Peltivalmistuksessa käytetään kolmea päätekniikkaluokkaa: leikkaus, muovaus ja liittäminen. Tukivaiheita ovat viimeistely ja tarkka mittaus. Yleisimmät menetelmät ja työkalut näkyvät alla olevassa taulukossa:
Tekniikka |
Kuvaus |
Yleiset työkalut/menetelmät |
Leikkaus |
Metallin muotoilu materiaalia poistamalla |
Käsisakset, plasmaleikkurit, kulmahiomakoneet |
Muodostaminen |
Metallin taivutus tai venyttäminen muotoon |
Paina jarrua, vasara, englantilainen pyörä |
Liittyy |
Metallikappaleiden yhdistäminen toisiinsa |
Hitsauslaitteet, niittipistoolit |
Nämä peruslevyn valmistustekniikat muodostavat levymetallin valmistusprosessin ytimen. Mukautetut ohutlevyn valmistusprojektit noudattavat usein ohutlevyn valmistuksen 5 avainvaihetta: kattava opas.
5 avainvaihetta ohutlevyn valmistuksessa
5 avainvaihetta ohutlevyn valmistuksessa: kattava opas, johon kuuluvat leikkaus, muotoilu, liittäminen, viimeistely sekä mittaus ja turvallisuus. Jokaisessa vaiheessa käytetään erityisiä metallinvalmistustekniikoita ja -työkaluja raaka-aineiden muuttamiseksi valmiiksi tuotteiksi. Seuraavissa osissa eritellään nämä vaiheet ja korostetaan tärkeimpiä menetelmiä.
Leikkaus
Leikkaus on ensimmäinen askel ohutlevyn valmistusprosessin vaiheet . Se muotoilee metallia poistamalla materiaalia käyttämällä erilaisia peruslevyjen valmistustekniikoita. Yleisimpiä leikkausmenetelmiä ovat leikkaus, laserleikkaus, plasmaleikkaus, vesisuihkuleikkaus ja sahaus. Jokainen menetelmä tarjoaa ainutlaatuisia etuja erilaisiin sovelluksiin.
Leikkaus
Leikkaus käyttää kahta suurta terää suorien viivojen leikkaamiseen metallilevyn läpi. Tämä tekniikka on nopea ja tehokas, joten se sopii erinomaisesti rakentamiseen ja infrastruktuuriprojekteihin. Leikkuukoneet käsittelevät suuria määriä ja tuottavat puhtaita, suoria leikkauksia. Kuljettajat käyttävät usein leikkausta nopeisiin töihin, jotka eivät vaadi monimutkaisia muotoja.
Laserleikkaus
Laserleikkaus käyttää kohdistettua lasersädettä metallin leikkaamiseen. Tämä menetelmä tarjoaa suuren tarkkuuden ja nopeuden erityisesti ohuille materiaaleille. Laserleikkaus toimii hyvin suuren volyymin tuotannossa ja automatisoiduissa järjestelmissä. Se on rajoitettu materiaaleihin, joiden paksuus on enintään noin 5/8 tuumaa. Monet valmistajat valitsevat laserleikkauksen tarkkuuden ja puhtaiden reunojen vuoksi.
Plasman leikkaus
Plasmaleikkauksessa metallin leikkaamiseen käytetään pyöriviä kaasuja ja sähkökaarta. Tämä tekniikka on tehokas paksummille metalleille ja tarjoaa nopeat leikkausnopeudet. Plasmaleikkurit käsittelevät erilaisia metalleja, mukaan lukien terästä ja alumiinia. Kuljettajat valitsevat plasmaleikkauksen, kun heidän on työstettävä paksumpia levyjä nopeasti.
Vesisuihkuleikkaus
Vesisuihkuleikkausprosessissa käytetään korkeapaineista vesivirtaa, joka on sekoitettu hioma-aineisiin metallin leikkaamiseen. Vesisuihkuleikkaus pitää metallin tasaisena ja välttää kuumuuden aiheuttamia vyöhykkeitä, mikä tekee siitä ihanteellisen lämpöherkille materiaaleille. Vesisuihkuleikkaus pystyy käsittelemään paksuja materiaaleja, kuten terästä, keraamia ja kiveä. Monet kaupat käyttävät vesisuihkuleikkausta projekteihin, jotka vaativat tarkkuutta ilman lämpövääristymiä.
Sahaus
Sahaus on yksi vanhimmista metallinleikkausmenetelmistä. Se tuottaa suoria leikkauksia ja sopii yksinkertaisiin sovelluksiin. Vannesahat ja leikkuusahat ovat yleisiä työkaluja tälle tekniikalle. Sahaus on edelleen luotettava valinta perusleikkauksiin metallinvalmistusprosessissa.
Vihje: Tarkkuus on kriittinen sahauksen aikana. Teknikot käyttävät edistyneitä CAD-ohjelmistoja ja CNC-koneita leikkausten suunnitteluun ja suorittamiseen, mikä vähentää virheitä ja parantaa turvallisuutta.
Muodostaminen
Muovaus muotoilee metallin haluttuun geometriaan. Tämä vaihe sisältää joukon metallinvalmistustekniikoita, kuten taivutus, meisto, venytys, valssaus, syväveto, loveus, kutistus ja helmityö. Metallilevyn muovaus on välttämätöntä monimutkaisten osien ja rakenteiden luomisessa.
Taivutus
Taivutus on keskeinen osa metallilevyn muovausta. Käyttäjät käyttävät jarrujen puristamista ja muita taivutustekniikoita kulmien ja kaarteiden luomiseen. Taivutus kohdistaa voimaa suoraa akselia pitkin ja muuttaa muotoa ilman leikkaamista tai lävistystä. Tämä menetelmä on yleinen kannakkeiden, koteloiden ja autonosien valmistuksessa. Pellin taivutus vaatii huolellista suunnittelua virheiden ja tuhlauksen välttämiseksi.
Leimaaminen
Leimaamisessa käytetään nopeita puristimia ja muotteja metallilevyjen muodostamiseksi tiettyihin muotoihin. Tämä tekniikka on ihanteellinen massatuotantoon ja tiukoille toleransseille. Leimaamalla valmistetaan esineitä, kuten auton ovia, koneenosia ja teräslevyjä. Se on keskeinen menetelmä levytuotannon viidessä avainvaiheessa: kattava opas.
Venyttely
Venyttely vetää metallia lisäämään sen pinta-alaa. Tämä muotoilutekniikka on hyödyllinen luotaessa sileitä, kaarevia pintoja. Operaattorit käyttävät venytystä osissa, kuten autopaneeleissa ja lentokoneiden pinoissa. Venyttely vaatii tarkkaa hallintaa repeytymisen tai ohenemisen estämiseksi.
Rullaa
Valssaus kuljettaa metallilevyä telojen läpi monimutkaisten poikkileikkausmuotojen muodostamiseksi. Tämä menetelmä on tarkka ja tehokas, ja se tuottaa tuotteita, kuten kattopaneeleja, palkkeja ja säilytyshyllyjä. Valssaus on tärkeä osa metallilevyn muovausta, erityisesti suurille rakenneosille.
Syvä piirustus
Syväveto muodostaa onttoja muotoja vetämällä peltiä muotiin. Tällä tekniikalla luodaan esineitä, kuten tölkkejä, pesualtaita ja kypäriä. Syväveto on yleistä aloilla, jotka tarvitsevat vahvoja, saumattomia osia.
Leikkaaminen
Lovi poistaa pienet osat levyn reunoista. Tämä muovausmenetelmä valmistelee metallin edelleen taivutusta tai liittämistä varten. Lovi on tärkeä sovitettaessa kappaleita yhteen kokoonpanoissa.
Kutistuminen
Kutistuminen pienentää metallilevyn tiettyjen alueiden kokoa. Tämä tekniikka auttaa luomaan käyriä ja ääriviivoja. Operaattorit käyttävät kutistusta sovittaakseen istuvuuden ja viimeistelyn mukautetuissa projekteissa.
Helmikoristelu
Reunalista lisää kohotettuja tai sisennettyjä viivoja metallilevyyn. Tämä muovausprosessi vahvistaa metallia ja parantaa ulkonäköä. Koristeilu on yleistä koristeellisissa verhoissa ja vahvistuksissa.
Huomautus: Materiaalin laajenemisen ja muodonmuutosten hallinta on haastava muotoilu. Teknikot käyttävät SolidWorksin kaltaisia ohjelmistoja kuvioiden laskemiseen ja taivutussekvenssien optimointiin, mikä vähentää hukkaa ja virheitä.
Liittyy
Liittäminen yhdistää erilliset metallikappaleet täydelliseksi kokoonpanoksi. Tärkeimmät liitostekniikat ohutlevyn valmistuksessa ovat hitsaus, niittaus ja liimaus. Jokainen menetelmä tarjoaa erilaisia vahvuuksia ja valitaan projektin vaatimusten perusteella.
Hitsaus
Hitsaus on pysyvä liitosmenetelmä, joka sulattaa metalliosat yhteen. Se tarjoaa suuren kuormituskyvyn ja tiiviit liitokset. Hitsaus soveltuu monimutkaisiin muotoihin ja sitä käytetään laajasti metallinvalmistusprosessissa. Käyttäjien on säädettävä lämpöä vääntymisen estämiseksi, erityisesti ohuissa materiaaleissa. Metallihitsaus sisältää tekniikoita, kuten MIG-, TIG- ja laserhitsauksen.
Niittaamalla
Niittauksessa käytetään metallikiinnikkeitä levyjen liittämiseen yhteen. Tämä tekniikka luo vahvoja, pysyviä liitoksia ja mahdollistaa sokean asennuksen. Niittaus on kustannustehokasta ja luotettavaa, joten se on suosittu valinta monilla toimialoilla.
Liima liimaus
Liima liimaa metalliosat yhteen erikoisliimoilla. Tämä menetelmä on yksinkertainen ja voi yhdistää erilaisia materiaaleja. Liimaus ei vaikuta metallin fysikaalisiin ominaisuuksiin. Se tuottaa kuitenkin hitsaukseen tai niittaukseen verrattuna heikompia liitoksia.
Laadunvalvonta on tärkeää liittymisen aikana. Käyttäjät käyttävät kiinnityksiä, kiinnikkeitä ja automaattisia tarkastusjärjestelmiä varmistaakseen vahvat ja virheetön liitokset.
Viimeistely
Viimeistely antaa metallilevyosille lopullisen ilmeen ja suojaa niitä vaurioilta. Tämä vaihe parantaa kestävyyttä, ulkonäköä ja suorituskykyä. Teknikot käyttävät useita menetelmiä terävien reunojen poistamiseen, tasoittamiseen ja suojaavien pinnoitteiden levittämiseen.
Purseenpoisto
Purseenpoisto poistaa terävät reunat ja purseet, jotka jäävät leikkaamisen tai lävistyksen jälkeen. Työntekijät käyttävät käsiviiloja, purseenpoistopyöriä tai erikoiskoneita. Tämä prosessi estää loukkaantumisia ja auttaa osia sovittamaan yhteen sujuvasti. Purseenpoisto myös valmistelee pinnan myöhempiä viimeistelyvaiheita varten.
Hionta
Hionta tasoittaa karkeita pintoja ja poistaa ylimääräisen materiaalin. Käyttäjät käyttävät kulmahiomakoneita, nauhahiomakoneita tai penkkihiomakoneita. Hionta luo tasaisen pinnan ja korjaa pienet epätasaisuudet. On tärkeää käyttää oikeaa karkeutta ja tekniikkaa metallin vahingoittumisen välttämiseksi.
Kiillotus
Kiillotus antaa metallilevylle kiiltävän, heijastavan pinnan. Työntekijät käyttävät kiillotuspyöriä, kiillotustyynyjä ja erikoisyhdisteitä. Kiillotus parantaa ulkonäköä ja voi myös vähentää kitkaa. Monet koristeosat, kuten paneelit ja verhoilut, vaativat tämän vaiheen.
Pinnoite
Pinnoite suojaa metallia korroosiolta ja kulumiselta. Päällystysmenetelmiä on useita, jokaisella on oma tarkoituksensa. Alla olevassa taulukossa on yhteenveto yleisistä viimeistelymenetelmistä ja niiden tärkeimmistä käyttötavoista:
Viimeistelymenetelmä |
Päätarkoitus |
Anodisointi |
Muodostaa suojaavan oksidipinnoitteen, joka parantaa korroosionkestävyyttä ja suojaa vaurioilta. |
Kemiallinen jyrsintä |
Syövyttää metalliosiin koristekuvioita, logoja tai merkintöjä. |
Galvanointi |
Päällystää metallipinnat toisella metallilla parantaakseen korroosionkestävyyttä ja parantaakseen ulkonäköä. |
Helmipuhallus |
Tekee mattapinnan tai poistaa pinnan epätasaisuudet puhaltamalla lasihelmillä. |
Jauhemaalaus |
Levittää kuivajauhekalvon korroosiolta ja kulumiselta suojaamiseksi, tarjoaa myös houkuttelevan värin. |
Nestemäinen maali |
Antaa sileän, kiillotetun ilmeen peittämällä pinnat maalilla. |
Liekin ruiskutus |
Suihkuttaa sulaa metallia kuumennetuille komponenteille luodakseen sileän, viimeistellyn pinnan. |
Silkkiseulonta |
Käytä silikonimustetta luomaan värikkäitä, koristeellisia kuvioita tai tekstiä pinnalle. |
Pintakäsittely parantaa sekä peltiosien laatua että käyttöikää. Menetelmän valinta riippuu halutusta ulkonäöstä, kestävyydestä ja hinnasta.
Vinkki: Huolellinen käsittely ja säännöllinen laitteiden huolto auttavat estämään pinnan naarmuja ja kohdistusongelmia viimeistelyn aikana. Suojakalvojen ja 3D-mallinnusohjelmiston käyttö voi myös vähentää yleisiä ongelmia.
Mittaus ja turvallisuus
Tarkat mittaukset ja vahvat turvallisuuskäytännöt takaavat korkealaatuiset tulokset ohutlevyn valmistuksessa. Nämä vaiheet auttavat estämään virheitä, vähentämään jätettä ja suojelemaan työntekijöitä.
Mittaustyökalut
Teknikot käyttävät erilaisia työkaluja mittojen ja toleranssien tarkistamiseen. Yleisiä mittaustyökaluja ovat:
Satukkeet ja mikrometrit tarkkoja paksuuden ja pituuden tarkistuksia varten
Mittanauhat ja viivoittimet yleisiin mittoihin
Coordinate Measuring Machines (CMM) monimutkaisille osille, joilla on tiukat toleranssit
Digitaaliset mittarit ja lasermittauslaitteet nopeita ja tarkkoja lukemia varten
Mittojen tarkkuus on kriittinen sopivuuden ja toiminnan kannalta. Työntekijät tarkistavat usein mitat ennen leikkaamista tai muotoilua. CAD-ohjelmistot, kuten SolidWorks tai Autodesk Fusion 360, auttavat määrittämään ja ylläpitämään tarkkoja toleransseja koko prosessin ajan. Säännöllinen mittauslaitteiden kalibrointi varmistaa luotettavat tulokset.
Huomautus: Tarkastusprotokollat kussakin vaiheessa – leikkauksessa, muovauksessa ja hitsauksessa – havaitsevat viat ajoissa ja vähentävät romun määrää. Ensimmäinen tarkastus ja jatkuva valvonta auttavat säilyttämään tarkkuuden myös työkalujen kuluessa.
Turvalaitteet
Turvallisuus on edelleen etusijalla jokaisessa valmistusliikkeessä. Työntekijät käyttävät henkilökohtaisia suojavarusteita (PPE) suojautuakseen vammojen varalta. Tärkeimmät turvavarusteet sisältävät:
Käsineet suojaamaan käsiä teräviltä reunoilta ja kuumilta pinnoilta
Suojalasit tai kasvosuojaimet silmävammojen estämiseksi
Kuulonsuojaimet meluisissa ympäristöissä
Hengityssuojaimet tai naamarit työskennellessäsi pölyn tai höyryjen kanssa
Kypärät ja suojavaatteet hitsaustehtäviin
Liikkeet noudattavat tiukkoja turvallisuuskäytäntöjä ja tarjoavat säännöllistä koulutusta. Koneen vartiointi, hätäpysäytykset ja lukitus-/merkintätoimenpiteet estävät liikkuvien laitteiden aiheuttamat onnettomuudet. Hyvä siivous, oikeat nostotekniikat ja riittävä ilmanvaihto vähentävät riskejä entisestään.
Säännöllinen laitteiden huolto, ammattitaitoinen henkilökunta ja alan standardien, kuten ISO 9001 ja AWS D1.1, noudattaminen takaavat sekä turvallisuuden että laadun. Nämä käytännöt minimoivat jätettä, estävät loukkaantumisia ja auttavat toimittamaan luotettavia, korkealaatuisia tuotteita.
Metallilevyjen valmistustekniikat
Leikkausmenetelmät
Leikkaus on ensimmäinen tärkeä vaihe useimmissa ohutlevyn valmistusprosesseissa. Teknikot käyttävät erilaisia metallilevyn leikkaustekniikoita metallilevyjen erottamiseen, muotoilemiseen tai mitoittamiseen. Jokainen menetelmä tarjoaa ainutlaatuiset toleranssit ja toimii parhaiten tietyillä materiaalipaksuuksilla. Alla olevassa taulukossa verrataan yleisimpiä leikkausmenetelmiä:
Leikkausmenetelmä |
Tyypilliset toleranssit (mm) |
Materiaalin paksuusalue (mm) |
Tärkeimmät ominaisuudet ja huomautukset |
Vesisuihkuleikkaus |
±0,03 - ±0,08 |
Jopa 200 |
Tarkin menetelmä; kylmäleikkaus eliminoi lämpövääristymän; tasainen tarkkuus paksuuksilla. |
Laserleikkaus |
±0,05 - ±0,1 |
25-30 asti |
Nopea käsittely; erinomainen tarkkuus ohuissa ja keskikokoisissa materiaaleissa; lämpövääristymä voi vaikuttaa paksuihin osiin. |
Plasman leikkaus |
±0,5 - ±1,5 |
100+ |
Sopii paksuille materiaaleille; löysemmät toleranssit; nopea leikkaus rakennesovelluksiin. |
Mekaaninen leikkaus |
±0,1 - ±0,5 |
12 asti |
Kustannustehokas suoriin leikkauksiin; kohtalainen tarkkuus; rajoitettu paksuuskyky. |
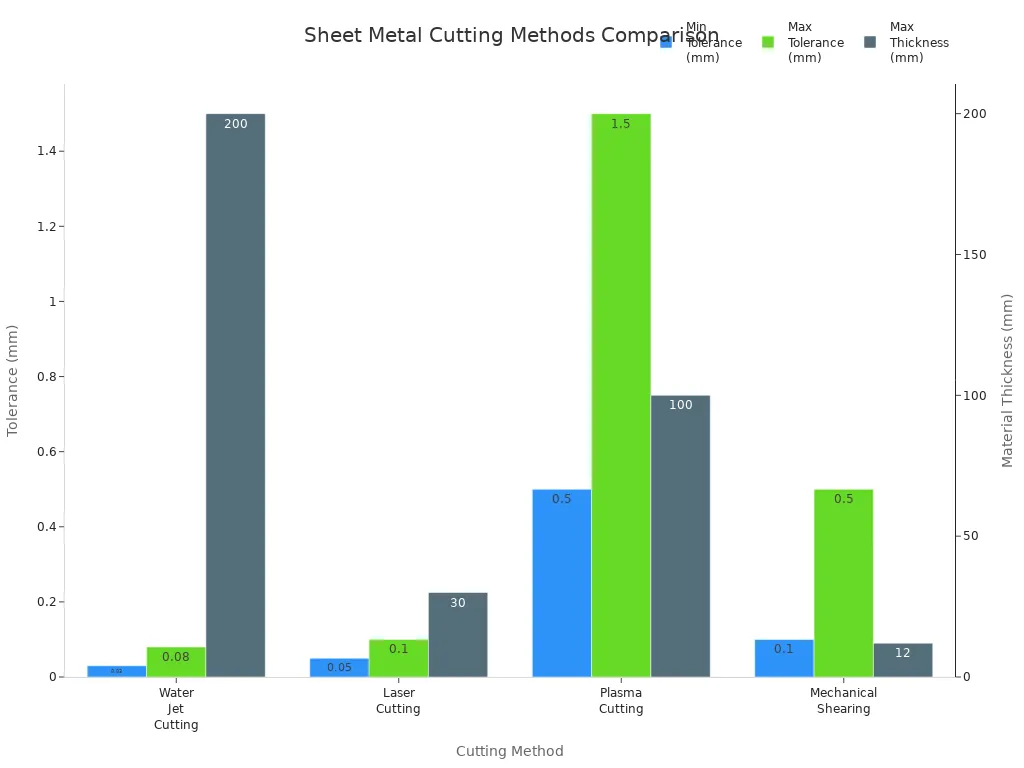
Vesisuihkuleikkaus tarjoaa korkeimman tarkkuuden ja toimii hyvin paksuille materiaaleille. Laserleikkaus tarjoaa nopeuden ja tarkkuuden ohuille ja keskikokoisille levyille. Plasmaleikkaus käsittelee paksut metallit nopeasti, mutta vähemmän tarkkuudella. Mekaaninen leikkaus on edelleen kustannustehokasta suorissa leikkauksissa ohuemmille levyille. Nämä leikkaustekniikat muodostavat perustan monille metallinvalmistustekniikoille.
Vinkki: Oikean leikkaustavan valinta riippuu vaaditusta toleranssista, materiaalipaksuudesta ja projektin budjetista.
Muodostusmenetelmät
Muotoilu muuttaa litteät metallilevyt kolmiulotteisiksi muodoiksi. Metallilevyn muovaustekniikat sisältävät laajan valikoiman prosesseja, joista jokainen sopii tiettyihin muotoihin ja materiaaleihin. Alla olevassa taulukossa on esitetty yleisimmät muovausmenetelmät ja kullekin parhaiten sopivat materiaalit:
Muodostusmenetelmä |
Kuvaus |
Sopivat materiaalit |
Paina Jarrutus |
Käyttää V-muotoista suulaketta taivuttaakseen peltiä, luoden tarkkoja taitoksia ja laatikkomaisia rakenteita. |
Teräs, Alumiini, Messinki |
Slip Rolling |
Ohjaa metallilevyn telojen väliin muodostaen kartioita ja sylintereitä kylmävalssauksen läpi. |
Teräs, alumiini, kupari |
Leimaaminen |
Suuren volyymin kylmämuovaus muotilla ja meistillä muotoillaan osia, joissa on reikiä, laippoja, kohokuvioita. |
Teräs, Alumiini, Messinki |
Soihdutus (laippaus) |
Muodostaa levenevät tai laipalliset reunat huulia tai vahvistusta varten. |
Teräs, Alumiini |
Kohokuviointi |
Luo kohotettuja tai upotettuja kuvioita metallilevypinnoille. |
Teräs, alumiini, kupari |
Säleikkö |
Muodostaa kulmikkaita rakoja tai tuuletusaukkoja ilmanvaihtoa tai estetiikkaa varten. |
Teräs, Alumiini |
Keksiminen |
Käyttää äärimmäistä painetta luodakseen yksityiskohtaisia vaikutelmia. |
Teräs, Messinki |
Kehruu |
Muotoilee metallia pyörivässä karassa tuottaakseen onttoja, aksiaalisesti symmetrisiä osia. |
Alumiini, Teräs |
Rullanmuodostus |
Taivuttaa metallilevyä asteittain telojen läpi muodostaen pitkiä mutkia tai käyriä. |
Teräs, Alumiini |
Taivutus erottuu yleisimmin käytetystä muovausprosessista. Käyttäjät käyttävät puristusjarruja V-, U- ja kanavamuotojen luomiseen. Piirtäminen venyttää metallia syviin, monimutkaisiin osiin, kuten autopaneeleihin, suuttimeksi. Curling muodostaa rullatut reunat poistamaan terävyyttä ja parantamaan turvallisuutta. Leimaamiseen sisältyy syväveto, neliliuku, hydroforming, blanking, lyönti ja kohokuviointi. Jokainen muotoilutekniikka muotoilee metallin sen lopullista käyttöä varten.
Teräs, alumiini, kupari ja messinki ovat yleisimpiä materiaaleja ohutlevyn muovaukseen. Teräs tarjoaa lujuutta ja kestävyyttä. Alumiini on kevyttä ja kestää korroosiota. Kupari tarjoaa erinomaisen johtavuuden ja muokattavuuden. Messinki yhdistää lujuuden koristeelliseen viimeistelyyn.
Huomautus: Oikean muovausmenetelmän ja materiaalin valinta varmistaa, että valmis osa täyttää lujuus-, ulkonäkö- ja kustannusvaatimukset.
Liittymismenetelmät
Liitosmenetelmät yhdistävät erilliset metalliosat yhdeksi kokoonpanoksi. Yleisimmät valmistustekniikat liittämiseen ovat hitsaus, mekaaninen kiinnitys, taittoliitokset, puristaminen ja liimaus. Alla olevassa taulukossa on yhteenveto näistä liitostekniikoista:
Liittymismenetelmä |
Vahvuus |
Tyypillisiä käyttötapauksia |
Rajoitukset |
Hitsaus |
Korkea |
Pysyvät, lujat liitokset autoissa, teollisuuskoneissa ja ilmailuteollisuudessa |
Vaatii ammattitaitoista työvoimaa, lämpö voi vääristää ohuita metalleja |
Mekaaninen kiinnitys |
Kohtalainen |
Irrotettavat liitokset, kokoonpanolinjat, LVI, laitevalmistus |
Lisää painoa, voi vaikuttaa estetiikkaan, heikompi kuin hitsaus |
Taitettavat liitokset |
Matalasta kohtalaiseen |
Kevyet, visuaalisesti puhtaat liitännät, LVI-kanavat, kotelot, kantamattomat autopaneelit |
Rajoitettu ohuille metalleille, vähemmän luja kuin hitsaus, vaatii tarkkaa taivutusta |
Clinching |
Kohtalainen |
Suurten volyymien valmistus, LVI, kevyet kokoonpanot |
Rajoitettu lujuus, ei korkean jännityksen sovelluksiin |
Liima liimaus |
Matalasta kohtalaiseen |
Erilaisten metallien liittäminen, sileät pinnat, kevyet rakenteet |
Alempi lujuus, herkkä ympäristölle, pidemmät kovettumisajat |
Hitsaus luo vahvoja, pysyviä liitoksia ja on välttämätöntä auto- ja teollisuussovelluksissa. Mekaanisessa kiinnityksessä käytetään ruuveja, pultteja tai niittejä irrotettaviin liitäntöihin. Taitettavat liitokset ja puristaminen toimivat hyvin kevyissä kokoonpanoissa ja LVI-kanavissa. Liima liittää yhteen erilaisia metalleja ja tarjoaa tasaisen viimeistelyn, vaikka se tarjoaa vähemmän lujuutta kuin hitsaus.
Teknikot yhdistävät usein liitostekniikoita tasapainottaakseen lujuutta, ulkonäköä ja tuotantonopeutta metallinvalmistusprosessissa.
Viimeistelymenetelmät
Viimeistelymenetelmät antavat levyosille lopullisen ulkonäön ja suojaavat niitä vaurioilta. Nämä tekniikat parantavat kestävyyttä, turvallisuutta ja visuaalista vetovoimaa. Työntekijät valitsevat viimeistelymenetelmät osan toiminnan, ympäristön ja halutun ulkonäön perusteella.
Yleiset viimeistelymenetelmät ohutlevyn valmistuksessa:
Purseenpoisto
Purseenpoisto poistaa terävät reunat ja pienet metallipalat, jotka jäävät leikkaamisen tai lävistyksen jälkeen. Työntekijät käyttävät tässä prosessissa käsiviiloja, purseenpoistopyöriä tai koneita. Purseenpoisto tekee osista turvallisemman käsitellä ja valmistelee pinnat myöhempää viimeistelyä varten.
Hionta
Hionta tasoittaa karkeita pintoja ja poistaa ylimääräisen materiaalin. Käyttäjät käyttävät kulmahiomakoneita, nauhahiomakoneita tai penkkihiomakoneita. Hionta luo tasaisen pinnan ja korjaa pieniä epätasaisuuksia. Tämä vaihe on tärkeä osille, jotka tarvitsevat puhtaan, tasaisen viimeistelyn.
Kiillotus
Kiillotus antaa levylle kiiltävän, heijastavan pinnan. Työntekijät käyttävät kiillotuspyöriä, kiillotustyynyjä ja erikoisyhdisteitä. Kiillotus parantaa osien ulkonäköä ja voi myös vähentää kitkaa. Monet koristeelliset tai näkyvät osat vaativat tämän vaiheen.
Pinnoite
Pinnoite suojaa metallia korroosiolta, kosteudelta ja kulumiselta. Päällystysmenetelmiä on useita. Jokainen tarjoaa erilaisia etuja:
Päällystysmenetelmä |
Päähyöty |
Tyypillinen käyttö |
Jauhemaalaus |
Kestävä, värikäs viimeistely |
Kodinkoneet, autonosat |
Anodisointi |
Korroosionkestävyys, kova pinta |
Alumiiniset osat |
Galvanointi |
Kiiltävä, suojaava metallikerros |
Koristetarvikkeet, laitteistot |
Maalaus |
Sileä, värikäs ulkonäkö |
Paneelit, kotelot |
Jauhemaalauksessa käytetään kuivaa jauhetta ja lämpöä kovaa, värikästä kerrosta varten. Anodisointi muodostaa suojaavan oksidikerroksen, pääasiassa alumiinille. Galvanointi peittää metallin toisella metallilla, kuten kromilla tai nikkelillä. Maalaus lisää väriä ja suojaa pintaa.
Helmipuhallus
Helmipuhalluksessa käytetään pieniä lasihelmiä, jotka on ammuttu suurella nopeudella pinnan puhdistamiseen ja teksturointiin. Tämä menetelmä poistaa epätasaisuudet ja luo mattapintaisen pinnan. Työntekijät käyttävät usein helmipuhallusta ennen maalausta tai pinnoitusta.
Vinkki: Oikean viimeistelymenetelmän valinta riippuu osan käytöstä, metallityypistä ja vaaditusta kestävyydestä. Oikea viimeistely pidentää ohutlevytuotteiden käyttöikää ja parantaa niiden suorituskykyä.
Viimeistelymenetelmillä on keskeinen rooli ohutlevyn valmistusprosessissa. Ne varmistavat, että osat näyttävät hyviltä, kestävät pidempään ja täyttävät turvallisuusstandardit. Ammattitaitoiset teknikot valitsevat ja soveltavat näitä menetelmiä parhaan tuloksen saavuttamiseksi jokaisessa projektissa.
Välttämättömät työkalut
Leikkaustyökalut
Pellin valmistus alkaa leikkaustyökaluilla. Nämä työkalut muotoilevat ja kokoavat metallilevyjä myöhempiä vaiheita varten. Jokainen työkalu palvelee tiettyä tarkoitusta.
Leikkurit
Leikkurit tekevät suoria leikkauksia tasaisille levyille. Kuljettajat käyttävät giljotiinileikkureita suuriin, toistuviin tehtäviin. Leikkaaminen toimii parhaiten ohuemmille materiaaleille ja tuottaa puhtaat reunat. Tämä työkalu on välttämätön metallin valmistelussa ennen muotoilua.
Sahat
Sahat käsittelevät paksumpia tai kovempia metalleja. Vannesahat ja sähköiset metallisahat leikkaavat suoria viivoja pinottujen arkkien läpi. Rullasahat auttavat monimutkaisessa suunnittelussa. Pyöräsahat leikkaavat putkia ja profiileja. Jokainen sahatyyppi vastaa eri leikkaustarpeita.
Snips
Leikkaukset muistuttavat kestäviä saksia. Tinaleikkaukset leikkaavat suoria linjoja ja pieniä kaarevia ohuita levyjä. Ilmailuleikkaukset mahdollistavat yksityiskohtaisemmat käyrät ja ympyrät. Työntekijät käyttävät leikkeitä pienimuotoisiin tai taiteellisiin projekteihin.
CNC-koneet
CNC-koneet automatisoivat leikkaamisen erittäin tarkasti. Laserleikkurit, plasmaleikkurit ja vesisuihkuleikkurit kuuluvat tähän luokkaan. Nämä koneet käsittelevät monimutkaisia muotoja ja tiukkoja toleransseja. CNC-tekniikka parantaa leikkausprosessin nopeutta ja tarkkuutta.
Vinkki: Kulmahiomakoneet ja metallinpisarat osallistuvat myös leikkaamiseen, hiontaan ja kiillotukseen. Ne tarjoavat monipuolisuutta sekä karkeisiin että hienoihin töihin.
Muotoilutyökalut
Muotoilutyökalut muotoilevat litteän metallin kolmiulotteisiksi osiksi. Tämä vaihe sisältää taivutuksen, venytyksen, leimaamisen ja rullauksen. Jokainen työkalu tukee erilaista muotoilumenetelmää.
Paina Brakes
Paina jarrut suorittavat puristusjarrun taivutuksen. Käyttäjät käyttävät näitä koneita luomaan tarkkoja kulmia ja taitoksia. Puristusjarrut kohdistavat voimaa suoraa akselia pitkin, joten ne ovat ihanteellisia kannakkeiden, koteloiden ja paneelien taivutukseen. Mekaaniset ja hydrauliset puristimet tarjoavat erilaisia nopeus- ja voimavaihtoehtoja.
Vierintäkoneet
Valssauskoneet kuljettavat peltiä telojen välissä. Tämä prosessi muodostaa kartioita, sylintereitä ja kaarevia muotoja. Liukuvalssaus toimii hyvin teräkselle, alumiinille ja kuparille. Rullamuovauslinjat käsittelevät palkkien ja paneelien pitkiä, jatkuvia mutkia.
Vasarat & Dollies
Vasarat ja nuket auttavat manuaalisessa muotoilussa. Työntekijät käyttävät niitä venyttämiseen, kutistamiseen ja käyrien muotoiluun. Nämä työkalut mahdollistavat yksityiskohtaiset säädöt ja mukautetut työt. Englantilaiset pyörät auttavat myös muodostamaan sileitä, kaarevia pintoja.
Huomautus: Muotoilutyökalut sisältävät meistin- ja meistisarjat leimaamiseen ja rei'itykseen. Jokainen muotoilutekniikka vaatii oikean työkalun tarkkuutta ja tehokkuutta varten.
Liittymistyökalut
Liitostyökalut yhdistävät erilliset metalliosat. Tärkeimmät liitosmenetelmät ovat hitsaus, niittaus ja liimaus.
Hitsauslaitteet
Hitsauskoneet, kuten TIG- ja MIG-hitsauskoneet, luovat vahvoja, pysyviä sidoksia. Nämä koneet mahdollistavat lämmön ja täyteaineen tarkan hallinnan. Hitsaus säilyttää metallikokoonpanojen rakenteellisen eheyden. Kuljettajat käyttävät hitsausta auto-, teollisuus- ja korjausprojekteissa.
Niittiaseet
Niittipistoolit kiinnittävät metallilevyt yhteen metallitapeilla. Niittaus on luotettava ja kustannustehokas liitosmenetelmä. Tämä työkalu toimii hyvin kaihtimien asennuksessa ja suurien volyymien tuotannossa.
Liimatyökalut
Liimatyökalut käyttävät erikoisliimoja metallin liimaamiseen. Tällä menetelmällä yhdistetään erilaisia materiaaleja ja saadaan sileä lopputulos. Liimaus on yksinkertaista, mutta tuottaa heikompia liitoksia kuin hitsaus tai niittaus.
Teknikot käyttävät usein kiinnittimiä, lankaleikkureita ja merkintätyökaluja liittämisessä ja viimeistelyssä. Nämä työkalut varmistavat tarkan asennuksen ja turvalliset liitännät.
Viimeistelytyökalut
Viimeistelytyökalut antavat metallilevyosille lopullisen ulkonäön ja suojaavat niitä vaurioilta. Nämä työkalut auttavat luomaan sileitä, turvallisia ja kauniita pintoja. Työntekijät käyttävät viimeistelytyökaluja leikkaus-, muotoilu- ja liitosvaiheiden jälkeen.
Hiomakoneet
Hiomakoneet poistavat metallilevyn karkeat reunat, hitsaushelmet ja pinnan epätasaisuudet. Ne auttavat luomaan yhtenäisen pinnan ja valmistelevat osia maalausta tai pinnoitusta varten. Työntekijät valitsevat useista hiomakonetyypeistä:
Kulmahiomakoneet : Näissä työkaluissa käytetään pyöriviä hiomalaikkoja. Ne toimivat hyvin hitsien tasoittamiseen ja reunojen puhdistamiseen.
Penkkihiomakoneet : Näissä kiinteissä koneissa on kaksi hiomalaikkaa. Työntekijät käyttävät niitä työkalujen teroittamiseen ja pienten osien tasoittamiseen.
Hiomakoneet : Näissä koneissa käytetään jatkuvaa hiomanauhaa. Ne auttavat suurilla, tasaisilla pinnoilla ja poistavat materiaalin nopeasti.
Kuljettajat valitsevat oikean hiomakoneen työn koon ja metallityypin perusteella. He käyttävät usein erilaisia karkeuskokoja halutun lopputuloksen saavuttamiseksi. Karkeat rouheet poistavat materiaalia nopeasti, kun taas hienot rouheet luovat tasaisemman pinnan.
Vinkki: Käytä aina suojalaseja ja käsineitä, kun käytät hiomakoneita. Kipinät ja metallisirut voivat aiheuttaa vammoja.
Kiillotuskoneet
Kiillotusaineet antavat metallilevylle kiiltävän, heijastavan pinnan. Ne poistavat pienet naarmut ja saavat osat näyttämään puhtailta ja ammattimaisilta. Kiillotuskoneet käyttävät pehmeitä pyöriä tai tyynyjä kiillotusaineilla. Nämä yhdisteet auttavat tasoittamaan pintaa ja tuomaan kirkkaan kiillon.
Yleisiä kiillotuslaitteita ovat:
Pyörivät kiillotuskoneet : Nämä työkalut pyörittävät pehmeää tyynyä ympyröissä. Ne toimivat hyvin tasaisille ja kaareville pinnoille.
Orbitaalikiillotuskoneet : Nämä koneet liikuttavat tyynyä pienillä kiertoradoilla. Ne vähentävät pyörteitä ja auttavat saavuttamaan tasaisen lopputuloksen.
Työntekijät kiillottavat usein koristepaneeleja, koristeita ja näkyviä osia. He voivat käyttää useita kiillotusvaiheita alkaen karkeasta seoksesta ja viimeistelemällä hienolla. Oikea kiillotus parantaa sekä ulkonäköä että korroosionkestävyyttä.
Huomautus: Puhdista pinta ennen kiillotusta. Lika tai hiekka voivat naarmuttaa metallia ja pilata viimeistelyn.
Päällystyslaitteet
Pinnoitelaitteet suojaavat peltiä ruosteelta, kosteudelta ja kulumiselta. Se myös lisää väriä ja parantaa ulkonäköä. Päällystyslaitteita on useita tyyppejä:
Laitteen tyyppi |
Pääkäyttö |
Yleiset pinnoitteet |
Ruiskupistoolit |
Levitä maalia tai nestemäisiä pinnoitteita |
Maali, emali, lakka |
Jauhemaalauspistoolit |
Levitä kuivat jauhemaalit |
Jauhemaalaus |
Kastosäiliöt |
Upota osat nesteeseen |
Pinnoitus, anodisointi |
Ruiskupistoolit käyttävät paineilmaa ohuen, tasaisen maalikerroksen levittämiseen. Jauhemaalauspistoolit käyttävät sähköä jauheen kiinnittämiseen metalliin, joka sitten paistuu päälle. Kastosäiliöt pinnoittavat osia kastamalla ne nestehauteeseen.
Kuljettajat valitsevat oikean laitteiston pinnoitteen tyypin ja osakoon perusteella. Asianmukainen pinnoitus pidentää metallilevytuotteiden käyttöikää ja pitää ne uudelta näköisinä.
Oikeiden viimeistelytyökalujen avulla varmistetaan, että jokainen peltiosa täyttää laatu- ja turvallisuusstandardit. Ammattitaitoiset työntekijät osaavat valita ja käyttää näitä työkaluja parhaan tuloksen saavuttamiseksi.
Käsityökalut vs. koneet
Peruskäsityökalut
Peruskäsityökalut antavat metallityöläisille suoran hallinnan valmistusprosessiin. Nämä työkalut mahdollistavat käytännönläheisen lähestymistavan, joten ne ovat ihanteellisia pieniin töihin, prototyyppien luomiseen ja yksityiskohtaiseen työhön. Ammattitaitoiset työntekijät suosivat usein käsityökaluja, kun heidän täytyy tuntea materiaali ja tehdä tarkkoja säätöjä. Käsityökalut auttavat myös opettamaan hyviä ostotottumuksia ja tukevat tiedon jakamista tiimin jäsenten kesken.
Työkalun nimi |
Tyypillinen sovellus |
Lankaleikkurit |
Naarmuuntuneiden päiden leikkaaminen ja leikkausterät metallilevyn reunoista. |
Throatless Sakset |
Kaarevien, epäsäännöllisten tai suorien leikkausten tekeminen metalliin; mahdollistaa metallin vapaan liikkumisen terän ympärillä. |
Kulmahiomakone |
Metallin kiillotus, leikkaus ja hionta; monipuolinen kädessä pidettävä sähkötyökalu. |
Kulmahiomakoneen levyt |
Erilaisia kiekkoja (katkaisulaikat, hiomalaikat, läppälaikat) leikkaamiseen, hiontaan ja viimeistelyyn. |
Cleco kiinnikkeet |
Useiden metallilevyjen tilapäinen pitäminen yhdessä ennen pysyvää liittämistä. |
Poranterät |
Reikien poraus metallilevypalojen yhdistämiseksi; sisältää vakio- ja koneruuvinterät. |
Merkintätyökalut |
Työkaluja, kuten viivaimet, jarrusatulat ja jakajat tarkkaan mittaukseen ja metalliin merkitsemiseen. |
Turvalaitteet |
Kypärät, lasit, käsineet ja suojavaatteet työntekijöiden turvallisuuden takaamiseksi. |
Käsityökalut loistavat tilanteissa, joissa nopeus on vähemmän tärkeä kuin tarkkuus ja ammattitaito. Työntekijät voivat välttää koneen asennusajan ja tehdä nopeita säätöjä. Esimerkiksi metallityöntekijä voi käyttää kaaremattomia saksia mukautetun käyrän leikkaamiseen tai merkintätyökaluja tarkan kuvion laatimiseksi. Käsityökalut mahdollistavat myös paremman palautteen ja ohjauksen, mitä koneet eivät aina pysty tarjoamaan.
Käsityökalut ovat edelleen välttämättömiä yksityiskohtaiseen, käsityölähtöiseen työhön. Ne tukevat luovuutta ja taitojen kehittymistä jokaisessa konepajassa.
Sähkötyökalut ja koneet
Sähkötyökalut ja koneet muuttavat tapaa, jolla metallityöläiset käsittelevät suuria tai monimutkaisia projekteja. Nämä työkalut lisäävät nopeutta ja tuottavuutta, mikä tekee niistä parhaan vaihtoehdon suuria tai toistettavia tehtäviä varten. Koneet, kuten hydraulipuristimet, CNC-leikkurit ja automatisoidut hitsausjärjestelmät, tuottavat tasaisia tuloksia ja tiukat toleranssit.
Koneet parantavat tehokkuutta lisäämällä tuotantonopeutta ja vähentämällä inhimillisiä virheitä. Automatisoidut järjestelmät käsittelevät toistuvia tehtäviä erittäin tarkasti. CNC-koneet ja robottihitsaajat voivat työstää monimutkaisia muotoja ja suuria eriä väsymättä. Turvaominaisuudet, kuten suojat ja automaattiset sammutukset, auttavat suojaamaan käyttäjiä loukkaantumisilta.
Aspekti |
Metallilevyvalmistuskoneet |
Peruskäsityökalut ohutlevyn valmistuksessa |
Tarkoitus |
Tehokas muotoilu, leikkaus ja muotoilu suurempia määriä tai tarkkaa, toistettavaa työtä varten |
Käytetään pienempiin töihin, prototyyppien tekemiseen tai yksityiskohtaiseen askarteluun |
Äänenvoimakkuus ja nopeus |
Soveltuu suureen volyymiin ja nopeampaan tuotantoon |
Käytännöllisempi pienille määrille tai kun nopeus ei ole niin kriittinen |
Tarkkuus ja hallinta |
Koneet tarjoavat tasaisen, toistettavan tarkkuuden |
Käsityökalut mahdollistavat paremman hallinnan ja tuntuman |
Sovelluksen konteksti |
Teollinen valmistus, massatuotanto |
Käsityötä, prototyyppien valmistusta, pienet työpajat |
Koneet ovat loistavia suurten volyymien tuotannossa, mutta käsityökalut ovat edelleen tärkeitä tilaustyössä ja hienosäätöissä. Tasapainoinen kauppa käyttää molempia saavuttaakseen parhaat tulokset.
Turvallisuus ja mittaus
Turvavarusteet
Metallilevyjen valmistukseen liittyy teräviä reunoja, raskaita koneita ja meluisia ympäristöjä. Työntekijöiden on käytettävä oikeita turvavarusteita suojautuakseen loukkaantumisilta. Tärkeimmät henkilönsuojaimet (PPE) ovat:
Käsineet : Suojaa kädet haavoilta, palovammilta ja teräviltä reunoilta.
ANSI Z87.1 -sertifioidut suojalasit : Suojaa silmät lentäviltä roskilta ja kipinöiltä.
Kuulonsuojaimet : Korvatulpat tai kuulosuojaimet vähentävät kuulonaleneman riskiä meluisissa liikkeissä. OSHA vaatii kuulosuojaimia, kun melutaso ylittää 85 desibeliä kahdeksan tunnin työvuorossa.
Hengityssuojat : Suodata pöly, höyryt ja ilmassa olevat hiukkaset leikkaamisen, hionnan tai hitsauksen aikana.
Suojavaatteet : Tulenkestävät takit ja esiliinat suojaavat kipinöiltä ja kuumalta metallilta.
Liikkeet käyttävät myös konesuojaa estämään tahaton kosketus liikkuviin osiin. Suojat, valoverhot, lukitukset ja hätäpysäytyspainikkeet auttavat pitämään työntekijät turvassa. Lockout/tagout (LOTO) -menettelyt eristävät energialähteet huollon aikana, mikä vähentää sähköisten tai mekaanisten vammojen riskiä. National Electrical Code (NEC) asettaa standardit sähköturvallisuudelle, kun taas organisaatiot, kuten American Welding Society (AWS) ja ISO, tarjoavat koulutusta ja sertifiointeja turvallisille käytännöille.
Henkilösuojainten asianmukainen huolto ja säännöllinen harjoittelu ovat avainasemassa tapaturmien ehkäisyssä. Puhdas, hyvin pidetty varuste toimii paremmin ja kestää pidempään. Tutkimukset osoittavat, että kattava konevartiointi ja turvallisuuskoulutus voivat vähentää käsi- ja sormivammoja jopa 90 % peltiliikkeissä.
Vinkki: Työntekijöiden tulee tarkastaa turvavarusteensa ennen jokaista työvuoroa ja vaihtaa vaurioituneet osat välittömästi.
Mittauslaitteet
Tarkka mittaus varmistaa, että metallilevyosat sopivat yhteen ja toimivat suunnitellusti. Valmistajat käyttävät erilaisia mittalaitteita, joista jokaisella on oma tarkkuustasonsa. Yleisimpiä työkaluja ovat:
Tarkkuusteräsviivaimet : Tarjoaa jopa 0,001 tuuman tarkkuuden pituudesta riippuen.
Tarkkuusnauhamitat : Tarjoa ±1/32 tuuman toleranssit 12 jalkaan asti ja ±1/16 tuumaa pitkille mittauksille.
Kalibroidut teräsviivaimet ja mittanauhat : Nämä työkalut ovat jäljitettävissä kansallisiin standardeihin, ja niissä on sertifioitu tarkkuus ja dokumentoidut poikkeamat.
Mikrometrit : Tarjoaa suurimman tarkkuuden käsityökaluista. Digitaaliset, nonieri-, sisä- ja pöytämikrometrit vaativat huolellista käsittelyä. Käyttäjien on eliminoitava karan välys, nollattava laite, painettava kevyesti ja pidettävä mittauspinnat puhtaina parhaan tuloksen saavuttamiseksi.
Alla oleva taulukko näyttää tyypilliset toleranssialueet eri metallilevymateriaaleille:
Materiaalityyppi |
Tyypillinen toleranssialue (tuumaa) |
Huomautuksia |
Alumiiniseokset |
±0,010 - ±0,030 |
Pehmeämpi, muokattavampi |
Ruostumaton teräs |
±0,005 - ±0,015 |
Kovempi, vaatii tiukempia toleransseja |
Hiiliteräs |
±0,015 - ±0,045 |
Kohtalainen toleranssi |
Kuparilejeeringit |
±0,008 - ±0,020 |
Kohtalainen toleranssi |
Työkalu teräs |
±0,002 - ±0,010 |
Erittäin tiukat toleranssit kovuudesta johtuen |
Titaani |
±0,005 - ±0,015 |
Korkea lujuus-painosuhde |
Sertifioidut mittalaitteet auttavat säilyttämään laadun ja johdonmukaisuuden kaikissa projekteissa. Säännöllinen kalibrointi ja huolellinen käyttö varmistavat, että mittaukset pysyvät tarkkoja ajan mittaan.
Huomautus: Mittojen tarkistaminen ennen leikkaamista tai muotoilua auttaa välttämään kalliita virheitä ja materiaalihukkaa.
Peltivalmistuksessa muotoillaan litteästä metallista vahvoja, tarkkoja osia monille teollisuudenaloille. Työntekijät käyttävät leikkaus-, muotoilu-, liitos- ja viimeistelymenetelmiä sekä käsityökaluilla että koneilla. Kunkin vaiheen ymmärtäminen auttaa luomaan korkealaatuisia tuotteita. Oikean tekniikan valinta riippuu projektin tarpeista, materiaaliominaisuuksista ja käytettävissä olevista laitteista. Uusi teknologia, kuten CNC-koneet, parantaa nopeutta ja tarkkuutta. Materiaalin valinta, kuten teräs tai alumiini, vaikuttaa hintaan ja suorituskykyyn. Huolellinen suunnittelu varmistaa, että ohutlevyvalmistus täyttää suunnittelutavoitteet ja alan standardit.
FAQ
Mikä on yleisin leikkaustyökalu ohutlevyn valmistuksessa?
Leikkurit ovat yleisin leikkaustyökalu. Työntekijät käyttävät niitä suoriin leikkauksiin ohuille levyille. Leikkurit tarjoavat puhtaat reunat ja nopeat tulokset. Paksumpiin tai monimutkaisempiin muotoihin teknikot käyttävät usein sahoja tai CNC-koneita.
Kuinka teknikot varmistavat turvallisuuden valmistuksen aikana?
Teknikot käyttävät käsineitä, suojalaseja ja kuulosuojaimia. He noudattavat tiukkoja liikkeen sääntöjä ja käyttävät konesuojaimia. Säännöllinen harjoittelu ja laitteiden tarkastukset auttavat ehkäisemään loukkaantumisia. Liikkeet käyttävät myös hätäpysäytys- ja lukitus-/tagout-menetelmiä.
Mitkä metallit sopivat parhaiten ohutlevyjen valmistukseen?
Teräs, alumiini, kupari ja messinki ovat suosituimpia valintoja. Teräs tarjoaa voimaa. Alumiini kestää korroosiota ja painaa vähemmän. Kupari tarjoaa hyvän johtavuuden. Messinki yhdistää lujuuden koristeelliseen viimeistelyyn.
Miksi valmistajat käyttävät CNC-koneita?
CNC-koneet leikkaavat, taivuttavat ja muotoilevat metallia erittäin tarkasti. Ne noudattavat ohjelmoituja ohjeita. CNC-koneet vähentävät virheitä ja nopeuttavat tuotantoa. Teknikot käyttävät niitä monimutkaisiin muotoihin ja tiukoihin toleransseihin.
Mikä viimeistelymenetelmä suojaa metallia ruosteelta?
Jauhemaalaus suojaa metallia ruosteelta ja kulumiselta. Se luo lujan, värikkään kerroksen. Teknikot käyttävät myös maalausta, anodisointia ja galvanointia suojaamaan ja näyttämään.
Kuinka työntekijät mittaavat teräslevyosien tarkkuuden?
Työntekijät käyttävät jarrusatulat, mikrometrit ja teräsviivaimet. He tarkistavat paksuuden, pituuden ja kulmat. Digitaaliset mittarit ja koordinaattimittauskoneet auttavat monimutkaisissa osissa. Mittojen kaksinkertainen tarkistus estää virheet.
Voivatko käsityökalut korvata valmistuksessa olevia koneita?
Käsityökalut toimivat hyvin pienissä töissä, korjauksissa ja yksityiskohtaisissa töissä. Koneet käsittelevät suuria määriä ja monimutkaisia muotoja. Useimmat kaupat käyttävät molempia parhaan tuloksen saavuttamiseksi.
Mikä on tärkein ero hitsauksen ja niittauksen välillä?
Hitsaus sulattaa metalliosat yhteen pysyväksi sidokseksi. Niittaus liittää levyt metallitapeilla. Hitsaus luo vahvemmat liitokset. Niittaus toimii hyvin kaihtimien asennuksessa ja nopeassa tuotannossa.










