Fabrikasi logam kepingan bergantung pada tiga kategori teknik utama: memotong, membentuk dan mencantum. Langkah-langkah sokongan termasuk kemasan dan ukuran yang tepat. Kaedah dan alat yang paling biasa terdapat dalam jadual di bawah:
Teknik |
Penerangan |
Alat/Kaedah Biasa |
Memotong |
Membentuk logam dengan mengeluarkan bahan |
Gunting tangan, pemotong plasma, pengisar sudut |
Membentuk |
Membengkokkan atau meregangkan logam ke dalam bentuk |
Tekan brek, tukul, roda Inggeris |
Menyertai |
Menyambung kepingan logam bersama-sama |
Peralatan kimpalan, senapang rivet |
Teknik fabrikasi logam kepingan asas ini membentuk teras proses fabrikasi logam kepingan. Projek fabrikasi logam kepingan tersuai selalunya mengikut 5 Langkah Utama dalam Fabrikasi Logam Lembaran: Panduan Komprehensif.
5 Langkah Utama dalam Fabrikasi Logam Lembaran
5 langkah utama dalam fabrikasi logam kepingan: panduan komprehensif, termasuk memotong, membentuk, mencantum, kemasan, dan pengukuran & keselamatan. Setiap langkah menggunakan teknik dan alat fabrikasi logam khusus untuk mengubah bahan mentah kepada produk siap. Bahagian berikut memecahkan langkah-langkah ini dan menyerlahkan kaedah yang paling penting.
Memotong
Memotong adalah langkah pertama dalam langkah proses fabrikasi kepingan logam . Ia membentuk logam dengan mengeluarkan bahan, menggunakan pelbagai teknik fabrikasi logam kepingan asas. Kaedah pemotongan yang paling biasa termasuk ricih, pemotongan laser, pemotongan plasma, pemotongan waterjet dan menggergaji. Setiap kaedah menawarkan kelebihan unik untuk aplikasi yang berbeza.
Mencukur
Gunting menggunakan dua bilah besar untuk memotong garis lurus melalui kepingan logam. Teknik ini pantas dan cekap, menjadikannya sesuai untuk projek pembinaan dan infrastruktur. Mesin ricih mengendalikan jumlah yang tinggi dan menghasilkan potongan yang bersih dan lurus. Operator sering menggunakan ricih untuk kerja cepat yang tidak memerlukan bentuk yang rumit.
Pemotongan Laser
Pemotongan laser menggunakan pancaran laser terfokus untuk memotong logam. Kaedah ini memberikan ketepatan dan kelajuan yang tinggi, terutamanya untuk bahan nipis. Pemotongan laser berfungsi dengan baik untuk pengeluaran volum tinggi dan sistem automatik. Ia terhad kepada bahan sehingga kira-kira 5/8 inci tebal. Banyak pengeluar memilih pemotongan laser untuk ketepatan dan tepi yang bersih.
Pemotongan Plasma
Pemotongan plasma menggunakan gas berpusar dan arka elektrik untuk memotong logam. Teknik ini berkesan untuk logam yang lebih tebal dan menawarkan kelajuan pemotongan yang cepat. Pemotong plasma mengendalikan pelbagai logam, termasuk keluli dan aluminium. Operator memilih pemotongan plasma apabila mereka perlu memproses kepingan yang lebih tebal dengan cepat.
Pemotongan Waterjet
Proses pemotongan waterjet menggunakan aliran air bertekanan tinggi yang dicampur dengan bahan pelelas untuk memotong logam. Pemotongan waterjet memastikan logam rata dan mengelakkan zon terjejas haba, menjadikannya sesuai untuk bahan yang sensitif kepada haba. Pemotongan waterjet boleh mengendalikan bahan tebal, termasuk keluli, seramik dan batu. Banyak kedai menggunakan pemotongan waterjet untuk projek yang memerlukan ketepatan tanpa herotan haba.
menggergaji
Menggergaji adalah salah satu kaedah pemotongan logam tertua. Ia menghasilkan potongan lurus dan sesuai untuk aplikasi mudah. Gergaji jalur dan gergaji potong adalah alat biasa untuk teknik ini. Menggergaji kekal sebagai pilihan yang boleh dipercayai untuk pemotongan asas dalam proses fabrikasi logam.
Petua: Ketepatan adalah penting semasa memotong. Juruteknik menggunakan perisian CAD dan mesin CNC canggih untuk merancang dan melaksanakan pemotongan, mengurangkan ralat dan meningkatkan keselamatan.
Membentuk
Membentuk membentuk logam menjadi geometri yang dikehendaki. Langkah ini termasuk pelbagai teknik fabrikasi logam seperti lenturan, capan, regangan, guling, lukisan dalam, torehan, pengecutan dan manik. Pembentukan kepingan logam adalah penting untuk mencipta bahagian dan struktur yang kompleks.
Membongkok
Lenturan adalah bahagian teras pembentukan kepingan logam. Operator menggunakan brek tekan dan teknik lenturan lain untuk mencipta sudut dan lengkung. Lenturan menggunakan daya sepanjang paksi lurus, mengubah bentuk tanpa memotong atau menumbuk. Kaedah ini biasa dalam membuat kurungan, penutup, dan bahagian automotif. Lenturan kepingan logam memerlukan perancangan yang teliti untuk mengelakkan kesilapan dan pembaziran.
Mengecap
Setem menggunakan penekan dan cetakan berkelajuan tinggi untuk membentuk kepingan logam ke dalam bentuk tertentu. Teknik ini sesuai untuk pengeluaran besar-besaran dan toleransi yang ketat. Setem menghasilkan barangan seperti pintu kereta, bahagian mesin dan plat keluli. Ia adalah kaedah utama dalam 5 langkah utama dalam fabrikasi kepingan logam: panduan komprehensif.
Regangan
Regangan menarik logam untuk meningkatkan luas permukaannya. Teknik membentuk ini berguna untuk mencipta permukaan licin dan melengkung. Operator menggunakan regangan untuk bahagian seperti panel automotif dan kulit pesawat. Regangan memerlukan kawalan yang tepat untuk mengelakkan koyak atau penipisan.
bergolek
Menggolek melepasi kepingan logam melalui penggelek untuk membentuk bentuk keratan rentas yang kompleks. Kaedah ini adalah tepat dan cekap, menghasilkan item seperti panel bumbung, rasuk dan rak penyimpanan. Penggulungan adalah bahagian penting dalam pembentukan kepingan logam, terutamanya untuk komponen struktur yang besar.
Lukisan Dalam
Lukisan dalam membentuk bentuk berongga dengan menarik kepingan logam ke dalam dadu. Teknik ini mencipta barangan seperti tin, sinki, dan topi keledar. Lukisan dalam adalah perkara biasa dalam industri yang memerlukan bahagian yang kukuh dan lancar.
torehan
Notching mengeluarkan bahagian kecil dari tepi kepingan logam. Kaedah pembentukan ini menyediakan logam untuk lenturan atau penyambungan selanjutnya. Torehan adalah penting untuk memasang kepingan bersama-sama dalam perhimpunan.
Mengecut
Pengecutan mengurangkan saiz kawasan tertentu dalam kepingan logam. Teknik ini membantu mencipta lengkung dan kontur. Operator menggunakan pengecutan untuk menyesuaikan kesesuaian dan kemasan dalam projek tersuai.
Manik
Manik menambah garisan terangkat atau inden pada kepingan logam. Proses pembentukan ini menguatkan logam dan memperbaiki penampilan. Manik adalah perkara biasa dalam hiasan hiasan dan ciri tetulang.
Nota: Mengurus pengembangan dan ubah bentuk bahan adalah satu cabaran dalam membentuk. Juruteknik menggunakan perisian seperti SolidWorks untuk mengira corak dan mengoptimumkan jujukan lenturan, mengurangkan pembaziran dan ralat.
Menyertai
Cantuman menghubungkan kepingan logam yang berasingan untuk membentuk pemasangan yang lengkap. Teknik penyambungan utama dalam fabrikasi logam kepingan termasuk kimpalan, rivet, dan ikatan pelekat. Setiap kaedah menawarkan kekuatan yang berbeza dan dipilih berdasarkan keperluan projek.
Kimpalan
Kimpalan adalah kaedah penyambung kekal yang menggabungkan kepingan logam bersama-sama. Ia menyediakan kapasiti beban tinggi dan sambungan kalis bocor. Kimpalan sesuai untuk bentuk yang kompleks dan digunakan secara meluas dalam proses fabrikasi logam. Operator mesti mengawal haba untuk mengelakkan meledingkan, terutamanya dalam bahan nipis. Kimpalan logam termasuk teknik seperti MIG, TIG, dan kimpalan laser.
Memukau
Riveting menggunakan pengikat logam untuk menyambung kepingan bersama-sama. Teknik ini mencipta sendi yang kuat dan kekal dan membolehkan pemasangan buta. Riveting adalah kos efektif dan boleh dipercayai, menjadikannya pilihan popular dalam banyak industri.
Ikatan Pelekat
Ikatan pelekat menyambung kepingan logam menggunakan gam khusus. Kaedah ini mudah dan boleh menyambung bahan yang berbeza. Ikatan pelekat tidak menjejaskan sifat fizikal logam. Walau bagaimanapun, ia menghasilkan sambungan yang lebih lemah berbanding dengan kimpalan atau rivet.
Kawalan kualiti adalah penting semasa menyertai. Operator menggunakan sistem pengapit, lekapan dan pemeriksaan automatik untuk memastikan sambungan yang kuat dan bebas kecacatan.
Penamat
Kemasan memberikan bahagian kepingan logam rupa akhir mereka dan melindunginya daripada kerosakan. Langkah ini meningkatkan ketahanan, penampilan dan prestasi. Juruteknik menggunakan beberapa kaedah untuk menanggalkan tepi tajam, permukaan licin dan salutan pelindung.
Deburring
Deburring membuang tepi tajam dan burr yang ditinggalkan selepas memotong atau menumbuk. Pekerja menggunakan fail tangan, roda deburring atau mesin khusus. Proses ini menghalang kecederaan dan membantu bahagian-bahagian sesuai dengan lancar. Deburring juga menyediakan permukaan untuk langkah penamat selanjutnya.
Mengisar
Pengisaran melicinkan permukaan kasar dan mengeluarkan bahan berlebihan. Operator menggunakan pengisar sudut, pengisar tali pinggang, atau pengisar bangku. Pengisaran menghasilkan permukaan yang seragam dan membetulkan ketidaksempurnaan kecil. Adalah penting untuk menggunakan kersik dan teknik yang betul untuk mengelakkan kerosakan logam.
Menggilap
Menggilap memberikan kepingan logam yang berkilat, kemasan reflektif. Pekerja menggunakan roda penggilap, pad buffing dan sebatian khas. Menggilap menambah baik penampilan dan juga boleh mengurangkan geseran. Banyak bahagian hiasan, seperti panel dan trim, memerlukan langkah ini.
Salutan
Salutan melindungi logam daripada kakisan dan haus. Beberapa kaedah salutan wujud, masing-masing dengan tujuannya sendiri. Jadual di bawah meringkaskan kaedah kemasan biasa dan kegunaan utamanya:
Kaedah Penamat |
Tujuan Utama |
Anodizing |
Membentuk salutan oksida pelindung untuk meningkatkan rintangan kakisan dan melindungi daripada kerosakan. |
Pengilangan Kimia |
Mengukir corak hiasan, logo atau tanda pada bahagian kepingan logam. |
Penyaduran elektrik |
Salutan permukaan logam dengan logam lain untuk meningkatkan rintangan kakisan dan menambah baik penampilan. |
Letupan Manik |
Mencipta kemasan matte atau menghilangkan ketidaksempurnaan permukaan dengan letupan dengan manik kaca. |
Salutan Serbuk |
Menggunakan filem serbuk kering untuk perlindungan kakisan dan haus, juga memberikan warna yang menarik. |
Cat Cecair |
Memberikan rupa yang licin dan digilap dengan menutup permukaan dengan cat. |
Penyemburan Api |
Menyembur logam cair pada komponen yang dipanaskan untuk menghasilkan permukaan yang licin dan siap. |
Saringan Sutera |
Sapukan dakwat silikon untuk mencipta corak atau teks yang berwarna-warni, hiasan pada permukaan. |
Kemasan permukaan meningkatkan kedua-dua kualiti dan jangka hayat bahagian kepingan logam. Pilihan kaedah bergantung pada rupa yang diingini, ketahanan, dan kos.
Petua: Pengendalian berhati-hati dan penyelenggaraan peralatan yang kerap membantu mengelakkan calar permukaan dan isu penjajaran semasa penamat. Menggunakan filem pelindung dan perisian pemodelan 3D juga boleh mengurangkan masalah biasa.
Pengukuran & Keselamatan
Pengukuran yang tepat dan amalan keselamatan yang kukuh memastikan hasil yang berkualiti tinggi dalam fabrikasi kepingan logam. Langkah-langkah ini membantu mencegah ralat, mengurangkan pembaziran dan melindungi pekerja.
Alat Pengukur
Juruteknik menggunakan pelbagai alat untuk menyemak dimensi dan toleransi. Alat pengukur biasa termasuk:
Angkup dan mikrometer untuk pemeriksaan ketebalan dan panjang yang tepat
Ukuran pita dan pembaris untuk ukuran am
Mesin Pengukur Selaras (CMM) untuk bahagian kompleks dengan toleransi yang ketat
Tolok digital dan peranti ukuran laser untuk bacaan yang cepat dan tepat
Ketepatan dimensi adalah penting untuk kesesuaian dan fungsi yang betul. Pekerja sering menyemak semula ukuran sebelum memotong atau membentuk. Perisian CAD, seperti SolidWorks atau Autodesk Fusion 360, membantu menetapkan dan mengekalkan toleransi yang tepat sepanjang proses. Penentukuran tetap alat pengukur memastikan hasil yang boleh dipercayai.
Nota: Protokol pemeriksaan pada setiap peringkat—memotong, membentuk dan mengimpal—mendapat kecacatan lebih awal dan mengurangkan kadar sekerap. Pemeriksaan bahagian pertama dan pemantauan berterusan membantu mengekalkan ketepatan walaupun alat semakin haus.
Peralatan Keselamatan
Keselamatan kekal menjadi keutamaan di setiap kedai fabrikasi. Pekerja menggunakan peralatan pelindung diri (PPE) untuk melindungi daripada kecederaan. Peralatan keselamatan penting termasuk:
Sarung tangan untuk melindungi tangan daripada tepi tajam dan permukaan panas
Cermin mata keselamatan atau pelindung muka untuk mengelakkan kecederaan mata
Perlindungan pendengaran dalam persekitaran yang bising
Alat pernafasan atau topeng apabila bekerja dengan habuk atau asap
Topi keledar dan pakaian pelindung untuk tugas mengimpal
Kedai menguatkuasakan protokol keselamatan yang ketat dan menyediakan latihan tetap. Pengawal mesin, hentian kecemasan, dan prosedur kunci keluar/tagout mencegah kemalangan dengan peralatan bergerak. Pengemasan yang baik, teknik mengangkat yang betul, dan pengudaraan yang mencukupi mengurangkan lagi risiko.
Penyelenggaraan peralatan yang kerap, kakitangan mahir dan pematuhan kepada piawaian industri seperti ISO 9001 dan AWS D1.1 memastikan keselamatan dan kualiti. Amalan ini meminimumkan pembaziran, mencegah kecederaan dan membantu menyampaikan produk berkualiti tinggi yang boleh dipercayai.
Teknik Fabrikasi Logam Kepingan
Kaedah Pemotongan
Pemotongan berdiri sebagai langkah utama pertama dalam kebanyakan proses fabrikasi logam kepingan. Juruteknik menggunakan pelbagai teknik pemotongan kepingan logam untuk memisahkan, membentuk, atau saiz kepingan logam. Setiap kaedah menawarkan toleransi yang unik dan berfungsi paling baik dengan ketebalan bahan tertentu. Jadual di bawah membandingkan kaedah pemotongan yang paling biasa:
Kaedah Pemotongan |
Toleransi Biasa (mm) |
Julat Ketebalan Bahan (mm) |
Ciri dan Nota Utama |
Pemotongan Jet Air |
±0.03 hingga ±0.08 |
Sehingga 200 |
Kaedah yang paling tepat; pemotongan sejuk menghapuskan herotan haba; ketepatan yang konsisten merentas ketebalan. |
Pemotongan Laser |
±0.05 hingga ±0.1 |
Sehingga 25-30 |
Pemprosesan pantas; ketepatan yang sangat baik pada bahan nipis hingga sederhana; herotan haba boleh menjejaskan bahagian tebal. |
Pemotongan Plasma |
±0.5 hingga ±1.5 |
100+ |
Sesuai untuk bahan tebal; toleransi yang lebih longgar; pemotongan berkelajuan tinggi untuk aplikasi struktur. |
Guntingan Mekanikal |
±0.1 hingga ±0.5 |
Sehingga 12 |
Kos efektif untuk potongan lurus; ketepatan sederhana; keupayaan ketebalan terhad. |
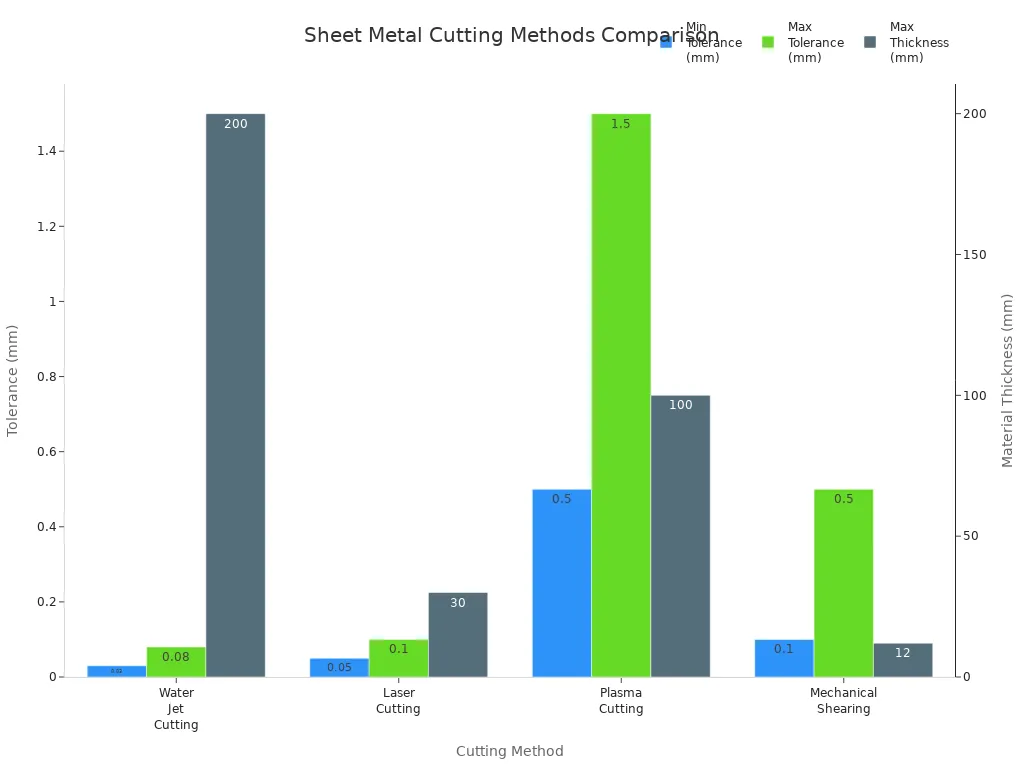
Pemotongan jet air memberikan ketepatan tertinggi dan berfungsi dengan baik untuk bahan tebal. Pemotongan laser memberikan kelajuan dan ketepatan untuk kepingan nipis hingga sederhana. Pemotongan plasma mengendalikan logam tebal dengan cepat, walaupun dengan ketepatan yang kurang. Guntingan mekanikal kekal kos efektif untuk potongan lurus pada helaian yang lebih nipis. Teknik pemotongan ini membentuk asas bagi banyak teknik fabrikasi logam.
Petua: Memilih kaedah pemotongan yang betul bergantung pada toleransi yang diperlukan, ketebalan bahan dan bajet projek.
Kaedah Membentuk
Membentuk mengubah kepingan logam rata kepada bentuk tiga dimensi. Teknik membentuk kepingan logam termasuk pelbagai proses, setiap satu sesuai untuk bentuk dan bahan tertentu. Jadual di bawah menggariskan kaedah pembentukan yang paling biasa dan bahan yang paling sesuai untuk setiap satu:
Kaedah Membentuk |
Penerangan |
Bahan yang Sesuai |
Tekan Brek |
Menggunakan acuan berbentuk V untuk melenturkan kepingan logam, menghasilkan lipatan yang tepat dan struktur seperti kotak. |
Keluli, Aluminium, Loyang |
Slip Rolling |
Melepasi kepingan logam antara penggelek untuk membentuk kon dan silinder melalui penggelek sejuk. |
Keluli, Aluminium, Tembaga |
Mengecap |
Pembentukan sejuk volum tinggi menggunakan acuan dan penebuk untuk membentuk bahagian dengan lubang, bebibir, timbul. |
Keluli, Aluminium, Loyang |
Flaring (Flanging) |
Membentuk tepi melebar atau bebibir untuk bibir atau tetulang. |
Keluli, Aluminium |
Mencetak timbul |
Mencipta reka bentuk timbul atau ceruk pada permukaan kepingan logam. |
Keluli, Aluminium, Tembaga |
Louvering |
Membentuk celah atau lubang bersudut untuk pengudaraan atau estetika. |
Keluli, Aluminium |
syiling |
Menggunakan tekanan yang melampau untuk mencipta tera terperinci. |
Keluli, Loyang |
Berpusing |
Membentuk logam pada mandrel berputar untuk menghasilkan bahagian berongga, simetri paksi. |
Aluminium, Keluli |
Roll Forming |
Bengkokkan kepingan logam secara beransur-ansur melalui penggelek untuk membentuk selekoh atau lengkung yang panjang. |
Keluli, Aluminium |
Lenturan menonjol sebagai proses pembentukan yang paling banyak digunakan. Operator menggunakan brek tekan untuk mencipta bentuk V, U dan saluran. Lukisan meregangkan logam ke dalam cetakan untuk bahagian yang dalam dan kompleks seperti panel automotif. Lencong membentuk tepi bergulung untuk menghilangkan ketajaman dan meningkatkan keselamatan. Setem termasuk cabutan dalam, empat gelongsor, pembentukan hidro, pengosongan, syiling, dan timbul. Setiap teknik membentuk membentuk logam untuk kegunaan terakhirnya.
Keluli, aluminium, tembaga, dan loyang adalah bahan yang paling biasa untuk membentuk kepingan logam. Keluli menawarkan kekuatan dan ketahanan. Aluminium ringan dan tahan kakisan. Tembaga memberikan kekonduksian dan kebolehtempaan yang sangat baik. Loyang menggabungkan kekuatan dengan kemasan hiasan.
Nota: Memilih kaedah dan bahan membentuk yang betul memastikan bahagian siap memenuhi keperluan kekuatan, penampilan dan kos.
Kaedah Menyertai
Kaedah penyambungan menyambung kepingan logam yang berasingan ke dalam satu pemasangan. Teknik fabrikasi yang paling biasa untuk menyambung termasuk kimpalan, pengikat mekanikal, sambungan lipatan, cengkaman, dan ikatan pelekat. Jadual di bawah meringkaskan teknik cantuman ini:
Kaedah Menyertai |
kekuatan |
Kes Penggunaan Biasa |
Had |
Kimpalan |
tinggi |
Sambungan kekal berkekuatan tinggi dalam automotif, jentera perindustrian, aeroangkasa |
Memerlukan tenaga kerja mahir, haba boleh memesongkan logam nipis |
Pengikat Mekanikal |
Sederhana |
Sambungan boleh tanggal, talian pemasangan, HVAC, pembuatan perkakas |
Menambah berat, boleh menjejaskan estetika, lebih lemah daripada kimpalan |
Sendi Lipat |
Rendah hingga Sederhana |
Sambungan ringan, bersih secara visual, saluran HVAC, penutup, panel automotif tanpa beban |
Terhad kepada logam nipis, kurang kuat daripada kimpalan, memerlukan lenturan yang tepat |
Mencengkam |
Sederhana |
Pembuatan volum tinggi, HVAC, pemasangan ringan |
Kekuatan terhad, bukan untuk aplikasi tekanan tinggi |
Ikatan Pelekat |
Rendah hingga Sederhana |
Mencantumkan logam yang berbeza, kemasan licin, struktur ringan |
Kekuatan yang lebih rendah, sensitif kepada persekitaran, masa pengawetan yang lebih lama |
Kimpalan mencipta sambungan yang kukuh dan kekal dan penting dalam aplikasi automotif dan industri. Pengancing mekanikal menggunakan skru, bolt atau rivet untuk sambungan boleh tanggal. Sambungan lipatan dan cengkaman berfungsi dengan baik untuk pemasangan ringan dan saluran HVAC. Ikatan pelekat bergabung dengan logam yang berbeza dan memberikan kemasan yang licin, walaupun ia menawarkan kekuatan yang kurang daripada kimpalan.
Juruteknik sering menggabungkan teknik cantuman untuk mengimbangi kekuatan, penampilan dan kelajuan pengeluaran dalam proses fabrikasi logam.
Kaedah Penamat
Kaedah penamat memberikan bahagian kepingan logam penampilan akhir mereka dan melindunginya daripada kerosakan. Teknik ini meningkatkan ketahanan, keselamatan dan daya tarikan visual. Pekerja memilih kaedah kemasan berdasarkan fungsi bahagian, persekitaran dan rupa yang diingini.
Kaedah Kemasan Biasa dalam Fabrikasi Logam Lembaran:
Deburring
Deburring menghilangkan tepi tajam dan serpihan logam kecil yang ditinggalkan selepas dipotong atau ditebuk. Pekerja menggunakan fail tangan, roda deburring atau mesin untuk proses ini. Deburring menjadikan bahagian lebih selamat untuk dikendalikan dan menyediakan permukaan untuk kemasan selanjutnya.
Pengisaran
Pengisaran melicinkan permukaan yang kasar dan mengeluarkan bahan berlebihan. Operator menggunakan pengisar sudut, pengisar tali pinggang, atau pengisar bangku. Pengisaran menghasilkan permukaan seragam dan membetulkan ketidaksempurnaan kecil. Langkah ini penting untuk bahagian yang memerlukan kemasan yang bersih dan sekata.
Menggilap Menggilap
memberikan kepingan logam permukaan berkilat dan reflektif. Pekerja menggunakan roda penggilap, pad buffing dan sebatian khas. Menggilap menambah baik penampilan bahagian dan juga boleh mengurangkan geseran. Banyak bahagian hiasan atau kelihatan memerlukan langkah ini.
Salutan
Salutan melindungi logam daripada kakisan, kelembapan dan haus. Beberapa kaedah salutan wujud. Setiap satu menawarkan faedah yang berbeza:
Kaedah Salutan |
Faedah Utama |
Penggunaan Biasa |
Salutan Serbuk |
Kemasan tahan lama dan berwarna-warni |
Perkakas, bahagian automotif |
Anodizing |
Rintangan kakisan, permukaan keras |
Bahagian aluminium |
Penyaduran elektrik |
Lapisan logam pelindung berkilat |
Barangan hiasan, perkakasan |
Melukis |
Penampilan yang licin dan berwarna-warni |
Panel, kandang |
Salutan serbuk menggunakan serbuk kering dan haba untuk menghasilkan lapisan yang keras dan berwarna-warni. Anodisasi membentuk lapisan oksida pelindung, kebanyakannya pada aluminium. Penyaduran elektrik meliputi logam dengan logam lain, seperti krom atau nikel. Lukisan menambah warna dan melindungi permukaan.
Bead Blasting
Peletupan manik menggunakan manik kaca kecil yang ditembak pada kelajuan tinggi untuk membersihkan dan mentekstur permukaan. Kaedah ini menghilangkan ketidaksempurnaan dan menghasilkan kemasan matte. Pekerja sering menggunakan letupan manik sebelum mengecat atau menyalut.
Petua: Memilih kaedah kemasan yang betul bergantung pada penggunaan bahagian, jenis logam, dan ketahanan yang diperlukan. Kemasan yang betul memanjangkan hayat produk logam kepingan dan meningkatkan prestasinya.
Kaedah penamat memainkan peranan penting dalam proses fabrikasi kepingan logam. Mereka memastikan bahagian kelihatan baik, tahan lebih lama dan memenuhi piawaian keselamatan. Juruteknik mahir memilih dan menggunakan kaedah ini untuk mencapai hasil terbaik bagi setiap projek.
Alat Penting
Alatan Memotong
Pembuatan kepingan logam bermula dengan alat pemotong. Alat ini membentuk dan bersaiz kepingan logam untuk langkah seterusnya. Setiap alat mempunyai tujuan tertentu.
Gunting
Gunting membuat potongan garis lurus pada kepingan rata. Operator menggunakan pemotong guillotine untuk tugasan bervolume tinggi dan berulang. Guntingan berfungsi paling baik untuk bahan yang lebih nipis dan menghasilkan tepi yang bersih. Alat ini penting untuk menyediakan logam sebelum dibentuk.
Gergaji
Gergaji mengendalikan logam yang lebih tebal atau lebih keras. Gergaji jalur dan gergaji logam elektrik memotong garis lurus melalui kepingan bertindan. Gergaji tatal membantu dengan reka bentuk yang rumit. Gergaji salingan memotong paip dan profil. Setiap jenis gergaji sepadan dengan keperluan pemotongan yang berbeza.
Snips
Potongan menyerupai gunting tugas berat. Potongan timah memotong garis lurus dan sedikit lengkung dalam kepingan nipis. Potongan penerbangan membolehkan lengkung dan bulatan yang lebih terperinci. Pekerja menggunakan coretan untuk projek berskala kecil atau artistik.
Mesin CNC
Mesin CNC mengautomasikan pemotongan dengan ketepatan tinggi. Pemotong laser, pemotong plasma dan pemotong jet air termasuk dalam kategori ini. Mesin ini mengendalikan bentuk yang kompleks dan toleransi yang ketat. Teknologi CNC meningkatkan kelajuan dan ketepatan dalam proses pemotongan.
Petua: Pengisar sudut dan penggigit logam juga memainkan peranan dalam memotong, mengisar dan menggilap. Mereka menawarkan serba boleh untuk kerja kasar dan halus.
Alat Pembentukan
Alatan membentuk membentuk logam leper kepada bahagian tiga dimensi. Langkah ini termasuk membongkok, meregang, mengecap dan bergolek. Setiap alat menyokong kaedah pembentukan yang berbeza.
Tekan Brek
Tekan brek melakukan tekan brek membongkok. Operator menggunakan mesin ini untuk mencipta sudut dan lipatan yang tepat. Brek tekan menggunakan daya sepanjang paksi lurus, menjadikannya ideal untuk kurungan lentur, penutup dan panel. Penekan mekanikal dan hidraulik menawarkan pilihan kelajuan dan daya yang berbeza.
Mesin Rolling
Mesin penggulung melepasi kepingan logam antara penggelek. Proses ini membentuk kon, silinder, dan bentuk melengkung. Penggulungan gelincir berfungsi dengan baik untuk keluli, aluminium dan tembaga. Garis membentuk gulungan mengendalikan lenturan yang panjang dan berterusan untuk rasuk dan panel.
Tukul & Dollies
Tukul dan anak patung membantu membentuk manual. Pekerja menggunakannya untuk meregangkan, mengecut dan membentuk lengkung. Alat ini membenarkan pelarasan terperinci dan kerja tersuai. Roda Inggeris juga membantu dalam membentuk permukaan licin dan melengkung.
Nota: Alat membentuk termasuk set penebuk dan mati untuk pengecapan dan penebuk lubang. Setiap teknik membentuk memerlukan alat yang tepat untuk ketepatan dan kecekapan.
Menyertai Alat
Alat penyambung menyambung kepingan logam yang berasingan. Kaedah penyambungan utama termasuk kimpalan, rivet, dan ikatan pelekat.
Peralatan Kimpalan
Mesin kimpalan, seperti pengimpal TIG dan MIG, mencipta ikatan yang kukuh dan kekal. Mesin ini membenarkan kawalan tepat ke atas haba dan bahan pengisi. Kimpalan mengekalkan integriti struktur pemasangan logam. Operator menggunakan kimpalan dalam projek automotif, perindustrian dan pembaikan.
Senapang Rivet
Pistol rivet mengikat kepingan logam bersama-sama dengan pin logam. Riveting menawarkan kaedah penyambungan yang boleh dipercayai dan kos efektif. Alat ini berfungsi dengan baik untuk pemasangan buta dan pengeluaran volum tinggi.
Alat Pelekat
Alat pelekat menggunakan gam khusus untuk mengikat logam. Kaedah ini menggabungkan bahan yang berbeza dan menghasilkan kemasan yang licin. Ikatan pelekat adalah mudah tetapi menghasilkan sambungan yang lebih lemah daripada kimpalan atau rivet.
Juruteknik sering menggunakan pengikat, pemotong wayar, dan alat penanda semasa penyambungan dan penamat. Alat ini memastikan pemasangan yang tepat dan sambungan selamat.
Alat Penamat
Alat penamat memberikan bahagian kepingan logam penampilan akhir mereka dan melindunginya daripada kerosakan. Alat ini membantu mencipta permukaan licin, selamat dan menarik. Pekerja menggunakan alat kemasan selepas memotong, membentuk dan mencantumkan langkah.
Pengisar
Pengisar mengeluarkan tepi kasar, kimpalan manik dan ketidaksempurnaan permukaan daripada kepingan logam. Mereka membantu mencipta kemasan seragam dan menyediakan bahagian untuk mengecat atau menyalut. Pekerja memilih daripada beberapa jenis pengisar:
Pengisar sudut : Alat ini menggunakan cakera pelelas berputar. Ia berfungsi dengan baik untuk melicinkan kimpalan dan membersihkan tepi.
Pengisar bangku : Mesin pegun ini mempunyai dua roda pengisar. Pekerja menggunakannya untuk mengasah alat dan melicinkan bahagian kecil.
Pengisar tali pinggang : Mesin ini menggunakan tali pinggang kasar yang berterusan. Mereka membantu dengan permukaan yang besar dan rata dan boleh mengeluarkan bahan dengan cepat.
Operator memilih pengisar yang betul berdasarkan saiz kerja dan jenis logam. Mereka sering menggunakan saiz pasir yang berbeza untuk mencapai kemasan yang diingini. Pasir kasar mengeluarkan bahan dengan cepat, manakala pasir halus menghasilkan permukaan yang lebih licin.
Petua: Sentiasa pakai cermin mata dan sarung tangan keselamatan apabila menggunakan pengisar. Percikan api dan serpihan logam boleh menyebabkan kecederaan.
Penggilap
Penggilap memberikan kepingan logam yang berkilat, kemasan reflektif. Ia menghilangkan calar halus dan menjadikan bahagian kelihatan bersih dan profesional. Penggilap menggunakan roda lembut atau pad dengan sebatian penggilap. Sebatian ini membantu melicinkan permukaan dan mengeluarkan kilauan yang terang.
Jenis pengilat biasa termasuk:
Penggilap berputar : Alat ini memutar pad lembut dalam bulatan. Ia berfungsi dengan baik untuk permukaan rata dan melengkung.
Penggilap orbit : Mesin ini menggerakkan pad dalam orbit kecil. Mereka mengurangkan tanda pusaran dan membantu mencapai kemasan yang sekata.
Pekerja sering menggilap panel hiasan, trim dan bahagian yang boleh dilihat. Mereka mungkin menggunakan beberapa langkah penggilap, bermula dengan sebatian kasar dan diakhiri dengan yang halus. Penggilapan yang betul meningkatkan penampilan dan rintangan kakisan.
Nota: Bersihkan permukaan sebelum menggilap. Kotoran atau pasir boleh mencalarkan logam dan merosakkan kemasannya.
Peralatan Salutan
Peralatan salutan melindungi kepingan logam daripada karat, kelembapan dan haus. Ia juga menambah warna dan menambah baik penampilan. Beberapa jenis peralatan salutan wujud:
Jenis Peralatan |
Kegunaan Utama |
Salutan Biasa |
Senapang semburan |
Sapukan cat atau salutan cecair |
Cat, enamel, lakuer |
Pistol salutan serbuk |
Sapukan salutan serbuk kering |
Salutan serbuk |
Tangki celup |
Tenggelamkan bahagian dalam cecair |
Penyaduran, anodizing |
Pistol sembur menggunakan udara termampat untuk menyapu lapisan cat yang nipis dan sekata. Pistol salutan serbuk menggunakan elektrik untuk melekat serbuk pada logam, yang kemudiannya dibakar. Tangki celup melapisi bahagian dengan mencelupkannya dalam mandi cecair.
Operator memilih peralatan yang betul berdasarkan jenis salutan dan saiz bahagian. Salutan yang betul memanjangkan hayat produk logam kepingan dan memastikan ia kelihatan baharu.
Menggunakan alat kemasan yang betul memastikan setiap bahagian kepingan logam memenuhi piawaian kualiti dan keselamatan. Pekerja mahir tahu cara memilih dan menggunakan alat ini untuk hasil yang terbaik.
Alat Tangan lwn Mesin
Alatan Tangan Asas
Alat tangan asas memberi pekerja logam kawalan terus ke atas proses fabrikasi. Alat ini membolehkan pendekatan hands-on, menjadikannya sesuai untuk kerja kecil, prototaip dan kerja terperinci. Pekerja mahir selalunya lebih suka alatan tangan apabila mereka perlu merasa bahan dan membuat pelarasan yang tepat. Alat tangan juga membantu mengajar tabiat kedai yang baik dan menyokong perkongsian pengetahuan di kalangan ahli pasukan.
Nama Alat |
Aplikasi Biasa |
Pemotong Kawat |
Menggunting hujung yang koyak dan memotong bit dari tepi kepingan logam. |
Gunting Tanpa Tekak |
Membuat potongan melengkung, tidak teratur atau lurus pada logam; membenarkan pergerakan bebas logam di sekeliling bilah. |
Pengisar Sudut |
Menggilap, memotong, dan mengisar logam; alat kuasa pegang tangan serba boleh. |
Cakera Pengisar Sudut |
Pelbagai cakera (roda potong, roda pengisar, cakera kepak) untuk memotong, mengisar dan kemasan. |
Pengikat Cleco |
Menyatukan beberapa kepingan logam secara sementara sebelum dicantumkan secara kekal. |
Mata Gerudi |
Menggerudi lubang untuk menggabungkan kepingan kepingan logam; termasuk bit skru standard dan mesin. |
Alat Penanda |
Alat seperti pencakar, angkup dan pembahagi untuk pengukuran dan penandaan yang tepat pada logam. |
Peralatan Keselamatan |
Topi keledar, cermin mata, sarung tangan dan pakaian pelindung untuk keselamatan pekerja. |
Alat tangan cemerlang dalam situasi di mana kelajuan kurang penting daripada ketepatan dan ketukangan. Pekerja boleh mengelakkan masa persediaan mesin dan membuat pelarasan cepat. Sebagai contoh, seorang pekerja logam boleh menggunakan gunting tanpa tekak untuk memotong lengkung tersuai atau alat penanda untuk menyusun corak yang tepat. Alat tangan juga membolehkan maklum balas dan kawalan yang lebih baik, yang mesin tidak boleh sentiasa sediakan.
Alat tangan kekal penting untuk kerja yang terperinci dan berorientasikan kraf. Mereka menyokong kreativiti dan pembangunan kemahiran di setiap kedai fabrikasi.
Alat Kuasa & Mesin
Alat kuasa dan mesin mengubah cara pekerja logam mengendalikan projek besar atau kompleks. Alat ini meningkatkan kelajuan dan produktiviti, menjadikannya pilihan terbaik untuk tugasan volum tinggi atau berulang. Mesin seperti brek tekan hidraulik, pemotong CNC, dan sistem kimpalan automatik memberikan hasil yang konsisten dan toleransi yang ketat.
Mesin meningkatkan kecekapan dengan meningkatkan kelajuan pengeluaran dan mengurangkan kesilapan manusia. Sistem automatik mengendalikan tugas berulang dengan ketepatan tinggi. Mesin CNC dan pengimpal robotik boleh bekerja pada bentuk kompleks dan kelompok besar tanpa keletihan. Ciri keselamatan seperti pelindung pelindung dan penutup automatik membantu melindungi pengendali daripada kecederaan.
Aspek |
Mesin dalam Fabrikasi Logam Lembaran |
Alatan Tangan Asas dalam Fabrikasi Logam Lembaran |
Tujuan |
Pembentukan, pemotongan dan pembentukan yang cekap untuk volum yang lebih besar atau kerja yang tepat dan boleh berulang |
Digunakan untuk kerja yang lebih kecil, prototaip atau kerja berorientasikan kraf terperinci |
Kelantangan dan Kelajuan |
Sesuai untuk volum tinggi dan pengeluaran lebih cepat |
Lebih praktikal untuk kuantiti yang kecil atau apabila kelajuan kurang kritikal |
Ketepatan dan Kawalan |
Mesin memberikan ketepatan yang konsisten dan boleh diulang |
Alat tangan membolehkan lebih banyak kawalan sentuhan dan rasa |
Konteks Aplikasi |
Fabrikasi perindustrian, pengeluaran besar-besaran |
Ketukangan, prototaip, kedai kerja kecil |
Mesin cemerlang dalam pengeluaran volum tinggi, tetapi alatan tangan kekal penting untuk kerja tersuai dan pelarasan halus. Kedai yang seimbang menggunakan kedua-duanya untuk mencapai hasil yang terbaik.
Keselamatan dan Pengukuran
Alat Keselamatan
Pembuatan kepingan logam melibatkan tepi tajam, jentera berat dan persekitaran yang kuat. Pekerja mesti menggunakan peralatan keselamatan yang betul untuk melindungi diri mereka daripada kecederaan. Jenis peralatan pelindung diri (PPE) yang paling penting termasuk:
Sarung tangan : Lindungi tangan daripada luka, melecur dan tepi tajam.
Cermin Mata Keselamatan Diperakui ANSI Z87.1 : Melindungi mata daripada serpihan dan percikan api yang berterbangan.
Perlindungan Pendengaran : Penyumbat telinga atau penutup telinga mengurangkan risiko kehilangan pendengaran di kedai yang bising. OSHA memerlukan perlindungan pendengaran apabila paras hingar melebihi 85 desibel dalam syif lapan jam.
Topeng Pernafasan : Menapis habuk, asap dan zarah bawaan udara semasa memotong, mengisar atau mengimpal.
Pakaian Pelindung : Jaket dan apron tahan api melindungi daripada percikan api dan logam panas.
Kedai juga menggunakan pelindung mesin untuk mengelakkan sentuhan tidak sengaja dengan bahagian yang bergerak. Pengawal, langsir cahaya, interlock dan butang berhenti kecemasan membantu memastikan pekerja selamat. Prosedur Lockout/tagout (LOTO) mengasingkan sumber tenaga semasa penyelenggaraan, mengurangkan risiko kecederaan elektrik atau mekanikal. Kod Elektrik Kebangsaan (NEC) menetapkan piawaian untuk keselamatan elektrik, manakala organisasi seperti American Welding Society (AWS) dan ISO menyediakan latihan dan pensijilan untuk amalan selamat.
Penyelenggaraan PPE yang betul dan latihan tetap memainkan peranan penting dalam pencegahan kecederaan. Gear yang bersih dan diselenggara dengan baik berfungsi lebih baik dan tahan lebih lama. Kajian menunjukkan bahawa pengawalan mesin yang komprehensif dan latihan keselamatan boleh mengurangkan kecederaan tangan dan jari sehingga 90% di kedai logam kepingan.
Petua: Pekerja hendaklah memeriksa peralatan keselamatan mereka sebelum setiap syif dan menggantikan barang yang rosak dengan segera.
Alat Pengukur
Pengukuran yang tepat memastikan bahagian kepingan logam sesuai dan berfungsi seperti yang direka bentuk. Fabrikator menggunakan pelbagai peranti pengukur, masing-masing dengan tahap ketepatannya sendiri. Alat yang paling biasa termasuk:
Pembaris Keluli Ketepatan : Memberikan ketepatan sehingga 0.001 inci, bergantung pada panjang.
Ukuran Pita Ketepatan : Menawarkan toleransi ±1/32 inci untuk panjang sehingga 12 kaki, dan ±1/16 inci untuk ukuran yang lebih panjang.
Pembaris Keluli Tertentukur dan Pita Pengukur : Dapat dikesan mengikut piawaian kebangsaan, alatan ini disertakan dengan ketepatan yang diperakui dan sisihan yang didokumenkan.
Mikrometer : Menyampaikan ketepatan tertinggi antara alatan pegang tangan. Mikrometer digital, vernier, dalam dan bangku memerlukan pengendalian yang teliti. Pengguna mesti menghapuskan mainan gelendong, mensifarkan peranti, menggunakan tekanan ringan dan terus mengukur muka bersih untuk hasil terbaik.
Jadual di bawah menunjukkan julat toleransi tipikal untuk bahan kepingan logam yang berbeza:
Jenis Bahan |
Julat Toleransi Biasa (inci) |
Nota |
Aloi Aluminium |
±0.010 hingga ±0.030 |
Lebih lembut, lebih mudah dibentuk |
Keluli Tahan Karat |
±0.005 hingga ±0.015 |
Lebih keras, memerlukan toleransi yang lebih ketat |
Keluli Karbon |
±0.015 hingga ±0.045 |
Toleransi sederhana |
Aloi Tembaga |
±0.008 hingga ±0.020 |
Toleransi sederhana |
Keluli Alat |
±0.002 hingga ±0.010 |
Toleransi yang sangat ketat kerana kekerasan |
titanium |
±0.005 hingga ±0.015 |
Nisbah kekuatan kepada berat yang tinggi |
Peranti pengukur yang diperakui membantu mengekalkan kualiti dan konsistensi dalam setiap projek. Penentukuran tetap dan penggunaan berhati-hati memastikan ukuran kekal tepat dari semasa ke semasa.
Nota: Semakan semula ukuran sebelum memotong atau membentuk membantu mengelakkan kesilapan yang mahal dan pembaziran bahan.
Fabrikasi logam kepingan membentuk logam rata menjadi bahagian yang kukuh dan tepat untuk banyak industri. Pekerja menggunakan kaedah memotong, membentuk, mencantum dan kemasan dengan kedua-dua alatan tangan dan mesin. Memahami setiap langkah membantu menghasilkan produk berkualiti tinggi. Memilih teknik yang betul bergantung pada keperluan projek, sifat bahan dan peralatan yang ada. Teknologi baharu, seperti mesin CNC, meningkatkan kelajuan dan ketepatan. Pemilihan bahan, seperti keluli atau aluminium, mempengaruhi kos dan prestasi. Perancangan yang teliti memastikan fabrikasi kepingan logam memenuhi matlamat reka bentuk dan piawaian industri.
Soalan Lazim
Apakah alat pemotong yang paling biasa dalam fabrikasi kepingan logam?
Gunting adalah alat pemotong yang paling biasa. Pekerja menggunakannya untuk luka lurus pada helaian nipis. Gunting memberikan tepi yang bersih dan hasil yang cepat. Untuk bentuk yang lebih tebal atau kompleks, juruteknik sering menggunakan gergaji atau mesin CNC.
Bagaimanakah juruteknik memastikan keselamatan semasa fabrikasi?
Juruteknik memakai sarung tangan, cermin mata keselamatan, dan perlindungan pendengaran. Mereka mematuhi peraturan kedai yang ketat dan menggunakan pengawal mesin. Latihan dan pemeriksaan peralatan yang kerap membantu mencegah kecederaan. Kedai juga menggunakan hentian kecemasan dan prosedur lockout/tagout.
Logam manakah yang paling sesuai untuk pembuatan kepingan logam?
Keluli, aluminium, tembaga dan loyang adalah pilihan yang paling popular. Keluli menawarkan kekuatan. Aluminium tahan kakisan dan kurang berat. Tembaga memberikan kekonduksian yang baik. Loyang menggabungkan kekuatan dengan kemasan hiasan.
Mengapa fabrikasi menggunakan mesin CNC?
Mesin CNC memotong, membengkok dan membentuk logam dengan ketepatan tinggi. Mereka mengikut arahan yang diprogramkan. Mesin CNC mengurangkan ralat dan mempercepatkan pengeluaran. Juruteknik menggunakannya untuk bentuk yang kompleks dan toleransi yang ketat.
Apakah kaedah penamat yang melindungi logam daripada karat?
Salutan serbuk melindungi logam daripada karat dan haus. Ia mencipta lapisan yang sukar dan berwarna-warni. Juruteknik juga menggunakan pengecatan, anodisasi, dan penyaduran elektrik untuk perlindungan dan penampilan.
Bagaimanakah pekerja mengukur ketepatan bahagian kepingan logam?
Pekerja menggunakan angkup, mikrometer, dan pembaris keluli. Mereka memeriksa ketebalan, panjang, dan sudut. Tolok digital dan mesin pengukur koordinat membantu dengan bahagian yang kompleks. Pengukuran semakan semula menghalang kesilapan.
Bolehkah alatan tangan menggantikan mesin dalam fabrikasi?
Alat tangan berfungsi dengan baik untuk kerja kecil, pembaikan dan kerja terperinci. Mesin mengendalikan jumlah yang besar dan bentuk yang kompleks. Kebanyakan kedai menggunakan kedua-duanya untuk hasil yang terbaik.
Apakah perbezaan utama antara kimpalan dan rivet?
Kimpalan menggabungkan kepingan logam bersama-sama untuk ikatan kekal. Riveting mencantumkan kepingan dengan pin logam. Kimpalan mencipta sendi yang lebih kuat. Riveting berfungsi dengan baik untuk pemasangan buta dan pengeluaran cepat.










