ساخت ورق فلزی بر سه دسته تکنیک اصلی تکیه دارد: برش، شکل دهی و اتصال. مراحل پشتیبانی شامل تکمیل و اندازه گیری دقیق است. متداول ترین روش ها و ابزارها در جدول زیر آمده است:
تکنیک |
توضیحات |
ابزار/روش های رایج |
برش |
شکل دادن به فلز با حذف مواد |
قیچی دستی، برش پلاسما، آسیاب زاویه دار |
شکل گیری |
خم کردن یا کشش فلز به شکل |
پرس ترمز، چکش، چرخ انگلیسی |
پیوستن |
اتصال قطعات فلزی به یکدیگر |
تجهیزات جوش، تفنگ پرچ |
این تکنیک های اساسی ساخت ورق فلز، هسته فرآیند ساخت ورق فلز را تشکیل می دهند. پروژه های سفارشی ساخت ورق فلزی اغلب از 5 مرحله کلیدی در ساخت ورق فلز پیروی می کنند: یک راهنمای جامع.
5 مرحله کلیدی در ساخت ورق فلز
5 مرحله کلیدی در ساخت ورق فلز: یک راهنمای جامع، شامل برش، شکلدهی، اتصال، تکمیل و اندازهگیری و ایمنی است. در هر مرحله از تکنیک ها و ابزارهای خاص ساخت فلز برای تبدیل مواد خام به محصولات نهایی استفاده می شود. بخشهای زیر این مراحل را تجزیه میکنند و مهمترین روشها را برجسته میکنند.
برش
برش اولین مرحله در فرآیند ساخت ورق فلزی مراحل با از بین بردن مواد، با استفاده از طیف وسیعی از تکنیک های اساسی ساخت ورق فلز، فلز را شکل می دهد. متداول ترین روش های برش شامل برش، برش لیزر، برش پلاسما، برش واترجت و اره است. هر روش مزایای منحصر به فردی را برای کاربردهای مختلف ارائه می دهد.
برش زدن
Shearing از دو تیغه بزرگ برای برش خطوط مستقیم از ورق فلز استفاده می کند. این تکنیک سریع و کارآمد است و آن را برای پروژه های ساختمانی و زیرساختی ایده آل می کند. دستگاه های برش با حجم بالا کار می کنند و برش های تمیز و مستقیم را تولید می کنند. اپراتورها اغلب از برش برای کارهای سریعی که به اشکال پیچیده نیاز ندارند استفاده می کنند.
برش لیزری
برش لیزری از یک پرتو لیزر متمرکز برای برش فلز استفاده می کند. این روش دقت و سرعت بالایی را به خصوص برای مواد نازک ارائه می دهد. برش لیزری برای تولید با حجم بالا و سیستم های خودکار به خوبی کار می کند. محدود به موادی با ضخامت حدود 5/8 اینچ است. بسیاری از تولید کنندگان برش لیزر را به دلیل دقت و تمیز بودن لبه ها انتخاب می کنند.
برش پلاسما
برش پلاسما از گازهای چرخان و قوس الکتریکی برای برش فلز استفاده می کند. این تکنیک برای فلزات ضخیم تر موثر است و سرعت برش سریع را ارائه می دهد. برش های پلاسما انواع فلزات از جمله فولاد و آلومینیوم را کنترل می کنند. اپراتورها زمانی که نیاز به پردازش سریع ورق های ضخیم تر دارند، برش پلاسما را انتخاب می کنند.
برش واترجت
در فرآیند برش واترجت از جریان آب پرفشار مخلوط با مواد ساینده برای برش فلز استفاده می شود. برش واترجت فلز را صاف نگه می دارد و از مناطق متاثر از گرما جلوگیری می کند و آن را برای مواد حساس به گرما ایده آل می کند. برش واترجت می تواند مواد ضخیم از جمله فولاد، سرامیک و سنگ را مدیریت کند. بسیاری از مغازه ها از برش واترجت برای پروژه هایی که نیاز به دقت و بدون اعوجاج حرارتی دارند استفاده می کنند.
اره کردن
اره کردن یکی از قدیمی ترین روش های برش فلز است. برش های مستقیم ایجاد می کند و برای کاربردهای ساده مناسب است. اره های نواری و اره های خرد کننده ابزارهای رایج این تکنیک هستند. اره کردن یک انتخاب قابل اعتماد برای برش های اساسی در فرآیند ساخت فلز است.
نکته: دقت در هنگام برش بسیار مهم است. تکنسین ها از نرم افزار پیشرفته CAD و ماشین های CNC برای برنامه ریزی و اجرای برش ها، کاهش خطاها و بهبود ایمنی استفاده می کنند.
شکل گیری
شکل دهی فلز را به شکل هندسی مورد نظر در می آورد. این مرحله شامل طیف وسیعی از تکنیک های ساخت فلز مانند خمش، مهر زنی، کشش، نورد، کشش عمیق، بریدگی، جمع شدن و مهره زدن است. شکل دهی ورق فلز برای ایجاد قطعات و سازه های پیچیده ضروری است.
خم شدن
خم شدن بخش اصلی تشکیل ورق فلز است. اپراتورها از پرس ترمز و سایر تکنیک های خمشی برای ایجاد زاویه و منحنی استفاده می کنند. خمش نیرو را در امتداد یک محور مستقیم اعمال می کند و بدون برش یا مشت کردن، شکل را تغییر می دهد. این روش در ساخت براکت ها، محفظه ها و قطعات خودرو رایج است. خم شدن ورق فلزی نیازمند برنامه ریزی دقیق برای جلوگیری از خطا و ضایعات است.
مهر زدن
مهر زنی از پرس های پرسرعت و قالب ها استفاده می کند تا ورق های فلزی را به شکل های خاص در بیاورند. این تکنیک برای تولید انبوه و تلورانس های تنگ ایده آل است. مهر زنی مواردی مانند درب ماشین، قطعات ماشین آلات و صفحات فولادی را تولید می کند. این یک روش کلیدی در 5 مرحله کلیدی در ساخت ورق فلزی است: یک راهنمای جامع.
کشش
کشش فلز را می کشد تا سطح آن افزایش یابد. این تکنیک فرم دهی برای ایجاد سطوح صاف و منحنی مفید است. اپراتورها از کشش برای قطعاتی مانند پانل های خودرو و پوسته هواپیما استفاده می کنند. کشش نیاز به کنترل دقیقی برای جلوگیری از پارگی یا نازک شدن دارد.
نورد
نورد ورق فلز را از طریق غلتک ها عبور می دهد تا اشکال مقطعی پیچیده ای را ایجاد کند. این روش دقیق و کارآمد است و مواردی مانند پانل های سقف، تیرها و قفسه های ذخیره سازی را تولید می کند. نورد یک بخش حیاتی در شکل دهی ورق فلز است، به ویژه برای اجزای ساختاری بزرگ.
طراحی عمیق
طراحی عمیق با کشیدن ورق فلزی به داخل قالب، اشکال توخالی ایجاد می کند. این تکنیک مواردی مانند قوطی، سینک و کلاه ایمنی را ایجاد می کند. کشش عمیق در صنایعی که نیاز به قطعات محکم و بدون درز دارند رایج است.
بریدگی
بریدگی بخش های کوچکی را از لبه های ورق فلزی جدا می کند. این روش شکل دهی فلز را برای خمش یا اتصال بیشتر آماده می کند. بریدگی برای اتصال قطعات به هم در مجموعه ها مهم است.
کوچک شدن
کوچک شدن اندازه نواحی خاص در ورق فلز را کاهش می دهد. این تکنیک به ایجاد منحنی ها و خطوط کمک می کند. اپراتورها از کوچک شدن برای تنظیم تناسب و پایان در پروژه های سفارشی استفاده می کنند.
مهره زدن
دانه بندی خطوط برجسته یا فرورفته را به ورق فلزی اضافه می کند. این فرآیند شکل دهی باعث تقویت فلز و بهبود ظاهر می شود. منجوق در تریم های تزئینی و ویژگی های تقویت کننده رایج است.
توجه: مدیریت انبساط و تغییر شکل مواد یک چالش در شکلدهی است. تکنسین ها از نرم افزارهایی مانند SolidWorks برای محاسبه الگوها و بهینه سازی توالی خمش، کاهش ضایعات و خطاها استفاده می کنند.
پیوستن
اتصال قطعات جداگانه فلز را به هم متصل می کند تا یک مجموعه کامل را تشکیل دهد. تکنیک های اصلی اتصال در ساخت ورق فلزی عبارتند از جوشکاری، پرچ کاری و چسبندگی. هر روش نقاط قوت متفاوتی را ارائه می دهد و بر اساس نیازهای پروژه انتخاب می شود.
جوشکاری
جوشکاری یک روش اتصال دائمی است که قطعات فلزی را به یکدیگر ذوب می کند. ظرفیت بارگذاری بالا و اتصالات ضد نشت را فراهم می کند. جوشکاری برای اشکال پیچیده مناسب است و به طور گسترده در فرآیند ساخت فلز استفاده می شود. اپراتورها باید گرما را برای جلوگیری از تاب برداشتن، به ویژه در مواد نازک، کنترل کنند. جوشکاری فلزات شامل تکنیک هایی مانند جوشکاری MIG، TIG و لیزر است.
پرچین
پرچ از اتصال دهنده های فلزی برای اتصال ورق ها به یکدیگر استفاده می کند. این تکنیک مفاصل قوی و دائمی ایجاد می کند و امکان مونتاژ کور را فراهم می کند. پرچ کردن مقرون به صرفه و قابل اعتماد است و آن را به یک انتخاب محبوب در بسیاری از صنایع تبدیل می کند.
باندینگ چسب
باندینگ چسب قطعات فلزی را با استفاده از چسب های تخصصی به هم متصل می کند. این روش ساده است و می تواند مواد مختلفی را به هم متصل کند. چسبندگی روی خواص فیزیکی فلز تاثیری ندارد. با این حال، در مقایسه با جوشکاری یا پرچ کردن، اتصالات ضعیف تری ایجاد می کند.
کنترل کیفیت در طول پیوستن ضروری است. اپراتورها برای اطمینان از اتصالات قوی و بدون نقص از گیره، وسایل و سیستم های بازرسی خودکار استفاده می کنند.
در حال اتمام
پایان دادن به قطعات ورق فلزی ظاهر نهایی آنها را می دهد و آنها را از آسیب محافظت می کند. این مرحله دوام، ظاهر و عملکرد را بهبود می بخشد. تکنسین ها از روش های مختلفی برای حذف لبه های تیز، سطوح صاف و اعمال پوشش های محافظ استفاده می کنند.
دبر زدایی
سوراخ کردن لبه های تیز و بریدگی های باقی مانده پس از برش یا مشت زدن را از بین می برد. کارگران از فایلهای دستی، چرخهای حبابزدایی یا ماشینهای تخصصی استفاده میکنند. این فرآیند از صدمات جلوگیری می کند و کمک می کند تا قطعات به خوبی در کنار هم قرار گیرند. همچنین لایه برداری سطح را برای مراحل تکمیلی بعدی آماده می کند.
سنگ زنی
سنگ زنی سطوح ناهموار را صاف می کند و مواد اضافی را از بین می برد. اپراتورها از آسیاب های زاویه ای، سنباده های تسمه ای یا آسیاب های رومیزی استفاده می کنند. سنگ زنی سطحی یکنواخت ایجاد می کند و عیوب جزئی را اصلاح می کند. استفاده از سنگ ریزه و تکنیک مناسب برای جلوگیری از آسیب رساندن به فلز بسیار مهم است.
جلا دادن
صیقل دادن به ورق فلز روکشی براق و بازتابنده می دهد. کارگران از چرخ های پولیش، لنت های صاف کننده و ترکیبات ویژه استفاده می کنند. پولیش ظاهر را بهبود می بخشد و همچنین می تواند اصطکاک را کاهش دهد. بسیاری از قطعات تزئینی مانند پانل ها و تریم ها به این مرحله نیاز دارند.
پوشش
پوشش از فلز در برابر خوردگی و سایش محافظت می کند. چندین روش پوشش وجود دارد که هر کدام هدف خاص خود را دارند. جدول زیر روش های متداول تکمیل و کاربردهای اصلی آنها را خلاصه می کند:
روش اتمام |
هدف(های) اصلی |
آندایز کردن |
یک پوشش اکسید محافظ برای بهبود مقاومت در برابر خوردگی و محافظت در برابر آسیب تشکیل می دهد. |
آسیاب شیمیایی |
نقشهای تزئینی، آرمها یا نشانهها را روی قطعات ورق فلزی حک میکند. |
آبکاری |
سطوح فلزی را با فلز دیگری می پوشاند تا مقاومت در برابر خوردگی را افزایش داده و ظاهر را بهبود بخشد. |
انفجار مهره |
یک روکش مات ایجاد می کند یا عیوب سطح را با انفجار با دانه های شیشه ای از بین می برد. |
پوشش پودری |
یک فیلم پودر خشک برای محافظت در برابر خوردگی و سایش اعمال می کند، همچنین رنگ جذابی را ارائه می دهد. |
رنگ مایع |
با پوشاندن سطوح با رنگ، ظاهری صاف و صیقلی ایجاد می کند. |
اسپری شعله |
فلز مذاب را روی اجزای گرم شده اسپری می کند تا سطحی صاف و تمام شده ایجاد کند. |
غربالگری ابریشم |
جوهر سیلیکونی را برای ایجاد الگوهای رنگارنگ، تزئینی یا متن روی سطح اعمال می کند. |
پرداخت سطح هم کیفیت و هم طول عمر قطعات ورق فلزی را بهبود می بخشد. انتخاب روش به ظاهر، دوام و هزینه مورد نظر بستگی دارد.
نکته: جابجایی دقیق و نگهداری منظم تجهیزات به جلوگیری از خراشیدگی سطح و مشکلات تراز در حین تکمیل کمک می کند. استفاده از فیلم های محافظ و نرم افزار مدل سازی سه بعدی نیز می تواند مشکلات رایج را کاهش دهد.
اندازه گیری و ایمنی
اندازه گیری دقیق و اقدامات ایمنی قوی نتایج با کیفیت بالا را در ساخت ورق فلز تضمین می کند. این مراحل به جلوگیری از خطاها، کاهش ضایعات و محافظت از کارگران کمک می کند.
ابزار اندازه گیری
تکنسین ها از ابزارهای مختلفی برای بررسی ابعاد و تلرانس ها استفاده می کنند. ابزارهای رایج اندازه گیری عبارتند از:
کولیس و میکرومتر برای بررسی دقیق ضخامت و طول
اندازه گیری نوار و خط کش برای اندازه گیری های عمومی
ماشینهای اندازهگیری مختصات (CMM) برای قطعات پیچیده با تلرانسهای کم
گیج های دیجیتال و دستگاه های اندازه گیری لیزری برای خواندن سریع و دقیق
دقت ابعاد برای تناسب و عملکرد مناسب بسیار مهم است. کارگران اغلب اندازهگیریها را قبل از برش یا شکلدهی دوباره بررسی میکنند. نرم افزار CAD، مانند SolidWorks یا Autodesk Fusion 360، به تنظیم و حفظ تلورانس های دقیق در طول فرآیند کمک می کند. کالیبراسیون منظم ابزار اندازه گیری نتایج قابل اعتماد را تضمین می کند.
توجه: پروتکلهای بازرسی در هر مرحله - برش، شکلدهی و جوشکاری - عیبها را زود تشخیص داده و نرخ ضایعات را کاهش میدهند. بازرسی قطعه اول و نظارت مستمر به حفظ دقت حتی در صورت فرسودگی ابزار کمک می کند.
تجهیزات ایمنی
ایمنی در هر مغازه تولیدی اولویت اصلی است. کارگران از تجهیزات حفاظت فردی (PPE) برای محافظت در برابر صدمات استفاده می کنند. تجهیزات ایمنی ضروری شامل:
دستکش برای محافظت از دست ها در برابر لبه های تیز و سطوح داغ
عینک ایمنی یا محافظ صورت برای جلوگیری از آسیب دیدگی چشم
محافظت از شنوایی در محیط های پر سر و صدا
هنگام کار با گرد و غبار یا دود، ماسک یا ماسک تنفسی
کلاه و لباس محافظ برای کارهای جوشکاری
مغازه ها پروتکل های ایمنی سختگیرانه را اجرا می کنند و آموزش منظم ارائه می دهند. حفاظت از ماشین، توقف های اضطراری، و روش های قفل/تاگوت از حوادث ناشی از حرکت تجهیزات جلوگیری می کند. خانه داری خوب، تکنیک های بلند کردن مناسب و تهویه کافی خطرات را کاهش می دهد.
نگهداری منظم تجهیزات، کارکنان ماهر و رعایت استانداردهای صنعتی مانند ISO 9001 و AWS D1.1 ایمنی و کیفیت را تضمین می کند. این شیوه ها ضایعات را به حداقل می رساند، از صدمات جلوگیری می کند و به ارائه محصولات قابل اعتماد و با کیفیت کمک می کند.
تکنیک های ساخت ورق فلز
روش های برش
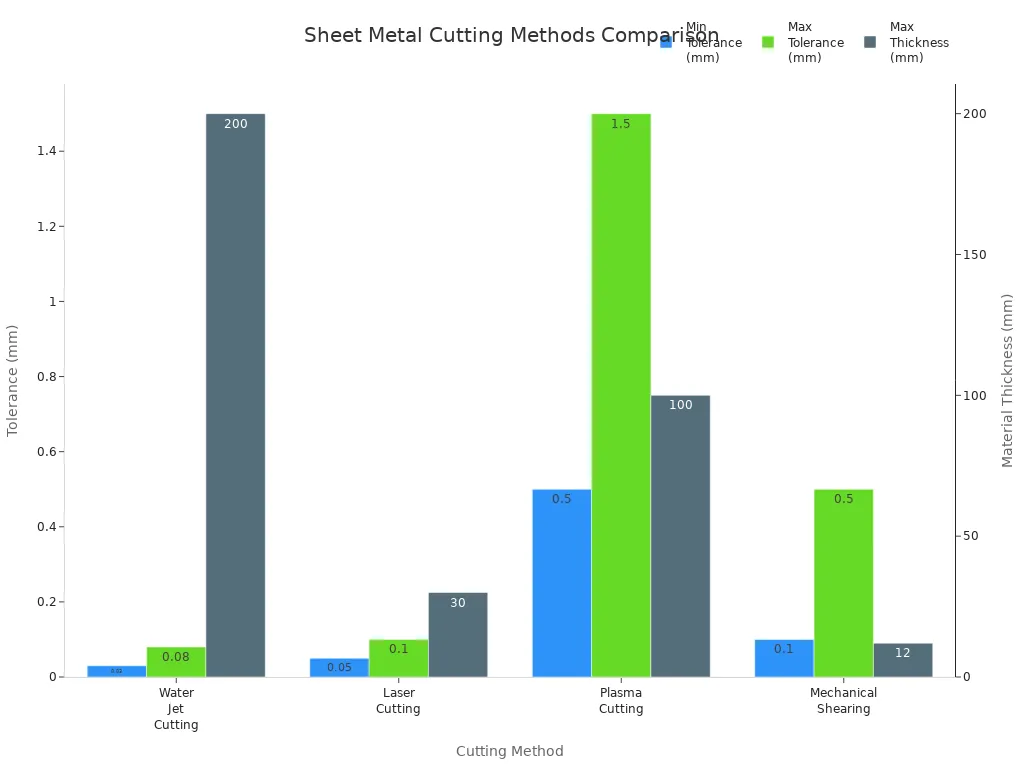
برش به عنوان اولین مرحله اصلی در اکثر فرآیندهای ساخت ورق فلزی است. تکنسین ها از انواع تکنیک های برش ورق فلز برای جداسازی، شکل دادن یا اندازه ورق های فلزی استفاده می کنند. هر روش تحمل های منحصر به فردی را ارائه می دهد و با ضخامت های مواد خاص بهترین کار را دارد. جدول زیر رایج ترین روش های برش را با هم مقایسه می کند:
روش برش |
تلورانس های معمولی (میلی متر) |
محدوده ضخامت مواد (میلی متر) |
ویژگی ها و نکات کلیدی |
برش جت آب |
0.03 ± تا 0.08 ± |
تا 200 |
دقیق ترین روش؛ برش سرد اعوجاج حرارتی را از بین می برد. دقت ثابت در ضخامت ها |
برش لیزری |
0.05 ± تا 0.1 ± |
تا 25-30 |
پردازش سریع؛ دقت عالی در مواد نازک تا متوسط؛ اعوجاج حرارتی می تواند بر بخش های ضخیم تأثیر بگذارد. |
برش پلاسما |
0.5± تا 1.5± |
100+ |
مناسب برای مواد ضخیم؛ تلرانس های ضعیف تر؛ برش با سرعت بالا برای کاربردهای ساختاری |
برش مکانیکی |
0.1 ± تا 0.5 ± |
تا 12 |
مقرون به صرفه برای برش های مستقیم؛ دقت متوسط؛ قابلیت ضخامت محدود |
برش با جت آب بالاترین دقت را ارائه می دهد و برای مواد ضخیم به خوبی کار می کند. برش لیزری سرعت و دقت ورق های نازک تا متوسط را فراهم می کند. برش پلاسما به سرعت فلزات ضخیم را کنترل می کند، البته با دقت کمتر. برش مکانیکی برای برش های مستقیم روی ورق های نازک تر مقرون به صرفه است. این تکنیک های برش پایه و اساس بسیاری از تکنیک های ساخت فلز را تشکیل می دهند.
نکته: انتخاب روش برش مناسب به تحمل مورد نیاز، ضخامت مواد و بودجه پروژه بستگی دارد.
روش های شکل گیری
فرم دهی ورق های فلزی تخت را به اشکال سه بعدی تبدیل می کند. تکنیکهای شکلدهی ورق فلزی شامل طیف گستردهای از فرآیندها است که هر کدام برای اشکال و مواد خاص مناسب هستند. جدول زیر متداولترین روشهای شکلدهی و بهترین مواد مناسب برای هر کدام را نشان میدهد:
روش شکل دهی |
توضیحات |
مواد مناسب |
ترمز را فشار دهید |
از یک قالب V شکل برای خم کردن ورق فلز استفاده می کند و چین های دقیق و ساختارهای جعبه مانند ایجاد می کند. |
فولاد، آلومینیوم، برنج |
لغزش نورد |
ورق فلز را از بین غلتک ها عبور می دهد تا مخروط ها و استوانه ها را از طریق نورد سرد تشکیل دهد. |
فولاد، آلومینیوم، مس |
مهر زدن |
شکل دهی سرد با حجم بالا با استفاده از قالب ها و پانچ ها برای شکل دادن به قطعات با سوراخ، فلنج، برجسته. |
فولاد، آلومینیوم، برنج |
فلرینگ (فلنجینگ) |
لبه های گشاد یا فلنجی برای لب یا تقویت ایجاد می کند. |
فولاد، آلومینیوم |
نقش برجسته |
طرح های برجسته یا فرورفته روی سطوح ورق فلزی ایجاد می کند. |
فولاد، آلومینیوم، مس |
لوور کردن |
شکاف های زاویه دار یا دریچه هایی برای تهویه یا زیبایی شناسی ایجاد می کند. |
فولاد، آلومینیوم |
سکه گذاری |
از فشار شدید برای ایجاد برداشت های دقیق استفاده می کند. |
فولاد، برنج |
چرخیدن |
فلز را روی یک سنبه چرخان شکل می دهد تا قطعات توخالی و متقارن محوری تولید کند. |
آلومینیوم، فولاد |
رول فرمینگ |
ورق های فلزی را به تدریج از طریق غلتک ها خم می کند تا خم ها یا منحنی های طولانی تشکیل شود. |
فولاد، آلومینیوم |
خم شدن به عنوان پرکاربردترین فرآیند شکل دهی برجسته است. اپراتورها از ترمز فشاری برای ایجاد اشکال V، U و کانال استفاده می کنند. کشیدن فلز به قالب ها برای قطعات عمیق و پیچیده مانند پانل های خودرو کشیده می شود. فر کردن لبه های نورد شده را برای حذف وضوح و بهبود ایمنی تشکیل می دهد. مهر زنی شامل کشش عمیق، چهار لغزش، هیدروفرمینگ، بلنکینگ، سکه گذاری و منبت است. هر تکنیک شکل دهی فلز را برای استفاده نهایی شکل می دهد.
فولاد، آلومینیوم، مس و برنج رایج ترین مواد برای شکل دهی ورق فلز هستند. فولاد استحکام و دوام را ارائه می دهد. آلومینیوم سبک است و در برابر خوردگی مقاوم است. مس رسانایی و چکش خواری عالی را فراهم می کند. برنج استحکام را با یک پوشش تزئینی ترکیب می کند.
توجه: انتخاب روش شکل دهی و مواد مناسب تضمین می کند که قطعه تمام شده مطابق با الزامات استحکام، ظاهر و هزینه است.
روش های پیوستن
روش های اتصال قطعات فلزی جداگانه را به یک مجموعه متصل می کند. متداولترین تکنیکهای ساخت برای اتصال عبارتند از جوشکاری، بست مکانیکی، اتصالات تاشو، کلینچ کردن و چسباندن. جدول زیر این تکنیک های اتصال را خلاصه می کند:
روش عضویت |
قدرت |
موارد استفاده معمولی |
محدودیت ها |
جوشکاری |
بالا |
اتصالات دائمی و با استحکام بالا در خودرو، ماشین آلات صنعتی، هوافضا |
به نیروی کار ماهر نیاز دارد، گرما می تواند فلزات نازک را مخدوش کند |
بست مکانیکی |
متوسط |
اتصالات جداشدنی، خطوط مونتاژ، HVAC، تولید لوازم خانگی |
وزن اضافه می کند، ممکن است زیبایی شناسی را تحت تاثیر قرار دهد، ضعیف تر از جوشکاری |
مفاصل تاشو |
کم تا متوسط |
اتصالات سبک وزن، تمیز بصری، کانال های HVAC، محفظه ها، پانل های غیر باربر خودرو |
محدود به فلزات نازک، استحکام کمتر از جوشکاری، نیاز به خمش دقیق دارد |
چنگ زدن |
متوسط |
تولید با حجم بالا، HVAC، مجموعه های سبک وزن |
استحکام محدود، نه برای کاربردهای پر استرس |
باندینگ چسب |
کم تا متوسط |
اتصال فلزات غیر مشابه، پرداخت صاف، ساختارهای سبک وزن |
استحکام کمتر، حساس به محیط، زمان پخت طولانی تر |
جوشکاری اتصالات قوی و دائمی ایجاد می کند و در کاربردهای خودرویی و صنعتی ضروری است. در اتصالات مکانیکی از پیچ، پیچ و مهره یا پرچ برای اتصالات جداشدنی استفاده می شود. اتصالات تاشو و کلینچ برای مجموعه های سبک وزن و کانال های HVAC به خوبی کار می کنند. چسبندگی فلزات غیرمشابه را میپیوندد و پوششهای صافی را ارائه میکند، اگرچه استحکام کمتری نسبت به جوش دارد.
تکنسین ها اغلب تکنیک های اتصال را برای متعادل کردن قدرت، ظاهر و سرعت تولید در فرآیند ساخت فلز ترکیب می کنند.
روش های تکمیل
روش های تکمیل به قطعات ورق فلزی ظاهر نهایی آنها را می دهد و آنها را از آسیب محافظت می کند. این تکنیک ها دوام، ایمنی و جذابیت بصری را بهبود می بخشد. کارگران روش های تکمیل را بر اساس عملکرد قطعه، محیط و ظاهر مورد نظر انتخاب می کنند.
روش های متداول تکمیل در ساخت ورق فلز:
سوراخ کردن
لبه های تیز و قطعات فلزی کوچک باقی مانده پس از برش یا پانچ را از بین می برد. کارگران برای این فرآیند از فایلهای دستی، چرخهای حبابزدایی یا ماشینها استفاده میکنند. سوراخزدایی قطعات را ایمنتر میکند و سطوح را برای تکمیل بیشتر آماده میکند.
سنگ زنی
سنگ زنی سطوح ناهموار را صاف می کند و مواد اضافی را از بین می برد. اپراتورها از آسیاب های زاویه ای، سنباده های تسمه ای یا آسیاب های رومیزی استفاده می کنند. سنگ زنی سطحی یکنواخت ایجاد می کند و عیوب کوچک را اصلاح می کند. این مرحله برای قطعاتی که نیاز به پرداخت تمیز و یکنواخت دارند، مهم است.
پرداخت
پولیش به ورق فلز سطحی براق و بازتابنده می دهد. کارگران از چرخ های پولیش، لنت های صاف کننده و ترکیبات ویژه استفاده می کنند. پولیش ظاهر قطعات را بهبود می بخشد و همچنین می تواند اصطکاک را کاهش دهد. بسیاری از قسمت های تزئینی یا قابل مشاهده نیاز به این مرحله دارند.
پوشش
پوشش فلز را از خوردگی، رطوبت و سایش محافظت می کند. چندین روش پوشش وجود دارد. هر کدام مزایای متفاوتی را ارائه می دهند:
روش پوشش |
مزیت اصلی |
استفاده معمولی |
پوشش پودری |
پوشش رنگارنگ و بادوام |
لوازم خانگی، قطعات خودرو |
آندایز کردن |
مقاومت در برابر خوردگی، سطح سخت |
قطعات آلومینیومی |
آبکاری |
لایه فلزی براق و محافظ |
وسایل تزئینی، سخت افزار |
نقاشی |
ظاهری صاف و رنگارنگ |
پانل ها، محفظه ها |
پوشش پودری از پودر خشک و حرارت برای ایجاد یک لایه رنگارنگ و سخت استفاده می کند. آندایزینگ یک لایه اکسید محافظ را تشکیل می دهد که بیشتر روی آلومینیوم است. آبکاری فلز را با فلز دیگری مانند کروم یا نیکل می پوشاند. رنگ آمیزی رنگ می افزاید و از سطح محافظت می کند.
Bead Blasting
در Bead Blasting از دانه های شیشه ای کوچک استفاده می شود که با سرعت بالا شلیک می شوند تا سطح را تمیز و بافت دهند. این روش عیوب را از بین می برد و پوششی مات ایجاد می کند. کارگران معمولاً قبل از رنگ آمیزی یا پوشش دهی از بلاست مهره ای استفاده می کنند.
نکته: انتخاب روش تکمیل مناسب به کاربرد قطعه، نوع فلز و دوام مورد نیاز بستگی دارد. پرداخت مناسب باعث افزایش عمر محصولات ورق فلزی و بهبود عملکرد آنها می شود.
روش های تکمیل نقش کلیدی در فرآیند ساخت ورق فلزی دارند. آنها اطمینان حاصل می کنند که قطعات خوب به نظر می رسند، عمر طولانی تری دارند و استانداردهای ایمنی را رعایت می کنند. تکنسین های ماهر این روش ها را برای دستیابی به بهترین نتایج برای هر پروژه انتخاب و اعمال می کنند.
ابزارهای ضروری
ابزار برش
ساخت ورق فلزی با ابزارهای برش آغاز می شود. این ابزارها ورق های فلزی را برای مراحل بعدی شکل و اندازه می دهند. هر ابزار هدف خاصی را دنبال می کند.
قیچی
قیچی برش های مستقیم بر روی ورق های صاف ایجاد می کند. اپراتورها از برش گیوتین برای کارهای تکراری و پرحجم استفاده می کنند. برش برای مواد نازکتر بهترین کار را دارد و لبههای تمیزی تولید میکند. این ابزار برای آماده سازی فلز قبل از شکل گیری ضروری است.
اره
اره ها فلزات ضخیم تر یا سخت تر را کنترل می کنند. ارههای نواری و ارههای فلزی برقی خطوط مستقیم را از میان ورقهای روی هم میبرند. اره های اسکرول به طرح های پیچیده کمک می کنند. اره های رفت و برگشتی لوله ها و پروفیل ها را برش می دهند. هر نوع اره با نیاز برش متفاوتی مطابقت دارد.
تکه تکه
قیچی ها شبیه قیچی های سنگین هستند. برش های قلع خطوط مستقیم و انحناهای جزئی را در ورقه های نازک برش می دهند. برش های هوانوردی امکان منحنی ها و دایره های دقیق تری را فراهم می کند. کارگران از برش برای پروژه های کوچک یا هنری استفاده می کنند.
ماشین آلات CNC
دستگاه های CNC برش را با دقت بالا به طور خودکار انجام می دهند. برش لیزری، برش پلاسما و کاتر جت آب در این دسته قرار می گیرند. این ماشینها اشکال پیچیده و تحملهای سخت را کنترل میکنند. تکنولوژی CNC سرعت و دقت در فرآیند برش را بهبود می بخشد.
نکته: آسیاب های زاویه ای و نیبلرهای فلزی نیز در برش، آسیاب و پرداخت نقش دارند. آنها تطبیق پذیری را برای کارهای خشن و خوب ارائه می دهند.
ابزارهای شکل دهی
ابزارهای شکل دهی فلز مسطح را به قطعات سه بعدی تبدیل می کنند. این مرحله شامل خم شدن، کشش، کوبیدن و غلتش است. هر ابزار از روش شکل دهی متفاوتی پشتیبانی می کند.
ترمز را فشار دهید
پرس ترمز خم شدن بریک بریک را انجام می دهد. اپراتورها از این ماشین ها برای ایجاد زوایای دقیق و چین ها استفاده می کنند. ترمزهای فشاری در امتداد یک محور مستقیم نیرو اعمال میکنند و برای خم کردن براکتها، محفظهها و پانلها ایدهآل میشوند. پرس های مکانیکی و هیدرولیک گزینه های مختلف سرعت و نیرو را ارائه می دهند.
ماشین آلات نورد
ماشین های نورد ورق فلز را از بین غلتک ها عبور می دهند. این فرآیند مخروط ها، استوانه ها و اشکال منحنی را تشکیل می دهد. نورد لغزنده برای فولاد، آلومینیوم و مس به خوبی کار می کند. خطوط رول فرمینگ خم های طولانی و پیوسته را برای تیرها و پانل ها انجام می دهند.
چکش و عروسک
چکش و عروسک به فرم دهی دستی کمک می کند. کارگران از آنها برای کشش، کوچک شدن و شکل دادن به منحنی ها استفاده می کنند. این ابزارها امکان تنظیمات دقیق و کار سفارشی را فراهم می کنند. چرخ های انگلیسی نیز به شکل گیری سطوح صاف و منحنی کمک می کنند.
توجه: ابزارهای شکل دهی شامل مجموعه های پانچ و قالب برای مهر زنی و سوراخ کردن می باشد. هر تکنیک شکل دهی به ابزار مناسب برای دقت و کارایی نیاز دارد.
Joining Tools
ابزار اتصال قطعات فلزی جداگانه را به هم متصل می کند. روشهای اصلی اتصال شامل جوشکاری، پرچکاری و چسبندگی می باشد.
تجهیزات جوشکاری
دستگاه های جوشکاری مانند جوشکار TIG و MIG پیوندهای قوی و دائمی ایجاد می کنند. این ماشین ها امکان کنترل دقیق گرما و مواد پرکننده را فراهم می کنند. جوشکاری یکپارچگی ساختاری مجموعه های فلزی را حفظ می کند. اپراتورها از جوشکاری در پروژه های خودروسازی، صنعتی و تعمیرات استفاده می کنند.
تفنگ پرچ
تفنگ های پرچ ورق های فلزی را با پین های فلزی به هم می چسبانند. پرچ کردن یک روش اتصال قابل اعتماد و مقرون به صرفه را ارائه می دهد. این ابزار برای مونتاژ کور و تولید با حجم بالا به خوبی کار می کند.
ابزار چسب
ابزارهای چسبنده از چسب های تخصصی برای اتصال فلز استفاده می کنند. این روش مواد غیر مشابه را به هم متصل می کند و پوشش های صاف ایجاد می کند. اتصال چسب ساده است اما اتصالات ضعیف تری نسبت به جوشکاری یا پرچ ایجاد می کند.
تکنسین ها اغلب از اتصال دهنده ها، سیم برش ها و ابزارهای علامت گذاری در هنگام اتصال و تکمیل استفاده می کنند. این ابزارها مونتاژ دقیق و اتصالات ایمن را تضمین می کنند.
ابزار تکمیل
ابزارهای تکمیل به قطعات ورق فلزی ظاهر نهایی خود را می دهند و از آسیب محافظت می کنند. این ابزارها به ایجاد سطوح صاف، ایمن و جذاب کمک می کنند. کارگران پس از برش، شکل دهی و اتصال مراحل از ابزار تکمیل استفاده می کنند.
آسیاب
آسیاب ها لبه های زبر، مهره های جوش و عیوب سطح را از ورق فلز حذف می کنند. آنها به ایجاد یک پوشش یکنواخت و آماده سازی قطعات برای رنگ آمیزی یا پوشش کمک می کنند. کارگران از چند نوع آسیاب انتخاب می کنند:
آسیاب های زاویه ای : این ابزارها از دیسک های ساینده دوار استفاده می کنند. آنها برای صاف کردن جوش ها و تمیز کردن لبه ها به خوبی کار می کنند.
آسیاب های نیمکتی : این ماشین های ثابت دارای دو چرخ سنگ زنی هستند. کارگران از آنها برای تیز کردن ابزار و صاف کردن قطعات کوچک استفاده می کنند.
آسیاب های تسمه ای : این ماشین ها از یک تسمه ساینده پیوسته استفاده می کنند. آنها به سطوح بزرگ و مسطح کمک می کنند و می توانند مواد را به سرعت حذف کنند.
اپراتورها بر اساس اندازه کار و نوع فلز، آسیاب مناسب را انتخاب می کنند. آنها اغلب از اندازه های مختلف سنگ ریزه برای رسیدن به پایان مورد نظر استفاده می کنند. دانه های درشت مواد را به سرعت حذف می کنند، در حالی که دانه های ریز سطح صاف تری ایجاد می کنند.
نکته: همیشه هنگام استفاده از آسیاب از عینک ایمنی و دستکش استفاده کنید. جرقه ها و قطعات فلزی می توانند باعث آسیب شوند.
پولیش ها
پولیش ها به ورق فلز روکشی براق و بازتابنده می بخشند. آنها خراش های ریز را از بین می برند و قطعات را تمیز و حرفه ای می کنند. پولیش ها از چرخ ها یا لنت های نرم با ترکیبات پولیش استفاده می کنند. این ترکیبات به صاف کردن سطح و ایجاد درخشش درخشان کمک می کنند.
انواع متداول پولیش ها عبارتند از:
پولیش های چرخشی : این ابزارها یک پد نرم را به صورت دایره ای می چرخانند. آنها برای سطوح صاف و منحنی به خوبی کار می کنند.
پولیش های مداری : این ماشین ها پد را در مدارهای کوچک حرکت می دهند. آنها علائم چرخش را کاهش می دهند و به دستیابی به یک سطح یکنواخت کمک می کنند.
کارگران اغلب پانل های تزئینی، تزئینات و قطعات قابل مشاهده را صیقل می دهند. آنها ممکن است از چندین مرحله پرداخت استفاده کنند، که با یک ترکیب درشت شروع می شود و با یک ترکیب خوب به پایان می رسد. پولیش مناسب هم ظاهر و هم مقاومت در برابر خوردگی را بهبود می بخشد.
توجه: قبل از پرداخت سطح را تمیز کنید. کثیفی یا خاک می تواند فلز را خراش دهد و سطح آن را خراب کند.
تجهیزات پوشش
تجهیزات پوشش از ورق فلز در برابر زنگ زدگی، رطوبت و سایش محافظت می کند. همچنین رنگ می بخشد و ظاهر را بهبود می بخشد. انواع مختلفی از تجهیزات پوشش وجود دارد:
نوع تجهیزات |
استفاده اصلی |
پوشش های رایج |
تفنگ های اسپری |
رنگ یا پوشش مایع را اعمال کنید |
رنگ، مینا، لاک |
تفنگ های پوشش پودری |
پوشش های پودری خشک را اعمال کنید |
پوشش پودری |
تانک های غوطه ور |
قطعات را در مایع غوطه ور کنید |
آبکاری، آندایزینگ |
تفنگ های اسپری از هوای فشرده برای اعمال یک لایه نازک و یکنواخت رنگ استفاده می کنند. تفنگ های پوشش پودری از الکتریسیته برای چسباندن پودر به فلز استفاده می کنند که سپس روی آن پخته می شود. مخازن غوطه ور قطعات را با فرو بردن آنها در حمام مایع می پوشانند.
اپراتورها تجهیزات مناسب را بر اساس نوع پوشش و اندازه قطعه انتخاب می کنند. پوشش مناسب عمر محصولات ورق فلزی را افزایش داده و ظاهر جدید را حفظ می کند.
استفاده از ابزارهای تکمیل صحیح تضمین می کند که هر قطعه ورق فلزی با استانداردهای کیفیت و ایمنی مطابقت دارد. کارگران ماهر می دانند که چگونه این ابزارها را برای بهترین نتایج انتخاب و استفاده کنند.
ابزارهای دستی در مقابل ماشین آلات
ابزارهای دستی اولیه
ابزارهای دستی اولیه به فلزکاران کنترل مستقیم بر فرآیند ساخت را می دهند. این ابزارها یک رویکرد عملی را امکان پذیر می کنند و آنها را برای کارهای کوچک، نمونه سازی اولیه و کارهای دقیق ایده آل می کند. کارگران ماهر اغلب زمانی که نیاز به حس کردن مواد و انجام تنظیمات دقیق دارند، ابزارهای دستی را ترجیح می دهند. ابزارهای دستی همچنین به آموزش عادات خوب فروشگاه کمک می کند و از اشتراک دانش در بین اعضای تیم پشتیبانی می کند.
نام ابزار |
برنامه معمولی |
سیم برش |
بریدن انتهای فرسوده و بریدن قطعات از لبه های ورق فلزی. |
قیچی بدون گلو |
ایجاد برش های منحنی، نامنظم یا مستقیم روی فلز. اجازه حرکت آزادانه فلز در اطراف تیغه را می دهد. |
آسیاب زاویه ای |
پرداخت، برش و سنگ زنی فلز؛ ابزار برقی دستی همه کاره |
دیسک های آسیاب زاویه ای |
دیسک های مختلف (چرخ های برش، چرخ های سنگ زنی، دیسک های فلپ) برای برش، سنگ زنی و تکمیل. |
اتصال دهنده های Cleco |
نگه داشتن موقت چند ورق فلزی قبل از اتصال دائمی. |
مته ها |
حفاری سوراخ برای ترکیب قطعات ورق فلز؛ شامل بیت های پیچ استاندارد و ماشینی است. |
ابزارهای علامت گذاری |
ابزارهایی مانند خط کش، کولیس و تقسیم کننده برای اندازه گیری دقیق و علامت گذاری روی فلز. |
تجهیزات ایمنی |
کلاه ایمنی، عینک، دستکش و لباس محافظ برای ایمنی کارگران. |
ابزارهای دستی در شرایطی که سرعت اهمیت کمتری نسبت به دقت و مهارت دارد، عالی هستند. کارگران می توانند از زمان راه اندازی دستگاه اجتناب کنند و تنظیمات سریع انجام دهند. برای مثال، یک فلزکار ممکن است از قیچی بدون گلو برای برش منحنی سفارشی یا ابزارهای علامت گذاری برای طرح یک الگوی دقیق استفاده کند. ابزارهای دستی همچنین امکان بازخورد و کنترل بهتری را فراهم میکنند که ماشینها همیشه نمیتوانند آن را ارائه دهند.
ابزارهای دستی برای کارهای دقیق و صنایع دستی ضروری هستند. آنها از خلاقیت و توسعه مهارت در هر مغازه ساختگی پشتیبانی می کنند.
ابزار و ماشین آلات برقی
ابزار و ماشین های برقی روشی را که فلزکاران در انجام پروژه های بزرگ یا پیچیده انجام می دهند تغییر می دهند. این ابزارها سرعت و بهره وری را افزایش می دهند و آنها را به بهترین انتخاب برای کارهای با حجم بالا یا تکرارپذیر تبدیل می کنند. ماشینهایی مانند ترمزهای پرس هیدرولیک، برشهای CNC و سیستمهای جوش خودکار نتایج ثابت و تحملهای سختی را ارائه میدهند.
ماشین آلات با افزایش سرعت تولید و کاهش خطای انسانی کارایی را بهبود می بخشند. سیستم های خودکار وظایف تکراری را با دقت بالا انجام می دهند. دستگاه های CNC و جوشکارهای رباتیک می توانند روی اشکال پیچیده و دسته های بزرگ بدون خستگی کار کنند. ویژگی های ایمنی مانند گارد محافظ و خاموش شدن خودکار به محافظت از اپراتورها در برابر آسیب کمک می کند.
جنبه |
ماشین آلات در ساخت ورق فلز |
ابزارهای دستی اولیه در ساخت ورق فلز |
هدف |
شکل دهی، برش و فرم دهی کارآمد برای حجم های بزرگتر یا کارهای دقیق و قابل تکرار |
برای کارهای کوچکتر، نمونه سازی اولیه یا کارهای دقیق صنایع دستی استفاده می شود |
حجم و سرعت |
مناسب برای حجم بالا و تولید سریعتر |
برای مقادیر کم یا زمانی که سرعت کمتر مهم است، کاربردی تر است |
دقت و کنترل |
ماشین ها دقت ثابت و قابل تکراری را ارائه می دهند |
ابزارهای دستی امکان کنترل و احساس بیشتر را فراهم می کنند |
زمینه برنامه |
ساخت صنعتی، تولید انبوه |
صنایع دستی، نمونه سازی، کارگاه های کوچک |
ماشینها در تولید با حجم بالا عالی هستند، اما ابزارهای دستی برای کارهای سفارشی و تنظیمات خوب حیاتی هستند. یک فروشگاه متعادل برای دستیابی به بهترین نتایج از هر دو استفاده می کند.
ایمنی و اندازه گیری
تجهیزات ایمنی
ساخت ورق فلزی شامل لبه های تیز، ماشین آلات سنگین و محیط های پر سر و صدا است. کارگران باید از وسایل ایمنی مناسب برای محافظت از خود در برابر صدمات استفاده کنند. مهمترین انواع تجهیزات حفاظت فردی (PPE) عبارتند از:
دستکش : از دست ها در برابر بریدگی، سوختگی و لبه های تیز محافظت می کند.
عینک ایمنی دارای گواهینامه ANSI Z87.1 : از چشم ها در برابر زباله های پرنده و جرقه محافظت می کند.
محافظ شنوایی : گوش گیر یا گوش بند خطر کاهش شنوایی را در مغازه های پر سر و صدا کاهش می دهد. OSHA به محافظت از شنوایی نیاز دارد زمانی که سطح سر و صدا از 85 دسی بل در یک شیفت هشت ساعته فراتر رود.
ماسک های تنفسی : گرد و غبار، دود و ذرات معلق در هوا را در حین برش، آسیاب یا جوشکاری فیلتر کنید.
لباس های محافظ : ژاکت ها و پیش بند های مقاوم در برابر شعله از جرقه ها و فلزات داغ محافظت می کنند.
مغازه ها همچنین از محافظ ماشین برای جلوگیری از تماس تصادفی با قطعات متحرک استفاده می کنند. حفاظها، پردههای نور، قفلها و دکمههای توقف اضطراری به ایمنی کارگران کمک میکنند. روشهای Lockout/tagout (LOTO) منابع انرژی را در طول تعمیر و نگهداری جدا میکند و خطر آسیبهای الکتریکی یا مکانیکی را کاهش میدهد. کد ملی برق (NEC) استانداردهایی را برای ایمنی الکتریکی تعیین می کند، در حالی که سازمان هایی مانند انجمن جوشکاری آمریکا (AWS) و ISO آموزش و گواهینامه هایی را برای اقدامات ایمن ارائه می دهند.
نگهداری مناسب PPE و آموزش منظم نقش کلیدی در پیشگیری از آسیب دارد. دنده تمیز و به خوبی نگهداری شده بهتر عمل می کند و دوام بیشتری دارد. مطالعات نشان می دهد که آموزش جامع حفاظت از ماشین و ایمنی می تواند صدمات دست و انگشتان را تا 90 درصد در مغازه های ورق فلز کاهش دهد.
نکته: کارگران باید قبل از هر شیفت، وسایل ایمنی خود را بررسی کرده و فوراً وسایل آسیب دیده را تعویض کنند.
دستگاه های اندازه گیری
اندازه گیری دقیق تضمین می کند که قطعات ورق فلزی در کنار هم قرار می گیرند و مطابق طراحی عمل می کنند. سازندگان از طیف وسیعی از دستگاههای اندازهگیری استفاده میکنند که هر کدام سطح دقت خاص خود را دارند. رایج ترین ابزارها عبارتند از:
خط کش های فولادی دقیق : بسته به طول، دقت تا 0.001 اینچ را ارائه می دهد.
اندازه گیری های نوار دقیق : تحمل ± 1/32 اینچ برای طول های تا 12 فوت و ± 1/16 اینچ برای اندازه گیری های طولانی تر را ارائه می دهد.
خط کش های فولادی کالیبره شده و نوار اندازه گیری : این ابزارها مطابق با استانداردهای ملی قابل ردیابی هستند، با دقت تایید شده و انحرافات مستند ارائه می شوند.
میکرومتر : بالاترین دقت را در بین ابزارهای دستی ارائه می دهد. میکرومترهای دیجیتال، ورنیه، داخلی و نیمکتی نیاز به رسیدگی دقیق دارند. کاربران باید بازی اسپیندل را حذف کنند، دستگاه را صفر کنند، فشار سبکی اعمال کنند و برای بهترین نتیجه اندازه گیری صورت ها را تمیز نگه دارند.
جدول زیر محدوده های تحمل معمولی را برای مواد مختلف ورق فلزی نشان می دهد:
نوع مواد |
محدوده تحمل معمولی (اینچ) |
یادداشت ها |
آلیاژهای آلومینیوم |
0.010 ± تا 0.030 ± |
نرم تر، شکل پذیرتر |
فولاد ضد زنگ |
0.005 ± تا 0.015 ± |
سخت تر، مستلزم تحمل شدیدتر است |
فولاد کربن |
0.015 ± تا 0.045 ± |
تحمل متوسط |
آلیاژهای مس |
0.008 ± تا 0.020 ± |
تحمل متوسط |
فولاد ابزار |
0.002 ± تا 0.010 ± |
تحمل بسیار کم به دلیل سختی |
تیتانیوم |
0.005 ± تا 0.015 ± |
نسبت استحکام به وزن بالا |
دستگاه های اندازه گیری تایید شده به حفظ کیفیت و ثبات در هر پروژه کمک می کنند. کالیبراسیون منظم و استفاده دقیق اطمینان حاصل می کند که اندازه گیری ها در طول زمان دقیق باقی می مانند.
توجه: بررسی مجدد اندازه گیری ها قبل از برش یا شکل دادن به جلوگیری از اشتباهات پرهزینه و ضایعات مواد کمک می کند.
ساخت ورق فلز، فلز مسطح را به قطعات محکم و دقیق برای بسیاری از صنایع تبدیل می کند. کارگران از روش های برش، شکل دهی، اتصال و تکمیل هم با ابزار دستی و هم با ماشین آلات استفاده می کنند. درک هر مرحله به ایجاد محصولات با کیفیت بالا کمک می کند. انتخاب تکنیک مناسب به نیازهای پروژه، خواص مواد و تجهیزات موجود بستگی دارد. فناوری جدید مانند ماشین های CNC سرعت و دقت را بهبود می بخشد. انتخاب مواد، مانند فولاد یا آلومینیوم، بر هزینه و عملکرد تأثیر می گذارد. برنامه ریزی دقیق تضمین می کند که ساخت ورق فلزی با اهداف طراحی و استانداردهای صنعت مطابقت دارد.
سوالات متداول
رایج ترین ابزار برش در ساخت ورق فلز چیست؟
قیچی رایج ترین ابزار برش است. کارگران از آنها برای برش مستقیم روی ورق های نازک استفاده می کنند. قیچی لبه های تمیز و نتایج سریع را ارائه می دهد. برای اشکال ضخیم تر یا پیچیده تر، تکنسین ها اغلب از اره ها یا ماشین های CNC استفاده می کنند.
تکنسین ها چگونه ایمنی را در حین ساخت تضمین می کنند؟
تکنسین ها از دستکش، عینک ایمنی و محافظ شنوایی استفاده می کنند. آنها از قوانین سختگیرانه مغازه پیروی می کنند و از محافظ ماشین استفاده می کنند. آموزش منظم و بررسی تجهیزات به جلوگیری از صدمات کمک می کند. مغازهها همچنین از توقفهای اضطراری و روشهای قفل/تاگوت استفاده میکنند.
کدام فلزات برای ساخت ورق فلزی بهتر عمل می کنند؟
فولاد، آلومینیوم، مس و برنج محبوب ترین انتخاب ها هستند. فولاد قدرت را ارائه می دهد. آلومینیوم در برابر خوردگی مقاوم است و وزن کمتری دارد. مس رسانایی خوبی دارد. برنج استحکام را با یک پوشش تزئینی ترکیب می کند.
چرا سازندگان از ماشین های CNC استفاده می کنند؟
دستگاه های CNC فلز را با دقت بالا برش می دهند، خم می کنند و شکل می دهند. آنها دستورالعمل های برنامه ریزی شده را دنبال می کنند. دستگاه های CNC خطاها را کاهش داده و سرعت تولید را افزایش می دهند. تکنسین ها از آنها برای اشکال پیچیده و تحمل های محکم استفاده می کنند.
کدام روش تکمیل فلز را از زنگ زدگی محافظت می کند؟
پوشش پودری فلز را از زنگ زدگی و سایش محافظت می کند. این یک لایه سخت و رنگارنگ ایجاد می کند. تکنسین ها همچنین از رنگ آمیزی، آنودایز و آبکاری برای محافظت و ظاهر استفاده می کنند.
کارگران چگونه دقت قطعات ورق فلزی را اندازه گیری می کنند؟
کارگران از کولیس، میکرومتر و خط کش فولادی استفاده می کنند. آنها ضخامت، طول و زاویه را بررسی می کنند. گیج های دیجیتال و ماشین های اندازه گیری مختصات به قطعات پیچیده کمک می کنند. بررسی مجدد اندازه گیری ها از اشتباه جلوگیری می کند.
آیا ابزارهای دستی می توانند جایگزین ماشین آلات در ساخت شوند؟
ابزارهای دستی برای کارهای کوچک، تعمیرات و کارهای دقیق به خوبی کار می کنند. ماشین ها حجم های بزرگ و اشکال پیچیده را کنترل می کنند. اکثر مغازه ها از هر دو برای بهترین نتیجه استفاده می کنند.
تفاوت اصلی جوشکاری و پرچکاری چیست؟
جوشکاری قطعات فلزی را برای یک اتصال دائمی به هم ذوب می کند. پرچین ورق ها را با پین های فلزی به هم متصل می کند. جوشکاری اتصالات قوی تری ایجاد می کند. پرچین برای مونتاژ کور و تولید سریع به خوبی کار می کند.