëm, shumëngjyrësh |
Pajisje elektroshtepiake, pjesë automobilistike |
Anodizimi |
Rezistencë ndaj korrozionit, sipërfaqe e fortë |
Pjesë alumini |
Elektroplating |
Shtresë metalike me shkëlqim, mbrojtëse |
Artikuj dekorativë, pajisje |
Pikturë |
Pamje e lëmuar, plot ngjyra |
Panele, rrethime |
Veshja me pluhur përdor pluhur të thatë dhe nxehtësi për të krijuar një shtresë të fortë dhe shumëngjyrëshe. Anodizimi formon një shtresë mbrojtëse oksidi, kryesisht në alumin. Elektrikimi mbulon metalin me një metal tjetër, si krom ose nikel. Pikturimi shton ngjyrën dhe mbron sipërfaqen.
Shpërthimi me rruaza
Shpërthimi me rruaza përdor rruaza të vogla qelqi të shkrepura me shpejtësi të lartë për të pastruar dhe përpunuar sipërfaqen. Kjo metodë largon papërsosmëritë dhe krijon një përfundim mat. Punëtorët shpesh përdorin shpërthim me rruaza përpara lyerjes ose veshjes.
Këshillë: Zgjedhja e metodës së duhur të përfundimit varet nga përdorimi i pjesës, lloji i metalit dhe qëndrueshmëria e kërkuar. Mbarimi i duhur zgjat jetën e produkteve të llamarinës dhe përmirëson performancën e tyre.
Metodat e përfundimit luajnë një rol kyç në procesin e prodhimit të llamarinës. Ato sigurojnë që pjesët të duken mirë, të zgjasin më shumë dhe të përmbushin standardet e sigurisë. Teknikët e aftë zgjedhin dhe zbatojnë këto metoda për të arritur rezultatet më të mira për çdo projekt.
Mjetet thelbësore
Mjete Prerëse
Fabrikimi i llamarinës fillon me veglat prerëse. Këto mjete formojnë dhe përmasojnë fletë metalike për hapat e mëvonshëm. Çdo mjet shërben për një qëllim të caktuar.
Gërshërë të mëdha
Gërshërët bëjnë prerje të drejtë në fletë të sheshta. Operatorët përdorin prerës gijotinë për detyra të përsëritura me volum të lartë. Prerja funksionon më mirë për materialet më të holla dhe prodhon skaje të pastra. Ky mjet është thelbësor për përgatitjen e metalit përpara formimit.
Sharrat
Sharrat trajtojnë metale më të trasha ose më të forta. Sharrat e brezit dhe sharrat elektrike metalike presin vija të drejta përmes fletëve të grumbulluara. Sharrat me lëvizje ndihmojnë me dizajne të ndërlikuara. Sharrat reciproke prenë tubat dhe profilet. Çdo lloj sharre përputhet me një nevojë të ndryshme prerjeje.
Snips
Snips ngjajnë me gërshërë të rëndë. Copat e kallajit presin vija të drejta dhe kthesa të lehta në fletë të holla. Snipset e aviacionit lejojnë kthesa dhe rrathë më të detajuar. Punëtorët përdorin copëza për projekte të vogla ose artistike.
Makinat CNC
Makinat CNC automatizojnë prerjen me saktësi të lartë. Prerëset me laser, prerëset e plazmës dhe prerëset me avion uji bëjnë pjesë në këtë kategori. Këto makina trajtojnë forma komplekse dhe toleranca të ngushta. Teknologjia CNC përmirëson shpejtësinë dhe saktësinë në procesin e prerjes.
Këshillë: Gruajtësit këndorë dhe thithësit e metaleve luajnë gjithashtu një rol në prerjen, bluarjen dhe lustrimin. Ato ofrojnë shkathtësi si për punë të përafërt ashtu edhe për punë të shkëlqyera.
Mjetet e formimit
Veglat e formimit formojnë metalin e sheshtë në pjesë tredimensionale. Ky hap përfshin përkuljen, shtrirjen, stampimin dhe rrotullimin. Çdo mjet mbështet një metodë të ndryshme formimi.
Shtypni Brakes
Frenat e shtypjes kryejnë lakimin e frenave me shtypje. Operatorët përdorin këto makina për të krijuar kënde dhe palosje të sakta. Frenat e shtypjes aplikojnë forcë përgjatë një boshti të drejtë, duke i bërë ato ideale për lakimin e kllapave, mbylljeve dhe paneleve. Presat mekanike dhe hidraulike ofrojnë opsione të ndryshme të shpejtësisë dhe forcës.
Makinat rrotulluese
Makinat rrotulluese kalojnë fletë metalike midis rrotullave. Ky proces formon kone, cilindra dhe forma të lakuara. Rrotullimi i rrëshqitjes funksionon mirë për çelik, alumin dhe bakër. Linjat e formimit të rrotullave trajtojnë kthesa të gjata dhe të vazhdueshme për trarët dhe panelet.
Hammers & Dollies
Çekanët dhe kukullat ndihmojnë në formimin manual. Punëtorët i përdorin ato për shtrirjen, tkurrjen dhe formimin e kthesave. Këto mjete lejojnë rregullime të hollësishme dhe punë me porosi. Rrotat angleze ndihmojnë gjithashtu në formimin e sipërfaqeve të lëmuara dhe të lakuara.
Shënim: Mjetet e formimit përfshijnë grupe grushti dhe kokrrash për stampimin dhe shpimin e vrimave. Çdo teknikë formimi kërkon mjetin e duhur për saktësi dhe efikasitet.
Mjetet e bashkimit
Mjetet e bashkimit lidhin pjesë të veçanta metalike. Metodat kryesore të bashkimit përfshijnë saldimin, ribatinimin dhe ngjitjen me ngjitës.
Pajisje Saldimi
Makinat e saldimit, si saldatorët TIG dhe MIG, krijojnë lidhje të forta dhe të përhershme. Këto makina lejojnë kontroll të saktë mbi nxehtësinë dhe materialin mbushës. Saldimi ruan integritetin strukturor të montimeve metalike. Operatorët përdorin saldimin në projekte automobilistike, industriale dhe riparimi.
Guns Rivet
Armët me thumba lidhin fletët metalike së bashku me kunjat metalike. Riveting ofron një metodë bashkimi të besueshme dhe me kosto efektive. Ky mjet funksionon mirë për montim të verbër dhe prodhim me volum të lartë.
Mjete ngjitëse
Mjetet ngjitëse aplikojnë ngjitës të specializuar për ngjitjen e metaleve. Kjo metodë bashkon materiale të ndryshme dhe krijon përfundime të lëmuara. Lidhja ngjitëse është e thjeshtë, por prodhon nyje më të dobëta sesa saldimi ose thumba.
Teknikët shpesh përdorin mbërthyes, prerës teli dhe vegla shënjuese gjatë bashkimit dhe përfundimit. Këto mjete sigurojnë montim të saktë dhe lidhje të sigurta.
Mjetet e përfundimit
Mjetet e përfundimit u japin pjesëve të llamarinës pamjen përfundimtare dhe i mbrojnë ato nga dëmtimi. Këto mjete ndihmojnë në krijimin e sipërfaqeve të lëmuara, të sigurta dhe tërheqëse. Punëtorët përdorin mjetet e përfundimit pas prerjes, formimit dhe bashkimit të hapave.
Grirëse
Grirësit heqin skajet e përafërt, rruazat e saldimit dhe papërsosmëritë e sipërfaqes nga llamarina. Ato ndihmojnë në krijimin e një përfundimi uniform dhe përgatitjen e pjesëve për lyerje ose veshje. Punëtorët zgjedhin nga disa lloje të mullinjve:
Grirës këndor : Këto mjete përdorin disqe gërryes rrotullues. Ato funksionojnë mirë për zbutjen e saldimeve dhe pastrimin e skajeve.
Mullinj stolash : Këto makina të palëvizshme kanë dy rrota bluarëse. Punëtorët i përdorin për mprehjen e veglave dhe lëmimin e pjesëve të vogla.
Grirës me rripa : Këto makina përdorin një rrip gërryes të vazhdueshëm. Ato ndihmojnë me sipërfaqe të mëdha, të sheshta dhe mund të heqin materialin shpejt.
Operatorët zgjedhin mulli të duhur bazuar në madhësinë e punës dhe llojin e metalit. Ata shpesh përdorin madhësi të ndryshme zhavorri për të arritur përfundimin e dëshiruar. Gurrat e trashë heqin materialin shpejt, ndërsa grilat e imta krijojnë një sipërfaqe më të lëmuar.
Këshillë: Gjithmonë mbani syze dhe doreza sigurie kur përdorni mulli. Shkëndijat dhe fragmentet metalike mund të shkaktojnë lëndime.
Lustrues
Lustruesit i japin fletës metalike një përfundim me shkëlqim dhe reflektues. Ata heqin gërvishtjet e imëta dhe i bëjnë pjesët të duken të pastra dhe profesionale. Lustruesit përdorin rrota të buta ose jastëkë me komponime lustruese. Këto komponime ndihmojnë në lëmimin e sipërfaqes dhe nxjerrin një shkëlqim të ndritshëm.
Llojet e zakonshme të lustruesve përfshijnë:
Lustrues rrotullues : Këto mjete rrotullojnë një jastëk të butë në rrathë. Ato funksionojnë mirë për sipërfaqe të sheshta dhe të lakuara.
Lustrues orbital : Këto makina lëvizin jastëkun në orbita të vogla. Ato zvogëlojnë shenjat e rrotullimit dhe ndihmojnë në arritjen e një përfundimi të barabartë.
Punëtorët shpesh lustrojnë panele dekorative, zbukurime dhe pjesë të dukshme. Ata mund të përdorin disa hapa lustrimi, duke filluar me një përbërje të trashë dhe duke përfunduar me një të imët. Lustrimi i duhur përmirëson pamjen dhe rezistencën ndaj korrozionit.
Shënim: Pastroni sipërfaqen përpara lustrimit. Papastërtia ose zhavorri mund të gërvishtin metalin dhe të prishin përfundimin.
Pajisje Veshjeje
Pajisjet e veshjes mbron fletë metalike nga ndryshku, lagështia dhe konsumimi. Gjithashtu shton ngjyrën dhe përmirëson pamjen. Ekzistojnë disa lloje të pajisjeve të veshjes:
Lloji i pajisjes |
Përdorimi Kryesor |
Veshje të zakonshme |
Pistoleta llak |
Aplikoni bojë ose veshje të lëngshme |
Bojë, smalt, llak |
Armët e veshjes me pluhur |
Aplikoni veshje me pluhur të thatë |
Veshje me pluhur |
Dip tanke |
Zhytni pjesët në lëng |
Plating, anodizing |
Armët spërkatës përdorin ajër të ngjeshur për të aplikuar një shtresë të hollë bojë. Armët e veshjes me pluhur përdorin energji elektrike për të ngjitur pluhurin në metal, i cili më pas piqet. Depozitat e zhytjes lyejnë pjesët duke i zhytur në një banjë të lëngshme.
Operatorët zgjedhin pajisjet e duhura bazuar në llojin e veshjes dhe madhësinë e pjesës. Veshja e duhur zgjat jetën e produkteve të llamarinës dhe i mban ato të duken të reja.
Përdorimi i mjeteve të duhura të përfundimit siguron që çdo pjesë prej llamarine të përmbushë standardet e cilësisë dhe sigurisë. Punëtorët e kualifikuar dinë se si t'i zgjedhin dhe përdorin këto mjete për rezultatet më të mira.
Veglat e dorës kundrejt makinerive
Mjetet bazë të dorës
Mjetet bazë të dorës u japin metalpunuesve kontroll të drejtpërdrejtë mbi procesin e fabrikimit. Këto mjete lejojnë një qasje praktike, duke i bërë ato ideale për punë të vogla, prototipa dhe punë të detajuara. Punëtorët e kualifikuar shpesh preferojnë veglat e dorës kur duhet të ndiejnë materialin dhe të bëjnë rregullime të sakta. Mjetet e dorës gjithashtu ndihmojnë në mësimin e zakoneve të mira të dyqanit dhe mbështesin ndarjen e njohurive midis anëtarëve të ekipit.
Emri i mjetit |
Aplikim tipik |
Prerëse teli |
Prerja e skajeve të prishura dhe prerja e copave nga skajet e llamarinës. |
Gërshërë të mëdha pa fyt |
Bërja e prerjeve të lakuara, të parregullta ose të drejta në metal; lejon lëvizjen e lirë të metalit rreth tehut. |
Mulli këndor |
Lustrim, prerje dhe bluarje e metaleve; vegël e gjithanshme e dorës. |
Disqet e bluarjes këndore |
Disqe të ndryshme (rrota prerëse, rrota bluarëse, disqe me kapak) për prerje, bluarje dhe mbarim. |
Mbërthyes Cleco |
Mbajtja e përkohshme e disa fletëve metalike së bashku përpara bashkimit të përhershëm. |
Copat e shpimit |
Shpimi i vrimave për të kombinuar copa llamarine; përfshin copa standarde dhe të vidave të makinës. |
Mjetet e shënimit |
Mjete si shkrues, kalipera dhe ndarës për matje dhe shënjim të saktë në metal. |
Pajisjet e Sigurisë |
Helmeta, syze, doreza dhe veshje mbrojtëse për sigurinë e punëtorëve. |
Veglat e dorës shkëlqejnë në situata ku shpejtësia është më pak e rëndësishme se saktësia dhe mjeshtëria. Punëtorët mund të shmangin kohën e konfigurimit të makinës dhe të bëjnë rregullime të shpejta. Për shembull, një metalpunues mund të përdorë gërshërët pa grykë për të prerë një kurbë të personalizuar ose mjete shënjuese për të vendosur një model të saktë. Veglat e dorës gjithashtu lejojnë reagime dhe kontroll më të mirë, të cilat makinat nuk mund t'i ofrojnë gjithmonë.
Veglat e dorës mbeten thelbësore për punë të detajuara dhe të orientuara drejt zanatit. Ata mbështesin kreativitetin dhe zhvillimin e aftësive në çdo dyqan fabrikimi.
Vegla dhe Makina elektrike
Veglat dhe makineritë elektrike transformojnë mënyrën se si punëtorët e metaleve trajtojnë projekte të mëdha ose komplekse. Këto mjete rrisin shpejtësinë dhe produktivitetin, duke i bërë ato zgjedhjen më të mirë për detyra me volum të lartë ose të përsëritshme. Makinat si frenat e shtypjes hidraulike, prerëset CNC dhe sistemet e automatizuara të saldimit japin rezultate të qëndrueshme dhe toleranca të ngushta.
Makineritë përmirësojnë efikasitetin duke rritur shpejtësinë e prodhimit dhe duke reduktuar gabimet njerëzore. Sistemet e automatizuara trajtojnë detyra të përsëritura me saktësi të lartë. Makinat CNC dhe saldatorët robotikë mund të punojnë në forma komplekse dhe tufa të mëdha pa lodhje. Veçoritë e sigurisë si mbrojtëset mbrojtëse dhe fikjet automatike ndihmojnë në mbrojtjen e operatorëve nga lëndimi.
Aspekti |
Makineri në fabrikimin e llamarinës |
Veglat bazë të dorës në fabrikimin e llamarinës |
Qëllimi |
Formim, prerje dhe formim efikas për vëllime më të mëdha ose punë të sakta dhe të përsëritshme |
Përdoret për punë më të vogla, prototipa ose punë të detajuara të orientuara drejt zanatit |
Vëllimi dhe shpejtësia |
I përshtatshëm për vëllim të lartë dhe prodhim më të shpejtë |
Më praktike për sasi të vogla ose kur shpejtësia është më pak kritike |
Preciziteti dhe Kontrolli |
Makineritë ofrojnë saktësi të qëndrueshme dhe të përsëritshme |
Veglat e dorës lejojnë kontroll dhe ndjesi më të prekshme |
Konteksti i aplikimit |
Fabrikim industrial, prodhim masiv |
Mjeshtëri, prototipa, dyqane të vogla pune |
Makineritë shkëlqejnë në prodhimin me volum të lartë, por veglat e dorës mbeten jetike për punën me porosi dhe rregullime të shkëlqyera. Një dyqan i balancuar i përdor të dyja për të arritur rezultatet më të mira.
Siguria dhe Matja
Pajisje sigurie
Fabrikimi i llamarinës përfshin skaje të mprehta, makineri të rënda dhe mjedise me zë të lartë. Punëtorët duhet të përdorin pajisjet e duhura të sigurisë për t'u mbrojtur nga lëndimet. Llojet më të rëndësishme të pajisjeve mbrojtëse personale (PPE) përfshijnë:
Doreza : Mbroni duart nga prerjet, djegiet dhe skajet e mprehta.
Syze sigurie të certifikuara ANSI Z87.1 : Mbroni sytë nga mbeturinat fluturuese dhe shkëndijat.
Mbrojtja e dëgjimit : Mbajtësit e veshit ose veshët zvogëlojnë rrezikun e humbjes së dëgjimit në dyqanet me zhurmë. OSHA kërkon mbrojtje të dëgjimit kur nivelet e zhurmës tejkalojnë 85 decibel gjatë një ndërrimi tetë orësh.
Maska të frymëmarrjes : Filtroni pluhurin, tymrat dhe grimcat e ajrit gjatë prerjes, bluarjes ose saldimit.
Veshje mbrojtëse : Xhaketa dhe përparëse rezistente ndaj flakës mbrojnë nga shkëndija dhe metali i nxehtë.
Dyqanet përdorin gjithashtu mbrojtjen e makinerive për të parandaluar kontaktin aksidental me pjesët lëvizëse. Rojet, perdet e lehta, kyçet dhe butonat e ndalimit të urgjencës ndihmojnë në mbajtjen e punëtorëve të sigurt. Procedurat e bllokimit/tagout (LOTO) izolojnë burimet e energjisë gjatë mirëmbajtjes, duke reduktuar rrezikun e lëndimeve elektrike ose mekanike. Kodi Kombëtar Elektrik (NEC) përcakton standardet për sigurinë elektrike, ndërsa organizata si Shoqëria Amerikane e Saldimit (AWS) dhe ISO ofrojnë trajnime dhe certifikime për praktika të sigurta.
Mirëmbajtja e duhur e PPE dhe trajnimi i rregullt luajnë një rol kyç në parandalimin e lëndimeve. Pajisjet e pastra dhe të mirëmbajtura funksionojnë më mirë dhe zgjasin më gjatë. Studimet tregojnë se trajnimi gjithëpërfshirës i ruajtjes së makinerive dhe sigurisë mund të zvogëlojë dëmtimet e duarve dhe gishtërinjve deri në 90% në dyqanet e llamarinës.
Këshillë: Punëtorët duhet të inspektojnë pajisjet e tyre të sigurisë përpara çdo ndërrimi dhe të zëvendësojnë menjëherë sendet e dëmtuara.
Pajisjet Matëse
Matja e saktë siguron që pjesët prej fletë metalike të përshtaten së bashku dhe të funksionojnë siç janë projektuar. Fabrikuesit përdorin një sërë pajisjesh matëse, secila me nivelin e vet të saktësisë. Mjetet më të zakonshme përfshijnë:
Vizitoret precize çeliku : Sigurojnë saktësi deri në 0,001 inç, në varësi të gjatësisë.
Masat e shiritit preciz : Ofroni toleranca prej ±1/32 inç për gjatësi deri në 12 këmbë dhe ±1/16 inç për matje më të gjata.
Vizitoret dhe masat e shiritit të kalibruar prej çeliku : Të gjurmueshme sipas standardeve kombëtare, këto mjete vijnë me saktësi të certifikuar dhe devijime të dokumentuara.
Mikrometrat : Ofrojnë saktësinë më të lartë midis veglave të dorës. Mikrometrat dixhitalë, vernier, të brendshëm dhe të stolit kërkojnë trajtim të kujdesshëm. Përdoruesit duhet të eliminojnë luajtjen e gishtit, të zero pajisjen, të bëjnë presion të lehtë dhe të mbajnë të pastra matjet e fytyrave për rezultate më të mira.
Tabela më poshtë tregon diapazonin tipik të tolerancës për materiale të ndryshme llamarine:
Lloji i materialit |
Gama tipike e tolerancës (inç) |
Shënime |
Lidhjet e aluminit |
±0,010 deri në ±0,030 |
Më e butë, më e lakueshme |
Çelik inox |
±0,005 deri në ±0,015 |
Më e vështirë, kërkon toleranca më të forta |
Çeliku i karbonit |
±0,015 deri në ±0,045 |
Tolerancë e moderuar |
Lidhjet e bakrit |
±0,008 deri në ±0,020 |
Tolerancë e moderuar |
Vegla çeliku |
±0,002 deri në ±0,010 |
Toleranca shumë të ngushta për shkak të fortësisë |
Titanium |
±0,005 deri në ±0,015 |
Raport i lartë forcë-peshë |
Pajisjet matëse të certifikuara ndihmojnë në ruajtjen e cilësisë dhe qëndrueshmërisë në çdo projekt. Kalibrimi i rregullt dhe përdorimi i kujdesshëm sigurojnë që matjet të qëndrojnë të sakta me kalimin e kohës.
Shënim: Kontrollimi i dyfishtë i matjeve përpara prerjes ose formimit ndihmon në parandalimin e gabimeve të kushtueshme dhe mbetjeve materiale.
Fabrikimi i llamarinës i jep formë metalit të sheshtë në pjesë të forta dhe të sakta për shumë industri. Punëtorët përdorin metoda të prerjes, formimit, bashkimit dhe përfundimit si me vegla dore ashtu edhe me makina. Kuptimi i çdo hapi ndihmon në krijimin e produkteve me cilësi të lartë. Zgjedhja e teknikës së duhur varet nga nevojat e projektit, vetitë e materialit dhe pajisjet e disponueshme. Teknologjia e re, si makinat CNC, përmirëson shpejtësinë dhe saktësinë. Përzgjedhja e materialit, si çeliku ose alumini, ndikon në koston dhe performancën. Planifikimi i kujdesshëm siguron që fabrikimi i llamarinës plotëson qëllimet e projektimit dhe standardet e industrisë.
FAQ
Cili është mjeti prerës më i zakonshëm në prodhimin e llamarinës?
Gërshërët janë mjeti prerës më i zakonshëm. Punëtorët i përdorin ato për prerje të drejta në fletë të holla. Gërshërët sigurojnë skaje të pastra dhe rezultate të shpejta. Për forma më të trasha ose komplekse, teknikët shpesh përdorin sharra ose makina CNC.
Si e sigurojnë teknikët sigurinë gjatë fabrikimit?
Teknikët veshin doreza, syze sigurie dhe mbrojtje dëgjimi. Ata ndjekin rregullat strikte të dyqaneve dhe përdorin roje makinerie. Trajnimi i rregullt dhe kontrollet e pajisjeve ndihmojnë në parandalimin e lëndimeve. Dyqanet përdorin gjithashtu ndalesa emergjente dhe procedura bllokimi/tagout.
Cilat metale funksionojnë më mirë për prodhimin e llamarinës?
Çeliku, alumini, bakri dhe bronzi janë zgjedhjet më të njohura. Çeliku ofron forcë. Alumini i reziston korrozionit dhe peshon më pak. Bakri siguron përçueshmëri të mirë. Tunxh kombinon forcën me një përfundim dekorativ.
Pse fabrikuesit përdorin makina CNC?
Makinat CNC presin, përkulin dhe formësojnë metalin me saktësi të lartë. Ata ndjekin udhëzimet e programuara. Makinat CNC zvogëlojnë gabimet dhe përshpejtojnë prodhimin. Teknikët i përdorin ato për forma komplekse dhe toleranca të ngushta.
Cila metodë e përfundimit mbron metalin nga ndryshku?
Veshja me pluhur mbron metalin nga ndryshku dhe konsumimi. Krijon një shtresë të fortë, shumëngjyrëshe. Teknikët përdorin gjithashtu lyerjen, anodizimin dhe elektroplating për mbrojtje dhe pamje.
Si matin punëtorët saktësinë në pjesët e llamarinës?
Punëtorët përdorin kalibrat, mikrometrat dhe vizoret prej çeliku. Ata kontrollojnë trashësinë, gjatësinë dhe këndet. Matësit dixhitalë dhe makinat matëse të koordinatave ndihmojnë me pjesët komplekse. Kontrollimi i dyfishtë i matjeve parandalon gabimet.
A mund të zëvendësojnë veglat e dorës makinat në fabrikim?
Veglat e dorës funksionojnë mirë për punë të vogla, riparime dhe punë të detajuara. Makineritë trajtojnë vëllime të mëdha dhe forma komplekse. Shumica e dyqaneve i përdorin të dyja për rezultatet më të mira.
Cili është ndryshimi kryesor midis saldimit dhe ribatinimit?
Saldimi bashkon copat metalike për një lidhje të përhershme. Ribatimi bashkon fletët me kunja metalike. Saldimi krijon nyje më të forta. Ribatimi funksionon mirë për montim të verbër dhe prodhim të shpejtë.










