Tillverkning av plåt bygger på tre huvudteknikkategorier: skärning, formning och sammanfogning. Stödstegen inkluderar efterbehandling och exakt mätning. De vanligaste metoderna och verktygen visas i tabellen nedan:
Teknik |
Beskrivning |
Vanliga verktyg/metoder |
Skärande |
Forma metall genom att ta bort material |
Handsaxar, plasmaskärare, vinkelslipar |
Formning |
Böjning eller sträckning av metall till form |
Kantpress, hammare, engelskt hjul |
Sammanfogning |
Att koppla ihop metallbitar |
Svetsutrustning, nitpistoler |
Dessa grundläggande plåttillverkningstekniker utgör kärnan i plåttillverkningsprocessen. Anpassade plåttillverkningsprojekt följer ofta de 5 nyckelstegen i plåttillverkning: En omfattande guide.
5 viktiga steg i plåttillverkning
De 5 nyckelstegen i plåttillverkning: en omfattande guide, inkluderar skärning, formning, sammanfogning, efterbehandling och mätning och säkerhet. Varje steg använder specifika metalltillverkningstekniker och verktyg för att omvandla råmaterial till färdiga produkter. Följande avsnitt bryter ner dessa steg och belyser de viktigaste metoderna.
Skärande
Skärning är det första steget i steg för tillverkning av plåt . Den formar metall genom att ta bort material, med hjälp av en rad grundläggande plåttillverkningstekniker. De vanligaste skärmetoderna inkluderar klippning, laserskärning, plasmaskärning, vattenskärning och sågning. Varje metod erbjuder unika fördelar för olika applikationer.
Klippning
Klippning använder två stora blad för att skära raka linjer genom plåt. Denna teknik är snabb och effektiv, vilket gör den idealisk för bygg- och infrastrukturprojekt. Klippmaskiner hanterar stora volymer och ger rena, raka snitt. Operatörer använder ofta klippning för snabba jobb som inte kräver intrikata former.
Laserskärning
Laserskärning använder en fokuserad laserstråle för att skära genom metall. Denna metod ger hög precision och hastighet, speciellt för tunna material. Laserskärning fungerar bra för högvolymproduktion och automatiserade system. Den är begränsad till material upp till cirka 5/8 tum tjocka. Många tillverkare väljer laserskärning för dess noggrannhet och rena kanter.
Plasmaskärning
Plasmaskärning använder virvlande gaser och en ljusbåge för att skära metall. Denna teknik är effektiv för tjockare metaller och erbjuder snabba skärhastigheter. Plasmaskärare hanterar en mängd olika metaller, inklusive stål och aluminium. Operatörer väljer plasmaskärning när de behöver bearbeta tjockare ark snabbt.
Vattenskärning
Vattenskärningsprocessen använder en högtrycksström av vatten blandat med slipmedel för att skära igenom metall. Vattenskärning håller metallen platt och undviker värmepåverkade zoner, vilket gör den idealisk för material som är känsliga för värme. Vattenskärning kan hantera tjocka material, inklusive stål, keramik och sten. Många butiker använder vattenskärning för projekt som kräver precision utan termisk distorsion.
Sågning
Sågning är en av de äldsta metallskärningsmetoderna. Den ger raka snitt och är lämplig för enkla applikationer. Bandsågar och huggsågar är vanliga verktyg för denna teknik. Sågning förblir ett pålitligt val för grundläggande snitt i metalltillverkningsprocessen.
Tips: Precision är avgörande vid skärning. Tekniker använder avancerad CAD-mjukvara och CNC-maskiner för att planera och utföra skärningar, vilket minskar felen och förbättrar säkerheten.
Formning
Formning formar metallen till önskad geometri. Detta steg inkluderar en rad metalltillverkningstekniker såsom bockning, stansning, sträckning, rullning, djupdragning, hackning, krympning och pärlning. Plåtformning är avgörande för att skapa komplexa delar och strukturer.
Böjning
Böjning är en central del av plåtformning. Operatörer använder kantpressar och andra bockningstekniker för att skapa vinklar och kurvor. Böjning applicerar kraft längs en rak axel och ändrar formen utan att skära eller stansa. Denna metod är vanlig vid tillverkning av konsoler, kapslingar och bildelar. Plåtbockning kräver noggrann planering för att undvika fel och slöseri.
Stämpling
Stämpling använder höghastighetspressar och stansar för att forma plåt till specifika former. Denna teknik är idealisk för massproduktion och snäva toleranser. Stämpling producerar föremål som bildörrar, maskindelar och stålplåtar. Det är en nyckelmetod i de 5 nyckelstegen i plåttillverkning: en omfattande guide.
Stretching
Stretching drar metallen för att öka dess yta. Denna formningsteknik är användbar för att skapa jämna, böjda ytor. Operatörer använder stretching för delar som bilpaneler och flygplansskinn. Stretching kräver exakt kontroll för att förhindra sönderrivning eller förtunning.
Rullande
Valsning passerar plåt genom rullar för att bilda komplexa tvärsnittsformer. Denna metod är exakt och effektiv och producerar föremål som takpaneler, balkar och förvaringshyllor. Valsning är en viktig del av plåtformningen, särskilt för stora strukturella komponenter.
Djupteckning
Djupdragning formar ihåliga former genom att plåt dras in i en form. Denna teknik skapar föremål som burkar, handfat och hjälmar. Djupritning är vanligt i industrier som behöver starka, sömlösa delar.
Naggning
Notching tar bort små sektioner från kanterna på plåt. Denna formningsmetod förbereder metallen för ytterligare bockning eller sammanfogning. Skåra är viktigt för att passa ihop bitar i sammansättningar.
Krymper
Krympning minskar storleken på specifika områden i plåt. Denna teknik hjälper till att skapa kurvor och konturer. Operatörer använder krympning för att justera passform och finish i anpassade projekt.
Beading
Beading lägger till upphöjda eller indragna linjer till plåt. Denna formningsprocess stärker metallen och förbättrar utseendet. Beading är vanligt i dekorativa trim och förstärkningsdetaljer.
Notera: Att hantera materialexpansion och deformation är en utmaning vid formning. Tekniker använder programvara som SolidWorks för att beräkna mönster och optimera böjningssekvenser, vilket minskar slöseri och fel.
Sammanfogning
Sammanfogning förbinder separata metallbitar för att bilda en komplett sammansättning. De viktigaste sammanfogningsteknikerna vid tillverkning av plåt inkluderar svetsning, nitning och limning. Varje metod erbjuder olika styrkor och väljs utifrån projektets krav.
Svetsning
Svetsning är en permanent sammanfogningsmetod som smälter samman metallbitar. Det ger hög belastningskapacitet och läckagesäkra fogar. Svetsning är lämplig för komplexa former och används ofta i metalltillverkningsprocessen. Operatörer måste kontrollera värmen för att förhindra skevhet, särskilt i tunna material. Metallsvetsning inkluderar tekniker som MIG, TIG och lasersvetsning.
Nitande
Nitning använder metallfästen för att foga ihop ark. Denna teknik skapar starka, permanenta fogar och möjliggör blindmontage. Nitning är kostnadseffektivt och pålitligt, vilket gör det till ett populärt val i många branscher.
Limning
Adhesiv limning förenar metallbitar med hjälp av speciallim. Denna metod är enkel och kan koppla ihop olika material. Limbindning påverkar inte metallens fysikaliska egenskaper. Det ger dock svagare fogar jämfört med svetsning eller nitning.
Kvalitetskontroll är viktigt vid sammanfogning. Operatörer använder klämmor, fixturer och automatiserade inspektionssystem för att säkerställa starka, defektfria fogar.
Efterbehandling
Finishing ger plåtdelar deras slutliga utseende och skyddar dem från skador. Detta steg förbättrar hållbarhet, utseende och prestanda. Tekniker använder flera metoder för att ta bort vassa kanter, släta ytor och applicera skyddande beläggningar.
Gradning
Gradning tar bort vassa kanter och grader kvar efter kapning eller stansning. Arbetare använder handfilar, avgradningshjul eller specialiserade maskiner. Denna process förhindrar skador och hjälper delar att passa ihop smidigt. Gradning förbereder också ytan för ytterligare efterbehandlingssteg.
Slipning
Slipning jämnar ut grova ytor och tar bort överflödigt material. Operatörer använder vinkelslipmaskiner, bandslipmaskiner eller bänkslipmaskiner. Slipning skapar en jämn yta och korrigerar mindre defekter. Det är viktigt att använda rätt grus och teknik för att undvika att skada metallen.
Putsning
Polering ger plåt en blank, reflekterande finish. Arbetare använder polerskivor, polerkuddar och specialblandningar. Polering förbättrar utseendet och kan även minska friktionen. Många dekorativa delar, såsom paneler och trim, kräver detta steg.
Beläggning
Beläggning skyddar metall från korrosion och slitage. Det finns flera beläggningsmetoder, var och en med sitt eget syfte. Tabellen nedan sammanfattar vanliga efterbehandlingsmetoder och deras huvudsakliga användningsområden:
Efterbehandlingsmetod |
Huvudsyfte |
Anodisering |
Bildar en skyddande oxidbeläggning för att förbättra korrosionsbeständigheten och skydda mot skador. |
Kemisk fräsning |
Etsar dekorativa mönster, logotyper eller markeringar på plåtdelar. |
Galvanisering |
Belägger metallytor med en annan metall för att förbättra korrosionsbeständigheten och förbättra utseendet. |
Pärlblästring |
Skapar en matt finish eller tar bort ytfel genom att blästra med glaspärlor. |
Pulverlackering |
Applicerar en torr pulverfilm för korrosion och slitageskydd, ger även attraktiv färg. |
Flytande färg |
Ger ett jämnt, polerat utseende genom att täcka ytor med färg. |
Flamsprutning |
Sprayar smält metall på uppvärmda komponenter för att skapa en slät, färdig yta. |
Silk Screening |
Applicerar silikonbläck för att skapa färgglada, dekorativa mönster eller text på ytan. |
Ytbehandling förbättrar både kvaliteten och livslängden på plåtdetaljer. Valet av metod beror på önskat utseende, hållbarhet och kostnad.
Tips: Noggrann hantering och regelbundet underhåll av utrustningen hjälper till att förhindra ytrepor och inriktningsproblem under efterbehandling. Att använda skyddsfilmer och 3D-modelleringsprogram kan också minska vanliga problem.
Mätning & Säkerhet
Noggranna mätningar och starka säkerhetsrutiner säkerställer högkvalitativa resultat vid tillverkning av plåt. Dessa steg hjälper till att förebygga fel, minska avfallet och skydda arbetare.
Mätverktyg
Tekniker använder en mängd olika verktyg för att kontrollera dimensioner och toleranser. Vanliga mätverktyg inkluderar:
Bromsok och mikrometer för exakta tjockleks- och längdkontroller
Måttband och linjaler för allmänna mått
Koordinatmätmaskiner (CMM) för komplexa delar med snäva toleranser
Digitala mätare och lasermätenheter för snabba, exakta avläsningar
Måttnoggrannhet är avgörande för korrekt passform och funktion. Arbetare dubbelkollar ofta måtten innan de skär eller formar. CAD-programvara, som SolidWorks eller Autodesk Fusion 360, hjälper till att ställa in och bibehålla exakta toleranser under hela processen. Regelbunden kalibrering av mätinstrument säkerställer tillförlitliga resultat.
Obs: Inspektionsprotokoll i varje steg – skärning, formning och svetsning – fångar upp defekter tidigt och minskar mängden skrot. Inspektion i första delen och kontinuerlig övervakning hjälper till att bibehålla noggrannheten även när verktygen slits ner.
Säkerhetsutrustning
Säkerhet är fortfarande en högsta prioritet i varje tillverkningsbutik. Arbetare använder personlig skyddsutrustning (PPE) för att skydda sig mot skador. Viktig säkerhetsutrustning inkluderar:
Handskar för att skydda händerna från vassa kanter och heta ytor
Skyddsglasögon eller ansiktsskydd för att förhindra ögonskador
Hörselskydd i bullriga miljöer
Andningsskydd eller masker vid arbete med damm eller ångor
Hjälmar och skyddskläder för svetsuppgifter
Butiker tillämpar strikta säkerhetsprotokoll och tillhandahåller regelbunden utbildning. Maskinskydd, nödstopp och lockout/tagout-procedurer förhindrar olyckor med rörlig utrustning. Bra städning, korrekt lyftteknik och tillräcklig ventilation minskar riskerna ytterligare.
Regelbundet underhåll av utrustning, kompetent personal och efterlevnad av industristandarder som ISO 9001 och AWS D1.1 säkerställer både säkerhet och kvalitet. Dessa metoder minimerar avfall, förebygger skador och hjälper till att leverera tillförlitliga produkter av hög kvalitet.
Tekniker för tillverkning av plåt
Skärningsmetoder
Skärning är det första stora steget i de flesta plåttillverkningsprocesser. Tekniker använder en mängd olika plåtskärningstekniker för att separera, forma eller storleksanpassa plåtar. Varje metod erbjuder unika toleranser och fungerar bäst med vissa materialtjocklekar. Tabellen nedan jämför de vanligaste skärmetoderna:
Skärmetod |
Typiska toleranser (mm) |
Materialtjockleksområde (mm) |
Viktiga egenskaper och anteckningar |
Vattenstråleskärning |
±0,03 till ±0,08 |
Upp till 200 |
Den mest exakta metoden; kallskärning eliminerar termisk distorsion; konsekvent precision över tjocklekar. |
Laserskärning |
±0,05 till ±0,1 |
Upp till 25-30 |
Snabb bearbetning; utmärkt noggrannhet på tunna till medelstora material; termisk distorsion kan påverka tjocka sektioner. |
Plasmaskärning |
±0,5 till ±1,5 |
100+ |
Lämplig för tjocka material; lösare toleranser; höghastighetsskärning för strukturella applikationer. |
Mekanisk klippning |
±0,1 till ±0,5 |
Upp till 12 |
Kostnadseffektiv för raka snitt; måttlig precision; begränsad tjocklekskapacitet. |
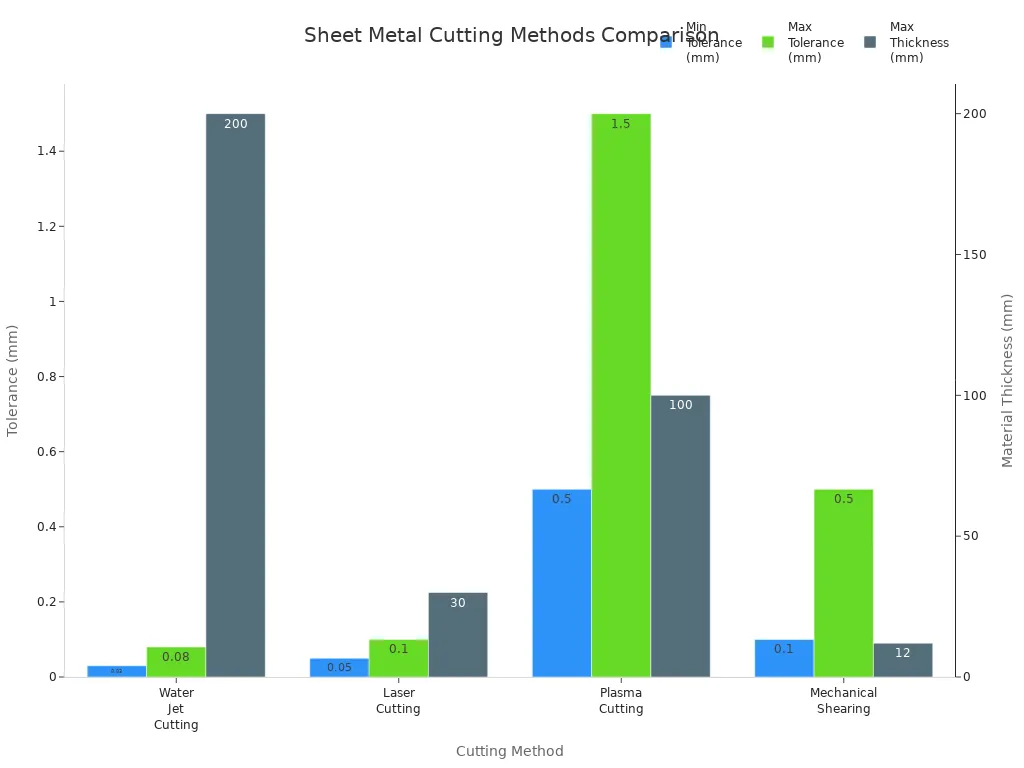
Vattenstråleskärning ger högsta precision och fungerar bra för tjocka material. Laserskärning ger snabbhet och noggrannhet för tunna till medelstora ark. Plasmaskärning hanterar tjocka metaller snabbt, dock med mindre precision. Mekanisk klippning förblir kostnadseffektiv för raka snitt på tunnare plåt. Dessa skärtekniker utgör grunden för många metalltillverkningstekniker.
Tips: Att välja rätt skärmetod beror på den nödvändiga toleransen, materialtjockleken och projektbudgeten.
Formningsmetoder
Formning förvandlar platta metallplåtar till tredimensionella former. Plåtformningstekniker inkluderar ett brett utbud av processer, var och en lämpad för specifika former och material. Tabellen nedan visar de vanligaste formningsmetoderna och de material som är bäst lämpade för var och en:
Formningsmetod |
Beskrivning |
Lämpliga material |
Tryck på bromsning |
Använder en V-formad form för att böja plåt, vilket skapar exakta veck och lådliknande strukturer. |
Stål, aluminium, mässing |
Slip Rolling |
Passar plåt mellan rullar för att bilda koner och cylindrar genom kallvalsning. |
Stål, aluminium, koppar |
Stämpling |
Högvolym kallformning med hjälp av stansar och stansar för att forma delar med hål, flänsar, präglingar. |
Stål, aluminium, mässing |
Flänsning (flänsande) |
Bildar utsvängda eller flänsade kanter för läppar eller förstärkning. |
Stål, aluminium |
Prägling |
Skapar upphöjda eller försänkta mönster på plåtytor. |
Stål, aluminium, koppar |
Rullande |
Bildar vinklade slitsar eller ventiler för ventilation eller estetik. |
Stål, aluminium |
Myntande |
Använder extremt tryck för att skapa detaljerade intryck. |
Stål, mässing |
Spinning |
Formar metall på en roterande dorn för att producera ihåliga, axiellt symmetriska delar. |
Aluminium, stål |
Rullformning |
Böjer plåt gradvis genom rullar för att bilda långa böjar eller kurvor. |
Stål, aluminium |
Böjning framstår som den mest använda formningsprocessen. Operatörer använder kantpressar för att skapa V-, U- och kanalformer. Drawing sträcker metall till formar för djupa, komplexa delar som bilpaneler. Curling formar rullade kanter för att ta bort skärpa och förbättra säkerheten. Stämpling inkluderar djupdragning, fourslide, hydroformning, blankning, myntning och prägling. Varje formningsteknik formar metallen för dess slutliga användning.
Stål, aluminium, koppar och mässing är de vanligaste materialen för plåtformning. Stål ger styrka och hållbarhet. Aluminium är lätt och motstår korrosion. Koppar ger utmärkt ledningsförmåga och formbarhet. Mässing kombinerar styrka med en dekorativ finish.
Obs: Att välja rätt formningsmetod och material säkerställer att den färdiga delen uppfyller kraven på styrka, utseende och kostnad.
Sammanfogningsmetoder
Sammanfogningsmetoder kopplar samman separata metalldelar till en enda enhet. De vanligaste tillverkningsteknikerna för sammanfogning inkluderar svetsning, mekanisk fästning, vikfogar, clinching och limning. Tabellen nedan sammanfattar dessa sammanfogningstekniker:
Sammanfogningsmetod |
Styrka |
Typiska användningsfall |
Begränsningar |
Svetsning |
Hög |
Permanenta, höghållfasta leder i fordon, industrimaskiner, flyg |
Kräver kvalificerad arbetskraft, värme kan förvränga tunna metaller |
Mekanisk infästning |
Måttlig |
Löstagbara leder, löpande band, VVS, apparattillverkning |
Lägger till vikt, kan påverka estetiken, svagare än svetsning |
Vikfogar |
Låg till måttlig |
Lätta, visuellt rena anslutningar, VVS-kanaler, kapslingar, icke-bärande fordonspaneler |
Begränsad till tunna metaller, mindre starka än svetsning, kräver exakt böjning |
Klängande |
Måttlig |
Tillverkning i stora volymer, HVAC, lätta enheter |
Begränsad styrka, inte för applikationer med hög belastning |
Limning |
Låg till måttlig |
Sammanfogning av olika metaller, släta ytskikt, lätta strukturer |
Lägre hållfasthet, miljökänslig, längre härdningstider |
Svetsning skapar starka, permanenta fogar och är avgörande i fordons- och industriapplikationer. Mekanisk fästning använder skruvar, bultar eller nitar för löstagbara anslutningar. Vikfogar och clinching fungerar bra för lätta sammansättningar och VVS-kanaler. Adhesiv bindning förenar olika metaller och ger jämna ytbehandlingar, även om det ger mindre styrka än svetsning.
Tekniker kombinerar ofta sammanfogningstekniker för att balansera styrka, utseende och produktionshastighet i metalltillverkningsprocessen.
Efterbehandlingsmetoder
Efterbehandlingsmetoder ger plåtdelar deras slutliga utseende och skyddar dem från skador. Dessa tekniker förbättrar hållbarhet, säkerhet och visuellt tilltalande. Arbetarna väljer efterbehandlingsmetoder baserat på detaljens funktion, miljö och önskat utseende.
Vanliga efterbehandlingsmetoder vid tillverkning av plåt:
Gradning
Avgradning tar bort vassa kanter och små metallfragment som finns kvar efter kapning eller stansning. Arbetare använder handfilar, avgradningshjul eller maskiner för denna process. Gradning gör delar säkrare att hantera och förbereder ytor för vidare efterbehandling.
Slipning
Slipning slätar ut grova ytor och tar bort överflödigt material. Operatörer använder vinkelslipmaskiner, bandslipmaskiner eller bänkslipmaskiner. Slipning skapar en jämn yta och korrigerar små defekter. Detta steg är viktigt för delar som behöver en ren, jämn finish.
Polering
Polering ger plåt en blank, reflekterande yta. Arbetare använder polerskivor, polerkuddar och specialblandningar. Polering förbättrar delarnas utseende och kan även minska friktionen. Många dekorativa eller synliga delar kräver detta steg.
Beläggning
Beläggning skyddar metall från korrosion, fukt och slitage. Det finns flera beläggningsmetoder. Var och en erbjuder olika fördelar:
Beläggningsmetod |
Huvudsaklig fördel |
Typisk användning |
Pulverlackering |
Hållbar, färgglad finish |
Vitvaror, bildelar |
Anodisering |
Korrosionsbeständighet, hård yta |
Aluminium delar |
Galvanisering |
Glänsande, skyddande metallskikt |
Dekorativa föremål, hårdvara |
Målning |
Smidigt, färgstarkt utseende |
Paneler, kapslingar |
Pulverlackering använder torrt pulver och värme för att skapa ett segt, färgglatt lager. Anodisering bildar ett skyddande oxidskikt, mestadels på aluminium. Galvanisering täcker metallen med en annan metall, såsom krom eller nickel. Målning ger färg och skyddar ytan.
Pärlblästring
Pärlblästring använder små glaspärlor skjutna i hög hastighet för att rengöra och strukturera ytan. Denna metod tar bort brister och skapar en matt finish. Arbetare använder ofta pärlblästring före målning eller beläggning.
Tips: Att välja rätt efterbehandlingsmetod beror på delens användning, typen av metall och den nödvändiga hållbarheten. Korrekt efterbehandling förlänger livslängden på plåtprodukter och förbättrar deras prestanda.
Efterbehandlingsmetoder spelar en nyckelroll i plåttillverkningsprocessen. De säkerställer att delar ser bra ut, håller längre och uppfyller säkerhetsstandarder. Skickliga tekniker väljer och tillämpar dessa metoder för att uppnå bästa resultat för varje projekt.
Viktiga verktyg
Skärverktyg
Plåttillverkning börjar med skärverktyg. Dessa verktyg formar och storlek metallplåtar för senare steg. Varje verktyg tjänar ett specifikt syfte.
Sax
Saxar gör raka snitt på platta ark. Operatörer använder giljotinskärare för repetitiva uppgifter med stora volymer. Klippning fungerar bäst för tunnare material och ger rena kanter. Detta verktyg är viktigt för att förbereda metall före formning.
Sågar
Sågar hanterar tjockare eller hårdare metaller. Bandsågar och elektriska metallsågar skär raka linjer genom staplade plåtar. Rullsågar hjälper till med invecklade mönster. Kolvsågar kapar rör och profiler. Varje sågtyp matchar olika skärbehov.
Klipp
Snips liknar kraftiga saxar. Plåtklipp skär raka linjer och lätta kurvor i tunna ark. Flygklipp möjliggör mer detaljerade kurvor och cirklar. Arbetare använder snips för småskaliga eller konstnärliga projekt.
CNC-maskiner
CNC-maskiner automatiserar skärning med hög precision. Laserskärare, plasmaskärare och vattenstråleskärare faller i denna kategori. Dessa maskiner hanterar komplexa former och snäva toleranser. CNC-tekniken förbättrar hastigheten och noggrannheten i skärprocessen.
Tips: Vinkelslipar och metallnibbler spelar också en roll vid skärning, slipning och polering. De erbjuder mångsidighet för både grovt och fint arbete.
Formningsverktyg
Formverktyg formar platt metall till tredimensionella delar. Detta steg inkluderar böjning, sträckning, stämpling och rullning. Varje verktyg stöder en annan formningsmetod.
Tryck bromsar
Pressbromsar utför kantpressböjning. Operatörer använder dessa maskiner för att skapa exakta vinklar och veck. Kantpressar applicerar kraft längs en rak axel, vilket gör dem idealiska för att böja fästen, kapslingar och paneler. Mekaniska och hydrauliska pressar erbjuder olika hastighets- och kraftalternativ.
Rullande maskiner
Valsmaskiner för plåt mellan valsar. Denna process bildar koner, cylindrar och krökta former. Slip rolling fungerar bra för stål, aluminium och koppar. Rullformningslinjer hanterar långa, kontinuerliga böjar för balkar och paneler.
Hammers & Dollies
Hammare och dockor hjälper till med manuell formning. Arbetare använder dem för att sträcka, krympa och forma kurvor. Dessa verktyg möjliggör detaljerade justeringar och anpassat arbete. Engelska hjul hjälper också till att forma släta, böjda ytor.
Obs: Formverktyg inkluderar stans- och stanssatser för stansning och hålslagning. Varje formningsteknik kräver rätt verktyg för noggrannhet och effektivitet.
Sammanfogningsverktyg
Sammanfogningsverktyg koppla ihop separata metallstycken. De huvudsakliga sammanfogningsmetoderna inkluderar svetsning, nitning och limning.
Svetsutrustning
Svetsmaskiner, som TIG- och MIG-svetsare, skapar starka, permanenta bindningar. Dessa maskiner tillåter exakt kontroll över värme och fyllnadsmaterial. Svetsning upprätthåller den strukturella integriteten hos metallenheter. Operatörer använder svetsning i bil-, industri- och reparationsprojekt.
Nitvapen
Nitpistoler fäster metallplåtar tillsammans med metallstift. Nitning erbjuder en pålitlig och kostnadseffektiv sammanfogningsmetod. Detta verktyg fungerar bra för persiennmontering och högvolymproduktion.
Självhäftande verktyg
Självhäftande verktyg applicerar speciallim för limning av metall. Denna metod förenar olika material och skapar jämna ytbehandlingar. Limning är enkel men ger svagare fogar än svetsning eller nitning.
Tekniker använder ofta fästelement, trådskärare och märkningsverktyg vid sammanfogning och efterbehandling. Dessa verktyg säkerställer korrekt montering och säkra anslutningar.
Efterbehandlingsverktyg
Efterbehandlingsverktyg ger plåtdelar deras slutliga utseende och skyddar dem från skador. Dessa verktyg hjälper till att skapa jämna, säkra och attraktiva ytor. Arbetare använder efterbearbetningsverktyg efter skärning, formning och sammanfogning.
Slipmaskiner
Slipmaskiner tar bort ojämna kanter, svetssträngar och ytdefekter från plåt. De hjälper till att skapa en enhetlig finish och förbereder delar för målning eller beläggning. Arbetarna väljer mellan flera typer av slipmaskiner:
Vinkelslipmaskiner : Dessa verktyg använder roterande slipskivor. De fungerar bra för att jämna ut svetsar och städa upp kanter.
Bänkslipmaskiner : Dessa stationära maskiner har två slipskivor. Arbetare använder dem för att slipa verktyg och jämna ut små delar.
Bandslipmaskiner : Dessa maskiner använder ett kontinuerligt slipband. De hjälper till med stora, plana ytor och kan snabbt ta bort material.
Operatörer väljer rätt kvarn baserat på jobbets storlek och typen av metall. De använder ofta olika kornstorlekar för att uppnå önskad finish. Grova korn tar bort material snabbt, medan fina korn ger en jämnare yta.
Tips: Använd alltid skyddsglasögon och handskar när du använder slipmaskiner. Gnistor och metallfragment kan orsaka skador.
Polerare
Polermaskiner ger plåt en glänsande, reflekterande finish. De tar bort fina repor och gör att delar ser rena och professionella ut. Polermaskiner använder mjuka hjul eller pads med polermedel. Dessa föreningar hjälper till att jämna ut ytan och få fram en ljus glans.
Vanliga typer av polermaskiner inkluderar:
Roterande polermaskiner : Dessa verktyg snurrar en mjuk dyna i cirklar. De fungerar bra för plana och böjda ytor.
Orbital polermaskiner : Dessa maskiner flyttar dynan i små banor. De minskar virvelmärken och hjälper till att uppnå en jämn finish.
Arbetare polerar ofta dekorativa paneler, lister och synliga delar. De kan använda flera poleringssteg, börja med en grov blandning och avsluta med en fin. Korrekt polering förbättrar både utseendet och korrosionsbeständigheten.
Obs: Rengör ytan före polering. Smuts eller grus kan repa metallen och förstöra finishen.
Beläggningsutrustning
Beläggningsutrustning skyddar plåt från rost, fukt och slitage. Det ger också färg och förbättrar utseendet. Det finns flera typer av beläggningsutrustning:
Typ av utrustning |
Huvudsaklig användning |
Vanliga beläggningar |
Spraypistoler |
Applicera färg eller flytande beläggningar |
Färg, emalj, lack |
Pulverlackeringspistoler |
Applicera torra pulverlackeringar |
Pulverlackering |
Dopptankar |
Sänk delar i vätska |
Plätering, anodisering |
Spraypistoler använder tryckluft för att applicera ett tunt, jämnt lager färg. Pulverlackeringspistoler använder elektricitet för att fästa pulver på metallen, som sedan bakas på. Dopptankar täcker delar genom att doppa dem i ett vätskebad.
Operatörer väljer rätt utrustning baserat på beläggningstyp och delstorlek. Korrekt beläggning förlänger livslängden på plåtprodukter och gör att de ser nya ut.
Att använda rätt efterbehandlingsverktyg säkerställer att varje plåtdel uppfyller kvalitets- och säkerhetsstandarder. Skickliga medarbetare vet hur man väljer och använder dessa verktyg för bästa resultat.
Handverktyg kontra maskiner
Grundläggande handverktyg
Grundläggande handverktyg ger metallarbetare direkt kontroll över tillverkningsprocessen. Dessa verktyg möjliggör ett praktiskt tillvägagångssätt, vilket gör dem idealiska för små jobb, prototyper och detaljerat arbete. Skickliga arbetare föredrar ofta handverktyg när de behöver känna på materialet och göra exakta justeringar. Handverktyg hjälper också till att lära ut goda butiksvanor och stödja kunskapsdelning mellan teammedlemmar.
Verktygets namn |
Typisk tillämpning |
Trådklippare |
Klippning av slitna ändar och klipp av bitar från plåtkanter. |
Halslösa saxar |
Göra böjda, oregelbundna eller raka snitt på metall; tillåter fri rörlighet av metall runt bladet. |
Vinkelslip |
Polering, skärning och slipning av metall; mångsidigt handhållet elverktyg. |
Vinkelslipskivor |
Olika skivor (kapskivor, slipskivor, klaffskivor) för kapning, slipning och efterbehandling. |
Cleco fästelement |
Tillfälligt hålla ihop flera metallplåtar innan permanent sammanfogning. |
Borrkronor |
Borra hål för att kombinera bitar av plåt; inkluderar standard- och maskinskruvbits. |
Markeringsverktyg |
Verktyg som ritsar, bromsok och avdelare för exakt mätning och märkning på metall. |
Säkerhetsutrustning |
Hjälmar, glasögon, handskar och skyddskläder för arbetarnas säkerhet. |
Handverktyg utmärker sig i situationer där snabbhet är mindre viktigt än noggrannhet och hantverk. Arbetare kan undvika maskininstallationstid och göra snabba justeringar. Till exempel kan en metallarbetare använda halssaxar för att klippa en anpassad kurva eller markeringsverktyg för att lägga ut ett exakt mönster. Handverktyg möjliggör också bättre feedback och kontroll, vilket maskiner inte alltid kan ge.
Handverktyg är fortfarande viktiga för detaljerat, hantverksorienterat arbete. De stödjer kreativitet och kompetensutveckling i varje tillverkningsbutik.
Elverktyg och maskiner
Elverktyg och maskiner förändrar hur metallarbetare hanterar stora eller komplexa projekt. Dessa verktyg ökar hastigheten och produktiviteten, vilket gör dem till det bästa valet för stora volymer eller repeterbara uppgifter. Maskiner som hydrauliska kantpressar, CNC-skärare och automatiserade svetssystem ger konsekventa resultat och snäva toleranser.
Maskiner förbättrar effektiviteten genom att öka produktionshastigheten och minska mänskliga fel. Automatiserade system hanterar repetitiva uppgifter med hög precision. CNC-maskiner och robotsvetsare kan arbeta på komplexa former och stora partier utan att tröttna. Säkerhetsfunktioner som skyddande skydd och automatiska avstängningar hjälper till att skydda förare från skador.
Aspekt |
Maskiner för plåttillverkning |
Grundläggande handverktyg i plåttillverkning |
Ändamål |
Effektiv formning, skärning och formning för större volymer eller exakt, repeterbart arbete |
Används för mindre jobb, prototyper eller detaljerat hantverksorienterat arbete |
Volym och hastighet |
Lämplig för hög volym och snabbare produktion |
Mer praktiskt för små mängder eller när hastigheten är mindre kritisk |
Precision och kontroll |
Maskiner ger konsekvent, repeterbar precision |
Handverktyg möjliggör mer taktil kontroll och känsla |
Applikationskontext |
Industriell tillverkning, massproduktion |
Hantverk, prototyper, små jobbbutiker |
Maskiner utmärker sig i högvolymproduktion, men handverktyg är fortfarande avgörande för specialarbete och finjusteringar. En balanserad butik använder båda för att uppnå bästa resultat.
Säkerhet och mätning
Säkerhetsutrustning
Plåttillverkning involverar vassa kanter, tunga maskiner och högljudda miljöer. Arbetstagare måste använda rätt säkerhetsutrustning för att skydda sig mot skador. De viktigaste typerna av personlig skyddsutrustning (PPE) inkluderar:
Handskar : Skydda händerna från skärsår, brännskador och vassa kanter.
ANSI Z87.1 certifierade skyddsglasögon : Skydda ögonen från flygande skräp och gnistor.
Hörselskydd : Öronproppar eller hörselkåpor minskar risken för hörselnedsättning i bullriga butiker. OSHA kräver hörselskydd när ljudnivåerna överstiger 85 decibel under ett åtta timmars skift.
Andningsmasker : Filtrera bort damm, ångor och luftburna partiklar under skärning, slipning eller svetsning.
Skyddskläder : Flamsäkra jackor och förkläden skyddar mot gnistor och het metall.
Butiker använder också maskinskydd för att förhindra oavsiktlig kontakt med rörliga delar. Skydd, ljusridåer, förreglingar och nödstoppsknappar hjälper till att hålla arbetarna säkra. Lockout/tagout-procedurer (LOTO) isolerar energikällor under underhåll, vilket minskar risken för elektriska eller mekaniska skador. National Electrical Code (NEC) sätter standarder för elsäkerhet, medan organisationer som American Welding Society (AWS) och ISO tillhandahåller utbildning och certifiering för säkra metoder.
Korrekt underhåll av personlig skyddsutrustning och regelbunden träning spelar en nyckelroll för att förebygga skador. Ren, välskött utrustning fungerar bättre och håller längre. Studier visar att omfattande maskinbevakning och säkerhetsutbildning kan minska hand- och fingerskador med upp till 90 % i plåtslageributiker.
Tips: Arbetare bör inspektera sin säkerhetsutrustning före varje skift och byta ut skadade föremål omedelbart.
Mätenheter
Noggrann mätning säkerställer att plåtdelar passar ihop och fungerar som de är designade. Tillverkare använder en rad mätinstrument, var och en med sin egen precisionsnivå. De vanligaste verktygen inkluderar:
Precisionsstållinjaler : Ger noggrannhet upp till 0,001 tum, beroende på längd.
Precisionsmåttband : Erbjud toleranser på ±1/32 tum för längder upp till 12 fot och ±1/16 tum för längre mått.
Kalibrerade stållinjaler och måttband : Dessa verktyg kan spåras till nationella standarder och levereras med certifierad noggrannhet och dokumenterade avvikelser.
Mikrometrar : Levererar högsta noggrannhet bland handhållna verktyg. Digitala, vernier-, inner- och bänkmikrometrar kräver noggrann hantering. Användare måste eliminera spindelspel, nollställa enheten, applicera lätt tryck och hålla mätytorna rena för bästa resultat.
Tabellen nedan visar typiska toleransintervall för olika plåtmaterial:
Materialtyp |
Typiskt toleransintervall (tum) |
Anteckningar |
Aluminiumlegeringar |
±0,010 till ±0,030 |
Mjukare, mer formbar |
Rostfritt stål |
±0,005 till ±0,015 |
Hårdare, kräver snävare toleranser |
Kolstål |
±0,015 till ±0,045 |
Måttlig tolerans |
Kopparlegeringar |
±0,008 till ±0,020 |
Måttlig tolerans |
Verktygsstål |
±0,002 till ±0,010 |
Mycket snäva toleranser på grund av hårdhet |
Titan |
±0,005 till ±0,015 |
Högt förhållande mellan styrka och vikt |
Certifierade mätinstrument hjälper till att upprätthålla kvalitet och konsekvens i varje projekt. Regelbunden kalibrering och noggrann användning säkerställer att mätningarna förblir korrekta över tiden.
Obs: Dubbelkontroll av mätningar före skärning eller formning hjälper till att förhindra kostsamma misstag och materialspill.
Plåttillverkning formar platt metall till starka, exakta delar för många industrier. Arbetare använder metoder för skärning, formning, sammanfogning och efterbehandling med både handverktyg och maskiner. Att förstå varje steg hjälper till att skapa högkvalitativa produkter. Att välja rätt teknik beror på projektbehov, materialegenskaper och tillgänglig utrustning. Ny teknik, som CNC-maskiner, förbättrar hastigheten och noggrannheten. Materialval, som stål eller aluminium, påverkar kostnad och prestanda. Noggrann planering säkerställer att plåttillverkning uppfyller designmål och industristandarder.
FAQ
Vilket är det vanligaste skärverktyget vid plåttillverkning?
Saxar är det vanligaste skärverktyget. Arbetare använder dem för raka snitt på tunna ark. Saxar ger rena kanter och snabba resultat. För tjockare eller komplexa former använder tekniker ofta sågar eller CNC-maskiner.
Hur säkerställer tekniker säkerheten under tillverkningen?
Tekniker bär handskar, skyddsglasögon och hörselskydd. De följer strikta butiksregler och använder maskinskydd. Regelbunden träning och utrustningskontroller hjälper till att förebygga skador. Butiker använder också nödstopp och lockout/tagout-procedurer.
Vilka metaller fungerar bäst för plåttillverkning?
Stål, aluminium, koppar och mässing är de mest populära valen. Stål ger styrka. Aluminium motstår korrosion och väger mindre. Koppar ger bra ledningsförmåga. Mässing kombinerar styrka med en dekorativ finish.
Varför använder tillverkare CNC-maskiner?
CNC-maskiner skär, böjer och formar metall med hög precision. De följer programmerade instruktioner. CNC-maskiner minskar fel och påskyndar produktionen. Tekniker använder dem för komplexa former och snäva toleranser.
Vilken efterbehandlingsmetod skyddar metall från rost?
Pulverlackering skyddar metall från rost och slitage. Det skapar ett tufft, färgglatt lager. Tekniker använder också målning, anodisering och galvanisering för skydd och utseende.
Hur mäter arbetare noggrannhet i plåtdelar?
Arbetare använder bromsok, mikrometer och stållinjaler. De kontrollerar tjocklek, längd och vinklar. Digitala mätare och koordinatmätmaskiner hjälper till med komplexa delar. Dubbelkontroll av mätningar förhindrar misstag.
Kan handverktyg ersätta maskiner vid tillverkning?
Handverktyg fungerar bra för småjobb, reparationer och detaljarbete. Maskiner hanterar stora volymer och komplexa former. De flesta butiker använder båda för bästa resultat.
Vad är den största skillnaden mellan svetsning och nitning?
Svetsning smälter samman metallbitar för en permanent bindning. Nitning fogar plåtar med metallstift. Svetsning skapar starkare fogar. Nitning fungerar bra för blindmontage och snabb produktion.










